面板加工图_A1
第十四章-尺寸链分解

A2
A3减环,A1、A2增环
B1、B3为减环,B2、B4、B5为增 环
(4)查找原则
查找组成环时,应该注意遵循“最短尺寸链原则”。在 机器、部件的装配精度既定的条件下,组成环的数目越 少,则组成环所分配到的公差就越大。
3、零件位置误差对封闭环的影响
轴套
a)包容要求 b)独立原则
c)实际零件
尺寸公差δ与平行度公差t2采用包容要求时,平行度误差f2已经控 制在尺寸公差δ内,即平行度误差f2对封闭环的影响已经包括在尺 寸公差δ内,所以不必单独考虑其影响。
(a) 装配尺寸链 (b)零件尺寸链 (c)工艺尺寸链
第一节 尺寸链的基本概念
二、尺寸链的组成 1、环 列入尺寸链中每一个尺寸 环一般用英文大写字母表示,可分为封闭环和组成环。 2、封闭环 尺寸链中在装配或加工过程中最后自然形成的那个 环。常用下标为0的英文大写字母表示。 3、组成环 尺寸链中对封闭环有影响的全部环。这些环中任何 一环的变动必然引起封闭环的变动。常用下标为1,2,3…的英文 大写字母表示。组成环又可分为增环和减环。
(1)分组互换法
将计算得到的各组成环的平均极值公差扩大N倍,如此即可以按 照经济加工精度制造,
然后根据零件完工后的实际偏差,按一定的尺寸间隔分为N组,
装配时根据大配大、小配小的原则,按对应组装配,以达到封闭 环的精度要求。
第二、三、四节 尺寸链的计算
(2)修配法
尺寸链的所有尺寸按经济加工精度要求的公差值加工,导致封闭 环的公差值扩大。
(3)空间尺寸链 全部组成环位于几个不平行的平面内的尺寸 链。
L1
L2
L1
L2
L0 L1 L2 cos
α L0
α L0
产品表面外观缺陷的限定标准

45-90被检查表面被检查表面图1:“正视”位置示意图1.3 A级表面:从外部能直截了当看到、或日常爱护时能被直截了当看到的表面。
A级表面分为A1、A2 两个表面。
(A1、A2表面划分见表下表)1.4 A1表面:在产品正常工作状态下、能直截了当正视到的产品正前外表面。
1.5 A2表面:在产品正常工作状态下、除A1表面以外的能直截了当正视到的外表面。
1.7 B级表面:除A级以外的所有表面。
1.8 金属表面:包括电镀、氧化、钝化、以及金属压铸面等非喷涂表面。
1.9 打磨:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除金属表面缺陷,并形成具有一定粗糙度、纹路平均的装饰表面。
1.10 基材花斑:电镀或氧化前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等缘故所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
1.11 喷涂前划痕:指喷涂或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的一样呈细线型划伤或局部磨擦的痕迹。
1.12 浅划痕:膜层表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
1.13 深划痕:表面膜层划伤,且已伤至底层(即底层已暴露出来);对无膜层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
1.14 凹坑:由于基体材料缺陷、或在加工过程中操作不当等缘故而在材料表面留下的小坑状痕迹。
1.15 凹凸痕:因基材受撞击或校形不良等而出现出的明显变形、凹凸不平坦的现象,手摸时有不平感受。
1.16 打磨区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
1.17 烧伤:拉丝处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
1.18 水印:电镀或氧化后因清洗水未及时干燥或干燥不完全所形成的斑纹、印迹。
1.29 缩水:因材料、工艺等缘故使塑胶或压铸件表面显现凹陷的收缩现象。
数控大赛四轴 五轴加工图纸

A-A 12A装夹说明:A34利用连接盘与转台连接,芯轴定位,内拉杆连接。
4 φ8×30圆柱销 3 标准件提供155 技术要求:1、挡板、腔体、端盖需要满足配合要求;2、零件完成配合后,总长满足图纸要求;3、零件完成配合后,可插入3个圆柱销。
321序号姓名机床裁判JB0103JB0102JB0101图号活门端盖活门腔体活门挡板名称组件111数量45#45#45#材料比例材料图号备注1:1.545钢JB0100法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
接收第四届全国数控技能大赛第 1 张共 4 张(15±0.05)3-φ 11 80 φ其余 3.2120°12 0°6.35 0 -0.10φ38技术要求:-0.05) (φ105姓名 1.锐角倒角0.2×45°\u65307X 2.表面不得磕碰划伤; 3.未注公差按IT14标准执行。
比例 1:1.5 机床 裁判挡板材料 图号45钢 JB0101法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
接收第四届全国数控技能大赛第 2 张 共 4 张X 669u\1c u \ 100 -0. 05-0. 15530R 4020±0.02 22±0.02A Bφ30(展开)35ABCC 6±0.03 φ80 3-φ11120°22°45°45° R5 340°120° 30°22° 6-R87 D290° R R3-8 +0.05 03-14 +0.05(110±0.05)45±0.054027.52-R3 52-R5 12 3 4 5D 向旋转(φ105 0 -0.20)30 +0.10 0(φ120 0 -0.10) 12 3 454-R3其余 3.28) (40 .1 0φ32+0.025 0 (有效深度20)0.04 A(60±0.10)φ0.04 A6A-A35 2. 3-60°3120° 1.6B-B R2(一周)φ15 +0.00 51.6120° C-C05 -0. 15 10-0. φ13-φ 8H7(+0.0 0 15) +00 10 φ5 +0.05 +0.15 6.3 C11-1 3-3A401.6R6060°I8C12-2 4-4R6060° 60°60°I 放大(12:1)120°姓名60°+5' -0' φ0.05 A 120°技术要求:1.锐角倒角0.2×45°\u65307X2.表面不得磕碰划伤;3.未注公差按IT14标准执行。
A0_A1_A2_A3_A4图纸标准大小和格式

制图标准规定图纸幅面和格式国家制图标准规定图纸幅面和格式(GB/T 14689-1993)有:A0、A1、A2、A3、A4等五种规格。
它们的尺寸分别是:841×1189;594×841;420×594;297×420;210×297。
这五种图纸也分别叫做:0号图纸、1号图纸、2号图纸、3号图纸、4号图纸。
绘制技术图样时,应优先采用这五种规定的基本幅面。
必要时允许加长幅面,也允许以基本幅面的短边的整数倍加长幅面。
CAD字体大小和标注要求2.3 字体在图样中书写汉字、字母、数字时,字体的高度(用h表示)的公称尺寸系列为:1.8mm,2.5mm,3.5mm,5mm,7ram,10mm,14mm,20mm (GB/T 14691―93),如需要书写更大的字,其字体高度应按的比率递增,字体的高度代表字体的号数。
图样上的汉字应写成长仿宋体字,并采用国家正式公布推行的简化字,汉字的高度h不应小于3.5mm,其字宽一般为h/~r2。
字母和数字A型和B型两种。
A型字体的笔画宽度为字高的1/14;B型字体的笔画宽度为字高的1/10,但在同一图样上,只允许选用一种型式的字体。
字母和数字可写成斜体和直体。
斜体字的字头向右倾斜,与水平基准线成75。
图样上一般采用斜体字。
GB/T 18229在“CAD工程图的字体高度与图纸幅面之间的关系”及“CAD 工程制图的字体选用范围”两项内容与现行标准不同。
GB/T 18229规定,不论图幅大小,图样中字母和数字一律采用3.5号字,汉字一律采用5号字。
GB/T 18229与GB/T 14665的对比见表4。
表4 GB/T 18229与GB/T 14665的对比GB/T 18229关于CAD工程制图中字体选用范围的规定(见表5)是新增加的。
现行技术制图和机械制图国家标准中均未有相应的内容。
表5 字体选用范围在AutoCAD 2000中,可通过Text Style(字型设置)对话框完成不同字体的设置。
表面粗糙度符号

表面粗糙度符号、代号1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
2. 表面粗糙度的画法.3. 有关表面粗糙度的各项规定应按功能要求给定.若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
4. 表面粗糙度参数和各项规定注写的位置。
a1、a2 —— 粗糙度高度参数的允许值(μm );b —— 加工方法、镀涂或其他表面处理;c —— 取样长度(mm );d -— 加工纹理方向符号;e —- 加工余量(mm);f -— 粗糙度间距参数值(mm )或轮廓支撑长度率b5.图样上表示零件表面粗糙度的符号.6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用数值表示(单位为微米μm),参数值前可不标注参数代号。
用任何方法获得的表面粗糙度,9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米μm)的标注见下表,前需标注出相应的参数代号。
10.取样长度应标注在符号长边的横线下面,见图1.图1若按GB 10610—1989第6。
1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,数值写在相应代号的后面。
图2a是轮廓微观不平度的平均间距S m上限值的标注示例。
图2b是轮廓支承长度率t p的标注示例,表示水平截距C在轮廓最大高度R y的50%位置上,支承长度率为70%,给出的t p为下限值。
图2c为S m最大值的标注示例。
注塑模具内部结构详解-图文
50以上导柱
导柱
A板120MM或以下 C=A+B
A板120至150MM C=A-10+B
A板150至180MM C=A-20+B
A板180MM以上 C=0.8xA+B
针板导柱 针板导套
模具较大时一定要采用,以下简单介绍。
针板导套
针板导柱
两支针板导柱 四支针板导柱
INTER LOCK
图示中为四边INTER LOCK, 镶件为INTERLOCK,通常下 部加工直身,下模配加工直身 框,做螺纹孔,把 INTERLOCK做杯头孔锁入框 内,上部做斜度,上模配加工 相同的斜度,合模时就能起到 导向作用。此件有标准件。
1.设计为工字模
工字模利用底、面板凸出模身制 造码夹固定位置。
码模坑:在模板侧面加工一些坑,使得码铁伸入,收紧螺丝, 把模架锁紧在注塑机上。
H型码坑通常于A板及方铁加工,A板 在与注塑机接触一面留一厚度,约与 标准面板厚度相同。
I型码坑大小与H型一样,位置A板 不同,加工在与面板接触面上。
注意:当A板加工四边吊环时,须 考虑会否崩码模坑。
出模顶出装置:在此只做简单介绍。
斜顶
相同的设计有圆型INTER LOCK,上下分开,模板上只
用配与外圆相同尺寸的精圆孔 就可。
SIDE LOCK
SIDE LOCK作用同INTER LOCK、止口一样,在模板 的侧面加工小框,分别镶 入一凹一凸的标准件。
一:固定装置 二:导向装置 三: 复位装置 四:分型面型式 五:侧抽芯 六:出模顶出装置
复位装置:通过一些零件或加工,使得针板在顶出产品后能 及时复位,防止顶杆、推块等碰坏型腔。主要有:
复位杆 强制复位
工程制图规范
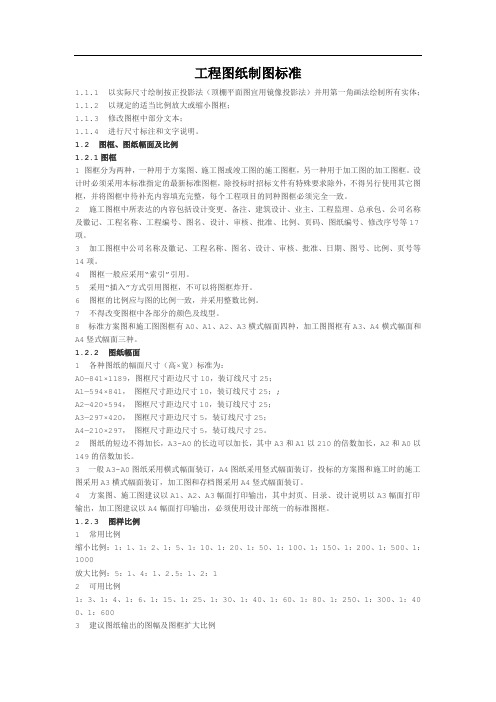
工程图纸制图标准1.1.1 以实际尺寸绘制按正投影法(顶棚平面图宜用镜像投影法)并用第一角画法绘制所有实体;1.1.2 以规定的适当比例放大或缩小图框;1.1.3 修改图框中部分文本;1.1.4 进行尺寸标注和文字说明。
1.2 图框、图纸幅面及比例1.2.1图框1 图框分为两种,一种用于方案图、施工图或竣工图的施工图框,另一种用于加工图的加工图框。
设计时必须采用本标准指定的最新标准图框,除投标时招标文件有特殊要求除外,不得另行使用其它图框,并将图框中待补充内容填充完整,每个工程项目的同种图框必须完全一致。
2 施工图框中所表达的内容包括设计变更、备注、建筑设计、业主、工程监理、总承包、公司名称及徽记、工程名称、工程编号、图名、设计、审核、批准、比例、页码、图纸编号、修改序号等17项。
3 加工图框中公司名称及徽记、工程名称、图名、设计、审核、批准、日期、图号、比例、页号等14项。
4 图框一般应采用“索引”引用。
5 采用“插入”方式引用图框,不可以将图框炸开。
6 图框的比例应与图的比例一致,并采用整数比例。
7 不得改变图框中各部分的颜色及线型。
8 标准方案图和施工图图框有A0、A1、A2、A3横式幅面四种,加工图图框有A3、A4横式幅面和A4竖式幅面三种。
1.2.2 图纸幅面1 各种图纸的幅面尺寸(高×宽)标准为:A0—841×1189,图框尺寸距边尺寸10,装订线尺寸25;A1—594×841,图框尺寸距边尺寸10,装订线尺寸25;;A2—420×594,图框尺寸距边尺寸10,装订线尺寸25;A3—297×420,图框尺寸距边尺寸5,装订线尺寸25;A4—210×297,图框尺寸距边尺寸5,装订线尺寸25。
2 图纸的短边不得加长,A3-A0的长边可以加长,其中A3和A1以210的倍数加长,A2和A0以149的倍数加长。
3 一般A3-A0图纸采用横式幅面装订,A4图纸采用竖式幅面装订,投标的方案图和施工时的施工图采用A3横式幅面装订,加工图和存档图采用A4竖式幅面装订。
机械制图基础(共100张PPT)全

机械制图的基本规范
机械制图的基本规范
一、常用的图线线型
机械制图的基本规范
二、尺寸的标注
1. 尺寸标注的基本要求
a.正确:尺寸注写必须符合国家标准;
b.完整:齐全,不遗漏,不重复; c.清晰:整齐,清晰,便于读图; d.合理:符合加工要求。
机械制图的基本规范
国家标准中关于尺寸的标注的一些要点:
标注直径时,应在尺寸数字前加注符号“Ø”,标注半径时应 在尺寸数字前加注符号“R”,其尺寸线应通过圆心,尺寸线的终 端应画成箭头。标注球面的直径或半径时,应在符号“Ø”或 “R”前再加注符号“S”。
机械制图的基本规范
直径的标注方法
机械制图的基本规范
直径半径标注的界限是以圆弧的大小为准,超过一半 的圆弧,必须标注直径;小于一半的圆弧或半圆只能标注 半径。
Z
900
X
o
450
Y
轴测图的画法
p=q=1 r=1/2
X
Z
l
l
l /2
Y
实例:小书架效果图的绘制
根据书架整体结构,画一个长方体
对长方体进行分割,设计书架结构、功能分区
去掉部分无用线条
增加部分线条,增强结构层次感
进一步增加结构层次感
结构交界面处进行处理
交界面
进一步完善结构交界面
对局部进行适当修改
1:6
1 : 1.5 × 10n 1 : 2.5 × 10n 1 : 3 × 10n
1 : 4 × 10n
1 : 6 × 10n
三视图的绘制
•
(1) 为了在图样上直接获得实际机件大小的
真实概念,应尽量采用1:1的比例绘图。
(2) 如不宜采用1:1的比例时,可选择放大或缩小