cimatronE NC中文教程
Cimatron E 8.0中文版机械设计与加工教程项目9

二、编程工作模式
1.向导模式 使用向导模式创建程序时,系统将以对 话框的方式引导用户进行操作。用户只需 要在系统弹出的对话框和参数表中选择项 目或填写数据即可。 2.高级模式 参数的设置与操作将在程序区和程序参 数表中直接操作,不会弹出窗口
三、Cimatron E 8.0编程的一般步骤
1.调入模型
1.新建编程文件 2.调入模型 3.创建刀具 4.新建刀路轨迹
5.创建毛坯
6.创建程序
(1)打开加工程序对话框 (2)设置加工类型 (3)设置零件轮廓参数 (4)选择刀具 (5)设置刀路参数。 (6)设置机床参数。 (7)保存并计算。
7.仿真模拟
相关知识
一、编程加工环境 可以采用以下几种方法进入数控加工环境。 1.新建文件后调入模型 2.从模型输出到加工环境 3.打开一个编程文件 4.CAD和CAM模式切换
(7)执行程序
(8)仿真模拟 (9)后置处理。
四、程序管理器
练习与拓展
项目小结
目前,像Cimatron
E 8.0这样的CAD/CAM集成软件已 成为数控加工自动编程系统的主流。 这些软件可以采用人机交互方式对零件的几何模型进行 绘制、编辑和修改,从而得到零件的几何模型,通过对 机床和刀具进行定义和选择,然后确定刀具相对于零件 表面的运动方式、切削加工参数,即可以生成刀具轨迹。 最后经过后置处理,即按照特定机床规定的文件格式生 成加工程序。大多数软件还具有加工轨迹的仿真功能, 以验证走刀轨迹和加工程序的正确性。 使用这类软件对生成和修改加工程序都非常方便,大大 提高了编程效率。
2.定义刀具
(1)新建刀具
(2)刀具参数
(3)加载刀具
3.创建刀具路径
(1)加工类型。 (2)刀路UCS坐标。 (3)加工起点和安全高度。
CimatronE中文培训手册——Tooling篇(上)
CimatronE中文培训手册——Tooling篇(上)导言 (5)第一节-模具工程设置向导 (5)第二节-分模设计环境 (8)第三节-布局坐标系 (9)第四节-加载工件 (11)第五节-快速断开 (14)第六节-添加属性 (15)第七节-拔模角度 (16)第八节-分模线 (18)第九节-分模曲面 (19)第十节-定义激活 (21)第十一节-创建激活 (22)第十二节-激活工具 (23)第十三节-工具 (24)第十四节-输出模具部件 (28)第十五节-切换到模具设计 (29)第二章E5风格分模设计 (30)导言 (30)第一步 (30)第二步 (31)第三步 (35)第四步 (36)第五步 (38)第六步 (42)第七步 (43)第八步 (45)第三章电极设计向导 (47)导言 (47)第一节抽取电极 (47)第二节设置毛坯及底座 (50)第三节设置电极坐标系 (51)第四节设置电极柄 (51)第五节选择轮廓或自动轮廓 (51)第六节延伸所选轮廓 (52)第七节电极设置 (55)第八节电极模板 (56)第八节电极模拟 (57)导言 (58)第一步-进入 (59)第二步-曲面选取 (61)第三步-电极毛坯&电极坐标系 (64) 第四步-电极坐标系 (67)第五步-轮廓 (68)第六步-曲面延伸 (69)第七步-夹头 (71)第八步-保存为模板 (71)第九步-应用模板 (72)第十步-电极的复制与模拟 (76)第十一步-电极绘图 (79)第十二步-EDM设置 (84)第五章E7电极练习2 (92)导言 (92)第一步-进入 (93)第二步-曲面选取 (95)第三步-电极毛坯 (96)第四步-轮廓 (97)第五步-曲面延伸 (98)第六步-电极柄 (99)第七步-保存为模板 (100)第八步-应用模板 (100)第九步-电极实例与设置 (101) 第十步-电极加工 (109)第六章模具设计介绍 (114)导言 (114)第一节-模具工程设置向导 (114) 第二节-模具设计环境 (114)第三节-布局坐标系 (115)第四节-模架库 (115)第五节-增加激活零件 (122)第六节-切槽 (126)第七节-增加模具部件 (129)第八节-冷却系统设计 (130)第九节-流道设计 (133)第十节-顶杆设计 (136)第十二节-切换到分模 (142)第七章模具设计基础练习 (143) 导言 (143)第一步 (144)第二步 (145)第三步 (147)第四步 (151)第五步 (154)第六步 (156)第七步 (158)第八步 (159)第九步 (163)第八章模具设计高级练习 (164) 导言 (164)第一步 (165)第二步 (166)第三步 (171)第四步 (173)第五步 (176)第六步 (179)第七步 (181)第八步 (182)第九步 (184)第十步 (185)第十一步 (188)第十二步 (197)第九章手机上盖模具设计练习 (204)第一步加载零件 (204)第二步分模设计 (205)第三步斜顶分模设计 (215)第四步创建毛坯 (216)第五步输出模具部件 (217)第六步进入模具设计 (219)第七步增加激活零件 (220)第八步切槽 (222)第九步增加顶杆 (224)第十步设置冷却水道 (227)第十二步总结 (241)第十章爆炸视图练习 (242)第一章分模设计基础导言CimatronE7为模具设计者提供了一种新的工作模式,我们称之为模具工程。
Cimatron安装方法及其汉化方法
Cimatron安装方法
中文名: cimatronE9.0
英文名: cimatronE9.0 内附破解文件及安装说明
资源格式: 压缩包
版本: 破解简体中文版
发行时间: 2009年
制作发行: 以色列Cimatron公司
地区: 以色列
语言: 简体中文
简介:
汉化方法:将CHINESE文件夹解压后复制到安装位置的\Cimatron\CimatronE\Program\Resource 文件夹内。
然后在快捷方式的属性内加(空格-LANG空格CHINESE)和IT版汉化方式一样的。
把POST文件夹复制到D:\Cimatron\CimatronE\Program\IT\var 文件夹内,覆盖掉原来的文件,以后如果要换别的后处理文件的话也是放到这个位置的,原理同IT版
如果需要运行多个E版。
点击开始/所有程序/CIMATRONE7.1/UPDATE REGISTRY 最下面那个,在MULTI SESSION那个框里打勾,然后点击UPDA TE确定,然后推出就可以了采纳了大量用户建议,增加或改进了相关功能特性。
cimatronE QuickNC中文教程
QuickNC in E5
1
E5 NC 教程
2
由于这是一个型芯类零件,我 们采用毛坯环切形式加工,不 用选择加工轮廓,选择所有的 面为零件面
3
E5 中,可以选择加工策略为粗加工,改变策略选项 有"自动"为"可选",显示三种可选策略.
4
针对使用的策略每一种选项都不是 不是完全的约束.利用它 不是 们我们可以引导系统在需要加工的区域产生多种可能的 选择.这就是为什么我们可以一起选择"Inside Out 自 内向外"和"Outside In 自外向内". 填上"毛坯环切 Stock Spiral"选项,刀具沿零件朝毛坯 侧偏移的轮廓(或用户定义的轮廓)生成刀路.不使用 这个选项,刀具将沿用户定义的轮廓朝零件偏移生成刀 路. 注意:在这个工步里,我们可以设定 Z Up Z Down
TimeGeneral (hours) 29.23 34.46
TimeFeed (hours) 28.66 34.21
Time-Fast (minutes) 34.58 14.85
24
注意:用 WCUT 工步需要 34 小时,而采用"下切方式"只需要 29 小时.
QuickNC in E5
10
�
22
WCUT 工步也设定只加工侧 壁,同样的毛刺高度 0.01. 输出 NC 工艺报表,
23
Proc. Name SURFACE MILLING-FINISH MILL BY LIMIT ANGLE SURFACE MILLING-BY LAYERS Proc. Comment Bumping WCUT
7
生成角度限制精加工工步 Finish – Mill by Limit Angle .选择平面为检查面 (这张面我们将在随后加 工),选择其余所有的面为加 工面,由于我们将加工整个零 件,所以并不需要选择加工轮 廓.
第3章 Cimatron NC编程基础

NC程序菜单中各命令及加工工具条的含义如表3-1所示。 命令 模拟仿真 含义
续
主要包括6个子命令,分别为: l 剩余毛坯:观察加工仿真过程中剩余的毛坯 l 材料:设置毛坯工件的材料 l 校验:进行校验操作,验证数控加工的结果与实际零件的精确 程度 l 机床住仿真:在整个机床环境下对加工进行模拟 l 高级仿真:验证加工刀具路径信加工程序的正确性 l 导航器:用来控制刀具路径的显示方式并对其进行分析 根据刀具路径及相应的设置生成G代码加工程序
后处理
加工设置报 生成数控加工报告,主要有刀具路径、加工程序、切削参数、项目 告 等详细记录 保存程序图 为NC报告生成相应的图形照片 片
4. 程序管理器 程序管理器与零件设计中的特征树原理相同,其中主要包含了零件数控 加工中所有的前期设置与加工刀具路径,可以对其中任意一项进行编 辑、复制和粘贴。同时,通过双击某一刀具路径,可在程序管理器上 随时改变加工的各项参数,如图3-9 所示。
图3-5 高级模式对话框
图3-4 向导模式对话框
2. 编程操作界面 通过以上各种方法进入NC编程模式后,出现如图所示的NC操作界面,其由如下八个部 分组成,分别为: (1) 菜单栏:可在此选择命令与执行各项菜单功能。 (2) 工具栏:软件的大部分功能都能够在工具栏上找到,同时可以根据操作的需要 打开或关闭不同的工具栏。 (3) 【加工向导】工具栏:该工具栏包含了NC编程设置的过程所要用到的所有工具, 工具按钮的排列顺序代表了编程操作的前后顺序。 (4) NC程序管理器:记录了数控加工过程中各项程序的具体特征,用户可以对其中 的各项程序进行编辑。 (5) 加工程序选项板:加工程序选项板中是操作者针对加工形状特征及加工要求所 选择的数控切削方式。 (6) 程序操作面板:主要显示了数控加工前期的设置功能与最后的计算及存储等功 能。 (7) 加工参数:显示加工程序中各种切削方式所采用的加工参数,可对参数进行编 辑。 (8) 绘图区域:显示图像操作过程及结果的区域,包括零件设计区域、装配体设计 区域、工程图设计区域和NC加工区域。 (9) 输出信息:显示各种操作过程的信息及警告和错误信息。
CimatronE型录文件中文属性值的获得方法
CimatronE型錄文件中文屬性值的獲得方法一、概述 (3)二、編輯屬性別名文件(AttrTrnMap.xml) (4)三、修改型錄文件類型屬性 (9)四、存放AttrTrnMap.xml (10)一、概述在使用cimatronE型錄文件時候,使用者會希望在型錄管理上能更多使用中文名稱進行管理,這主要體現在下面兩個方面:1、在選擇模具部件的時候,中文名稱會使得選擇更加容易;注意:圖中紅圈中兩個次種類屬性沒有顯示中文,這里是因為對使用者來說他們的滑塊單元沒有使用到這兩種元件,所以他們沒有對它們進行漢化,僅此而已。
2、在使用“檔案”>“從型錄取得”命令來選擇某一型錄元件時,中文名稱值使得檢索變得更加容易:注意:當你在文件夾中選擇某個型錄文件夾后,cimatronE會自動檢索該文件夾中所有型錄文件的“型錄”、“種類”和“次種類”屬性值,并在列表中顯示出來。
這就意味著對于不同型錄文件夾,“型錄”、“種類”和“次種類”三欄中顯示的內容是不同的。
圖:不同的型錄文件夾,自動檢索的內容不同二、編輯屬性值別名文件(AttrTrnMap.xml)在cimatronE中系統使用AttrTrnMap.xml文件對所有軟件需要使用到的屬性值的別名進行管理。
該文件位于:cimatronE安裝目錄\cimatronE\program\resourc\<漢化包文件夾>(例如:d:\cimarton\cimatronE\program\resource\chinese 文件夾)。
你可以使用windows自帶的記事本或教程文件夾提供的xml notepad2007文件對屬性值別名文件進行修改。
下面對xml notepad2007軟件的使用方法做個簡單介紹:1)使用 file>open 命令打開需要編輯的attrtrnmap.xml,在點擊view/expand all 展開所有分支,結果如下圖所示:2)使用 edit/find 命令檢索需要修改的屬性值別名,以“定位銷”為例,其英文屬性值名稱為dowel pins。
CimatronE7--5轴NC教程
6
两曲线间均分切削-实例
3度-锥度圆角刀 侧刃加工– 87度 根据 ‘Drive’ 面调整刀 轴的倾斜角度 根据 ‘Check’ 面调整刀 具沿刀轴方向的退刀。
7
平行曲线切削
加工轨迹沿着导引线平行排列
8
投影线切削
沿曲线的单刀切削 (或多 刀切削) 可选择深度方向的多层切 削 曲线必需投影到驱动面上
XY=0 Z=-30 Z=15 Constant Z
3
沿曲线切削
切削方向与导引线正交 在与导引线相交处的步距是一致的
切削方向不能相交
4
沿曲线切削-实例
Part 作为 ‘Check’面 辅助几何图素, 袖子面, 作 ‘Drive’驱动面 刀轴倾斜防止干涉
5
两曲线间均分切削
加工两条轮廓间一糸列的曲面 可取代先前的 ‘Flow Line’加工方法
ModuleWorks
Machining strategies
1
切削策略
平行切削(依角度) 沿曲线切削 两曲线间均分切削 平行曲线切削 投影线切削 两曲面间均切削 平行曲面切削
2
平行切削
XY=0 Z=90 XY=-75 Z=90
依两个角度来定义. XY 平面各 YZ 平面 (步进方向与定义 的平面方向同致) 可Z方向恒定切削
9
两面间均分切削
加工位于两组限制曲面间的 系列加工面 平分切削 在边界处类似笔式加工、可 侦察并切削
10
两面间均分切削-实例
叶轮加工 依两侧面作检查面,避免过切 通过一曲线来定义刀具方向
11线切削
平行检查面铣削加工面
13
Thank You
14
Cimatron9.0_NC功能中文说明
3-5 Axis加工模拟.................................................................................................................................. 22
所有仿真在同一界面............................................................................................错误!未定义书签。 毛胚切削更清晰, 自动检查过切和碰撞............................................................................................. 23
粗加工选项 ................................................................................................................错误!未定义书签。
改善粗加工质量、提高效率 ............................................................................................................... 1 最少毛胚宽度.......................................................................................................错误!未定义书签。 缩短空连接距离 ...................................................................................................错误!未定义书签。 空连接允许指定Z轴相对高度...............................................................................错误!未定义书签。 高速加工 (HSM)选项 – 允许控制摆线半径 ........................................................................................ 5 粗加工功能扩展到二粗,用粗加工来代替原有的二粗 .........................................错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
11 对型芯零件重复同样的操作
12 修改零件的表面的颜色为绿色
和黄色,这样我们可以利用属 性来选择
E5 NC 教程
4
E5 NC 教程
13 返回到 CAM 模式,生成新的
3X TP, ,安全平面 75.
E5 NC 教程
6
E5 NC 教程
17 这里设定使用该刀具的一些加
工参数,比如:进给速度和转 速等。我们同时可以在这里设 定加工中加减速。
18 这里我们可以输入在每一个工
步中,缺省的运动参数,设置 不同的数值,我们可以看到它 在工步中作用。
E5 NC 教程
7Байду номын сангаас
E5 NC 教程
19 生成 体积切削 Volume
辑 / 删除运动 Delete Motions). 这时工步前的标记 显示悬置 Suspended. 注意可 视图标已经失效
E5 NC 教程
12
14
在 E5,有一个新的功能,利用轮廓生
成毛坯,在这个功能;里,可以设定毛坯的
上下面 z 值。 这个 z 值既可以人为输入也可
以在屏幕上直接点取
(在 E5, 我们也可以利用零件 we 面生成毛
坯.)
这个例子中,我们选择水平区域的两
个外轮廓,设定 Z-UP 为 50,Z-BOTTOM 为
0
E5 NC 教程
6 切换到线框显示模式 Wire-
Frame Render Mode ,旋转 模型,观察模型的底面
E5 NC 教程
2
E5 NC 教程
7 再右键 RMB “选择选项并点
取参考 Select options and pick references” t,移动型 芯到模型 UCS 的另一侧。
8 返回到着色模式 Shaded
E5 NC 教程
8
E5 NC 教程
21 右键点取,我们发现有个新的选项:
“利用刀具参数设置 Set all from cutter params” – 我们在 生成刀具中包含的运动参数和运动参数关联到相应的工步 参数中。选择 “仅采用设置的加工参数 Set machine params only” 或 “仅采用设置的运动参数 Set motion params only” ,发现会调入不同的缺省参数
或者右键点取,选择需要显示 的栏
26 文字 Text 可以直接输入 (至多
80 个字符). 注释一般一直是 显示的
27 每步工步的刀路,或 TP 可以
通过点取可视图标隐藏或显示 刀路
E5 NC 教程
11
E5 NC 教程
28 工步前有不同的标记,通过属
性选择加工对象的时候,前面 有 c 标记
29 删除工步中运动轨迹 (NC 编
选项,点取参考”
E5 NC 教程
1
E5 NC 教程
3 使用引导点选项 Pivot Point ,
选择底面 y 向的中点作为原 点,点取它作为 ucs 的目标 点。
4 在 E5,我们可以输入多个几何到 NC 文档。点取调
入模型图标. (注意:这个图标不再是象以前一样 是灰色的)
5 输入文件 “core.elt”
Render Mode. 我们可以用输 入模型的方法添加这两个夹 具,但是要先切换到 CAD 模 式
9 使用 编辑 Edit \ 复制 Copy \
单一 Single \ 依引导点 By Pivot Point ,复制夹具到另 一侧的型芯上.
E5 NC 教程
3
E5 NC 教程
10 使用 曲面 Faces \修改
22
选择第一个选项,我们发现缺省值已经 改变
E5 NC 教程
9
E5 NC 教程
23 在 E5 中进行偏好设置,所有
新的工步自动执行
24 观察 E5 工步管理器,增加了
几个新的栏目隐藏 Hide/显示 Show, 注释 Comment 和笔 号 Pen.
E5 NC 教程
10
E5 NC 教程
25 光标移动到标题栏 Title Bar,
Milling \ 环切 Spiral Cut \ 3D 工步. 利用属性 Criteria / 颜 色 Color 选择 Part 1 和 Part 2 所有的面. ( 夹具就是 Part 2 的面.) 如果需要,可以选择底平面上 的外边界
20 打开运动参数菜单,发现所有
的参数都是标准的缺省设置 (这与 E4 一样)
5
E5 NC 教程
15 使用残留毛坯图标,观察毛坯
16
生成新刀具 Flat Ø14
mm . 在点取 OK,之前,我
们发现有两个新标题栏: “加
工参数 Machine
Parameters” 和 “运动参数
Motion Parameters”. 点取
“加工参数 Machine
Parameters” 标题栏
E5 NC 教程
E5 NC 教程
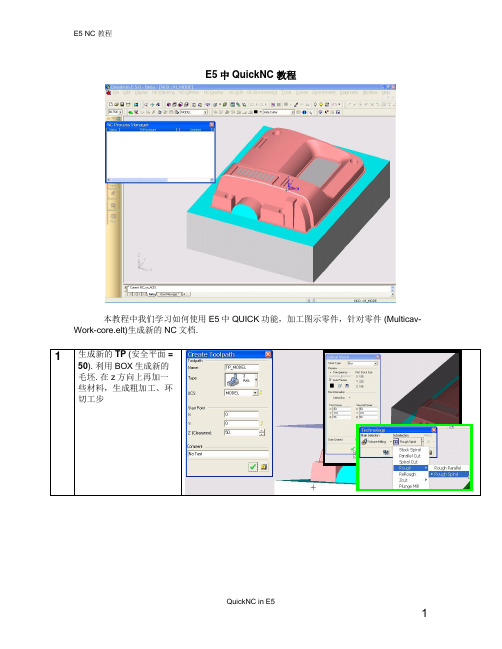
本教程我们介绍 E5 NC 的一些新功能: 基于装配的 NC 加工几何的多重输入 依轮廓定义毛坯 根据刀具设定工步中的参数 新的 NC 工步管理器
1 调入装配文件: “Camera_Assy”. 使用 E5 中 新功能,输出装配到 NC
2 在新的 NC 文档,右键“选择