TLS-NDW系列微机控制材料扭转
NZ-2000D单向器扭转试验机产品介绍
NZ-2000D单向器扭转试验机产品介绍NZ2000D单向器扭转试验机金属材料扭转刚度单向器扭转试验机金属材料室温扭转产品介绍NZ2000D单向器扭转试验机金属材料扭转刚度对单向器进行抗扭强度、扭矩、静扭、扭转刚度、扭矩屈服、扭转变形、扭断强度等力学性能的测试。
依据标准GB/T 10128:金属材料室温扭转试验方法JJG 269:扭转试验机检定规程单向器扭转试验机功能特点1、采用计算机控制操作,软件同步显示被测试试件的扭矩时间、扭角时间、扭矩扭角、扭矩转角等曲线;2、实时显示角度、扭矩、扭矩峰值等参数;试验结果可存储、打印等。
技术参数规格型号NZ2000D测量范围20Nm 2000Nm扭矩比较小读数值0.1Nm试验扭矩分辨率1/200000扭矩示值相对误差1.0%扭矩重复性相对误差1.0%转角测量范围1%扭角显示比较小分辨0.01°转角比较小读数值0.01°试验转速0. 05720°/min扭转速度示值相对误差1%扭转速度示值重复性1.0%两夹头的同轴度≤φ0.3mm更多2000Mm单向器扭转试验机金属材料室温扭转详细资料请联系我们。
主要产品分为动态疲劳试验机、专用试验机及静态电子式试验机、液压式试验机两大类别,包括微机控制电液伺服疲劳试验机、多通道协调加载试验系统、拟动力(静力)加载试验系统、汽车零部件试验台、电液伺服腐蚀疲劳试验机、电液伺服拉扭疲劳试验机、高频疲劳试验机、电子式疲劳试验机、微机控制电子W能试验机、微机控制液压W能试验机、电液伺服岩石三轴试验机、微机控制卧式拉力试验机、微机控制高温蠕变持久试验机、微机控制应力松驰试验机、微机控制全自动扭转试验机、微机控制全自动杯突试验机、扭拉摩擦试验机、冲击试验机、专用试验机等,有需要随时联系。
谈钢帘线扭转控制系统
关键词:钢帘线;双捻机;扭转;虚捻器引言钢帘线是子午线轮胎的主要骨架材料,1948年米其林公司发明子午线轮胎以来,钢帘线紧随着轮胎的发展而进步,内部复合钢帘线的子午线轮胎具有使用寿命长,行驶速度快,耐穿刺、弹性好、安全舒适节约燃料等优点。
其质量差异影响着轮胎的强度和弹性。
目前加工钢帘线的主要设备是钢丝双捻机,本文主要探讨双捻机对帘线的扭转控制方式的理论分析。
1设备的主要功能介绍双捻机是一种高效的钢帘线捻制设备,其效率是单捻机的2倍以上,由于其高效的捻制方式,备受关注。
双捻机由放线机构、牵引轮、主捻过捻、收排线、扭转控制系统、记米器等部分组成;通过牵引轮及高速旋转的飞轮环将钢丝捻成的帘线成品或半成品。
虚捻是由可调中心距的驱动轮带动虚捻器将主捻后的帘线股进行先加捻后解捻或先解捻后加捻,在此过程中消除残余应力,同时步进电机带动磁力耦合器及皮带调整机构可自动加减扭转调整。
虚捻器的变频电机的转速由主机电机转数输出信号及在线测量系统的输出值来确定,而在线测量系统输出值由帘线的饱和扭转和实际扭转的差值来控制的。
虚捻器转速过快或过慢对帘线的扭转值影响非常大,虚捻器转速偏小或偏大会影响钢帘线成品或半成品的扭转值,如果虚捻器的转速过高超过钢丝的剪切应力时会发生断裂,因此要设定虚捻器的极限转速限制机构,即预先设定磁力耦合器的磁吸距离。
所以钢帘线的扭转合格取决于虚捻电机的转速,即虚捻控制系统及在线测量系统是整个控制系统的核心。
2扭转对帘线及轮胎的影响扭转会造成轮胎厂截断对接困难,影响汽车轮胎质量和汽车轮胎生产率,甚至会损坏设备,目前轮胎厂全部为自动化生产线,手工拼接及设备的时断时续的运作,严重影响了生产效率。
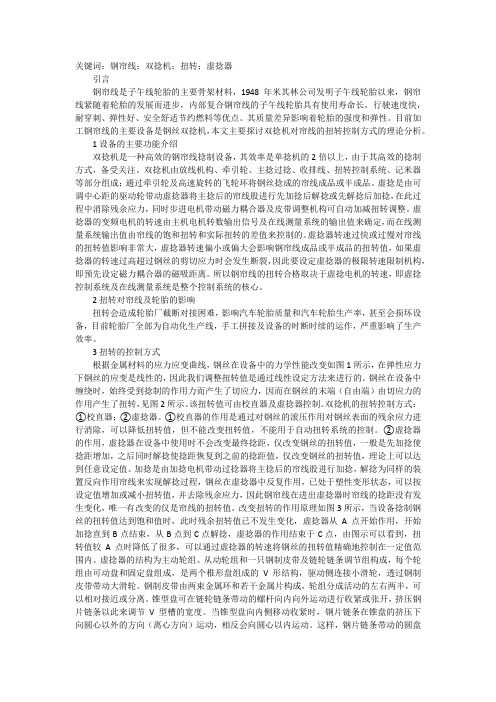
3扭转的控制方式根据金属材料的应力应变曲线,钢丝在设备中的力学性能改变如图1所示,在弹性应力下钢丝的应变是线性的,因此我们调整扭转值是通过线性设定方法来进行的。
钢丝在设备中缠绕时,始终受到捻制的作用力而产生了切应力,因而在钢丝的末端(自由端)由切应力的作用产生了扭转,见图2所示。
ZNS系列微机控制电液伺服动静扭转疲劳试验台.
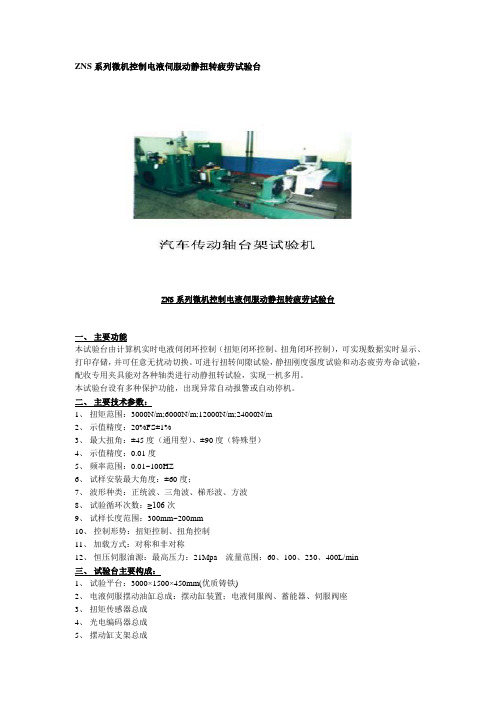
ZNS系列微机控制电液伺服动静扭转疲劳试验台ZNS系列微机控制电液伺服动静扭转疲劳试验台一、主要功能本试验台由计算机实时电液伺闭环控制(扭矩闭环控制、扭角闭环控制),可实现数据实时显示、打印存储,并可任意无扰动切换。
可进行扭转间隙试验,静扭刚度强度试验和动态疲劳寿命试验,配收专用夹具能对各种轴类进行动静扭转试验,实现一机多用。
本试验台设有多种保护功能,出现异常自动报警或自动停机。
二、主要技术参数:1、扭矩范围:3000N/m;6000N/m;12000N/m;24000N/m2、示值精度:20%FS±1%3、最大扭角:±45度(通用型)、±90度(特殊型)4、示值精度:0.01度5、频率范围:0.01~100HZ6、试样安装最大角度:±60度;7、波形种类:正统波、三角波、梯形波、方波8、试验循环次数:≥106次9、试样长度范围:300mm~200mm10、控制形势:扭矩控制、扭角控制11、加载方式:对称和非对称12、恒压伺服油源:最高压力:21Mpa 流量范围:60、100、230、400L/min三、试验台主要构成:1、试验平台:3000×1500×450mm(优质铸铁)2、电液伺服摆动油缸总成:摆动缸装置;电液伺服阀、蓄能器、伺服阀座3、扭矩传感器总成4、光电编码器总成5、摆动缸支架总成6、扭矩传感器支座总成7、旋转盘总成8、调整试样间距装置9、恒压伺服油源10、高压泵机组11、高压管系统及密封件,连接件等12、扭矩传感器标定装置13、电液伺服控制器14、工业计算机及软件包15、配件---易损件、密封件等16、伺服油源控制电箱。
一种扭线装置

专利名称:一种扭线装置
专利类型:实用新型专利
发明人:周庆浩
申请号:CN202121705421.6申请日:20210726
公开号:CN215645401U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:一种扭线装置,包括:底板;驱转组件,设于底板的一端,包括设于底板的调节机构,调节机构设有驱转机构;夹持组件,设于底板的另一端,包括设于底板的夹持机构,夹持机构设有撑开机构;驱转组件用于带动连接线转动,夹持组件用于连接线露线端的夹持,以使连接线在转动时进行扭合操作。
本实用新型在进行电子器件的生产时,方便进行连接线的端部扭线操作,从而降低了操作人员的工作强度,同时提高了连接线扭线的效率和自动化程度,也能避免对操作人员造成人身伤害,具有较强的实用性。
申请人:绵阳高新区科光宏盛线缆有限责任公司
地址:621050 四川省绵阳市高新区路南工业区
国籍:CN
代理机构:成都诚中致达专利代理有限公司
代理人:阮涛
更多信息请下载全文后查看。
基于状态反馈的双馈风电机组传动链动态扭转载荷控制_刘颖明

Fig. 1 Block diagram of DFIG wind turbine system
1.1 气动模型
风力机输出的机械功率:
Pm
=
1 2
ρπR2 v3CP
(1)
式中,ρ ——空气密度;R ——风轮半径;v ——风
速;CP ——风能利用系数,是关于桨距角 β 和叶尖
速比 λ 的函数。
叶尖速比 λ 定义为:
ETa
(t)来自(9)式中,X ——状态变量,X =[ωt ωg T ]ls ;u ——控制
量 , u = Te ; Y —— 输 出 变 量 , Y = ωg ;
é ê
0
0
A
=
ê ê ê
0
0
êêKls ë
-
Kls n
-Bls
æ ç
è
-
1 Jr
1
nJg
Jr + n2Jg
n2Jr Jg
ù ú ú ú ú öú ÷ú øû
风电机组传统的控制目标是在额定风速以下 时,保持风机叶片的桨距角不变,发电机转矩采用 矢量控制或直接转矩控制,调节风轮转速,由叶尖 速比控制、功率信号反馈或爬山搜索等算法实现机 组在不同风速下的最大功率追踪 。 [10] 在额定风速 以上时,保持发电机的额定转矩不变,采用增益调 度 PI 控制调节叶片桨距角,限制输入传动系统的气 动转矩稳定在与发电机转矩相匹配的值,实现功率 的稳定控制,模型如图 3 所示。
(17)
316
太阳能学报
36 卷
P(k + 1, k + 1) = P(k + 1, k) - Kf(k + 1)CaP(k + 1, k)
微型行星齿轮减速机热处理工艺
微型行星齿轮减速机热处理工艺
微型行星齿轮减速机是一种高精度、高扭矩的减速器,广泛应用于机器人、航空航天、精密机械等领域。
其热处理工艺是保证产品性能和寿命的关键步骤。
首先,进行淬火处理。
将微型行星齿轮放入加热炉中,升温至840-860℃,保温一定时间,使齿轮表面形成均匀的奥氏体组织。
然后,迅速将齿轮浸入油或水中冷却,使其快速冷却并转变为马氏体组织,提高硬度和耐磨性。
接下来,进行回火处理。
将淬火后的齿轮放入加热炉中,升温至500-600℃,保温一定时间,使马氏体组织中的过饱和碳析出形成细小的碳化物颗粒,提高韧性和抗冲击性。
最后,进行表面处理。
通过镀层、喷涂等方式在齿轮表面形成一层保护膜,防止腐蚀和磨损。
同时,也可以根据需要对齿轮进行磨齿、抛光等精加工处理,进一步提高精度和表面质量。
总之,微型行星齿轮减速机的热处理工艺是一个复杂而精细的过程,需要严格控制各个环节的温度、时间和气氛等因素,以确保产品的质量和性能达到设计要求。
管状皮带机的扭转原因及调整方法的技术报告
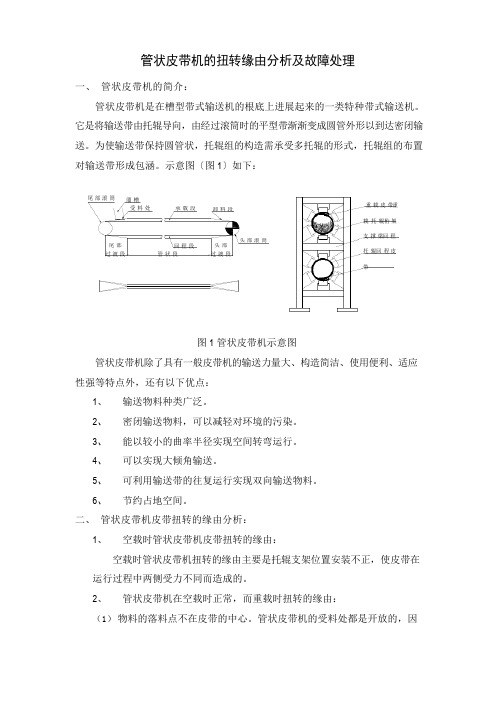
管状皮带机的扭转缘由分析及故障处理一、 管状皮带机的简介:管状皮带机是在槽型带式输送机的根底上进展起来的一类特种带式输送机。
它是将输送带由托辊导向,由经过滚筒时的平型带渐渐变成圆管外形以到达密闭输送。
为使输送带保持圆管状,托辊组的构造需承受多托辊的形式,托辊组的布置对输送带形成包涵。
示意图〔图 1〕如下:图 1 管状皮带机示意图管状皮带机除了具有一般皮带机的输送力量大、构造简洁、使用便利、适应性强等特点外,还有以下优点:1、 输送物料种类广泛。
2、 密闭输送物料,可以减轻对环境的污染。
3、 能以较小的曲率半径实现空间转弯运行。
4、 可以实现大倾角输送。
5、 可利用输送带的往复运行实现双向输送物料。
6、节约占地空间。
二、 管状皮带机皮带扭转的缘由分析:1、空载时管状皮带机皮带扭转的缘由:空载时管状皮带机扭转的缘由主要是托辊支架位置安装不正,使皮带在运行过程中两侧受力不同而造成的。
2、管状皮带机在空载时正常,而重载时扭转的缘由:(1) 物料的落料点不在皮带的中心。
管状皮带机的受料处都是开放的,因尾 部 滚 筒溜 槽 受 料 处承 载 段卸 料 段头 部 滚 筒尾 部 过 渡 段 回 程 段 管 状 段 头 部 过 渡 段重 载 皮 带重 载 托 辊桁 架支 撑 梁回 程 托 辊回 程 皮 带此此段管状皮带机相当于一般皮带机。
落料点不在皮带的中心,引起皮带从头部开头就跑偏,导致整条皮带机扭转。
(2)物料体积超过管径所能容纳的最大量。
当物料体积超过管径所能容纳的最大量时,造成管状皮带机涨管现象,圆筒入口处的圆形保护托辊会产生抵抗力而导致管状皮带机的皮带扭转现象。
(3)输送流淌性较好的物料时,管状皮带机简洁在拐弯处发生扭转。
管状皮带机的一个优点就是可以在水平面上拐弯。
由于物料的流淌性较好〔尤其是球矿〕,在皮带机的拐弯处,物料受到离心力的作用,大局部物料都积存到皮带的外侧,导致皮带机的扭转。
(4)雨雪天气,管状皮带机简洁扭转。
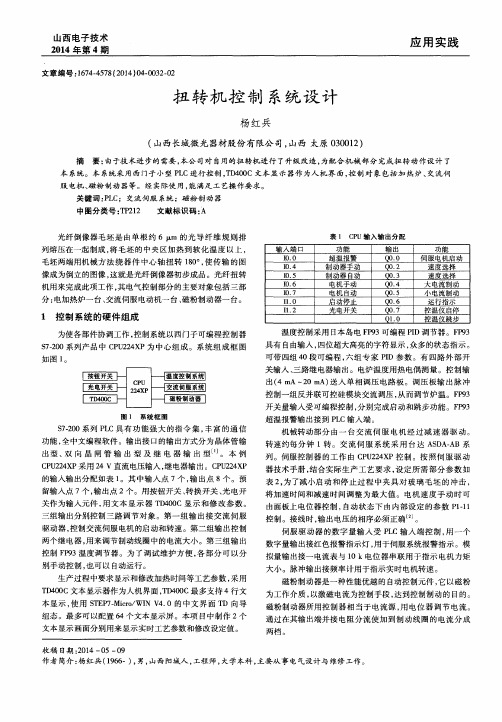
扭转机控制系统设计
服 电机 、 磁粉 制动器等。经 实际使用 , 能满足 工艺操作要 求。
关键词 : P L C;交 流 伺服 系统 ;磁 粉 制 动 器
驱动器 , 控制交流伺服 电机 的启动 和转速 。第二组输 出控制
两个继 电器 , 用来调节制动线 圈中的电流大小 。第三组 输 出 控制 F P 9 3温度 调节 器。为 了调试维 护方便 , 各部 分可 以分 别手 动控 制 , 也可 以 自动运行 。
伺服 驱动器 的数 字量输 入受 P L C输人 端控 制 , 用一 个 数字量输 出接红色报警指示灯 , 用于伺服系统报警指示 。模
组态 。最 多可以配置 6 4个文本显示屏 。本项 目中制作 2个 文本显示 画面分别用来显示实时工艺参数和修改设定值 。
可带 四组 4 0段可编程 , 六组 专家 P I D参 数 。有 四路外 部开 关输入 、 三路继 电器输 出。电炉温度用热 电偶测量 。控制输 出( 4 mA~ 2 0 m A) 送 入单相调 压 电路 板 。调压板 输 出脉 冲 控制一组反并联可控硅模块交流调压 , 从 而调节 炉温。F P 9 3 开关 量输 入受可编程控制 , 分别完成启 动和跳 步功能。F P 9 3 超温报警输出接到 P L C输 入端 。
中图分类号 : T P 2 1 2
文献标 识码 : A
表1 C P U输入输出分配
输 入 端 口 l 0 . O 1 0 . 4 1 0 . 5 1 0 . 6 1 0 . 7 I 1 . 0 I 1 . 2 功 能 超温报警 制动器手动 制 动 器 自动 电机 手 动 电机 自动 启动停止 光 电开关 输 出 Q o . o Q o . 2 Q 0 . 3 Q o . 4 Q O . 5 Q o . 6 Q O . 7 Q1 . 0 功 能 伺服 电机启动 速度选择 速 度 选 择 大 电流 制 动 小 电流 制 动 运行指示 控温仪启停 控 温仪 跳 步
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要特点用途
本机加载由计算机控制日本进口交流伺服控制系统,通过交流伺服电动机、摆线针轮减速机带动主动夹头旋转加载,扭矩和扭角检测采用高精度扭矩传感器和光电编码器,计算机动态显示试验扭角扭矩曲线、加载速率、试验力峰值等。
检测方法符合GB128-88金属室温
扭转试验方法的要求。
本试验机主要用于金属材料或非金属材料进行扭转试验,也可以对零部件或构件进行扭转试验,是航空航天、建材行业、交通运输、科研部门、各类大专院校和工矿企业力学实验室用来测定材料扭转性能必备的检测仪器。
主要功能及特点:
加载方式:采用进口交流伺服电机及驱动器,可正、反两个方向施加扭矩。
扭矩和扭转角的检测:采用高精度对称扭矩传感器,扭转角的检测采用高精度LED型光电编码器。
操作:具有手动操作(有正、反向手动操作按钮)和计算机操作两种方式。
基于Windows平台下的专用测控软件,采用人机交互方式分析计算被试材料的机械性能指标,试验数据自动处理,动态显示试验曲线,试验结果可存储、打印、也可人工干预分析过程。
提高分析的准确度。
主要技术参数:。