纺纱工艺计算
纺织工艺计算
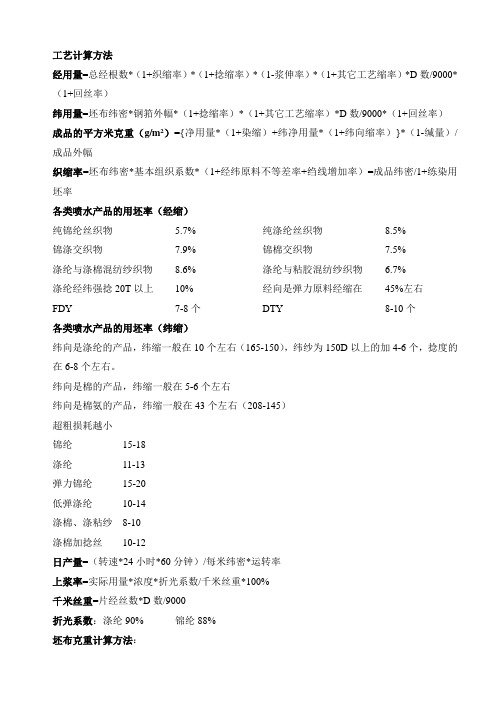
工艺计算方法经用量=总经根数*(1+织缩率)*(1+捻缩率)*(1-浆伸率)*(1+其它工艺缩率)*D数/9000*(1+回丝率)纬用量=坯布纬密*钢筘外幅*(1+捻缩率)*(1+其它工艺缩率)*D数/9000*(1+回丝率)成品的平方米克重(g/m2)={净用量*(1+染缩)+纬净用量*(1+纬向缩率)}*(1-缄量)/成品外幅织缩率=坯布纬密*基本组织系数*(1+经纬原料不等差率+绉线增加率)=成品纬密/1+练染用坯率各类喷水产品的用坯率(经缩)纯锦纶丝织物 5.7% 纯涤纶丝织物8.5%锦涤交织物7.9% 锦棉交织物7.5%涤纶与涤棉混纺纱织物8.6% 涤纶与粘胶混纺纱织物 6.7%涤纶经纬强捻20T以上10% 经向是弹力原料经缩在45%左右FDY 7-8个DTY 8-10个各类喷水产品的用坯率(纬缩)纬向是涤纶的产品,纬缩一般在10个左右(165-150),纬纱为150D以上的加4-6个,捻度的在6-8个左右。
纬向是棉的产品,纬缩一般在5-6个左右纬向是棉氨的产品,纬缩一般在43个左右(208-145)超粗损耗越小锦纶15-18涤纶11-13弹力锦纶15-20低弹涤纶10-14涤棉、涤粘纱8-10涤棉加捻丝10-12日产量=(转速*24小时*60分钟)/每米纬密*运转率上浆率=实际用量*浓度*折光系数/千米丝重*100%千米丝重=片经丝数*D数/9000折光系数:涤纶90% 锦纶88%坯布克重计算方法:坯布规格190T涤塔夫68D*68D 20#*2穿*30梭门幅165cm以下算法只适用于不加捻产品,算出来是米克重哦,当然加捻产品算克重都可以套用,如果是织造厂算原料的用量,在纬的门幅上至少+10cm,经不用加。
一、原料用量计算定义:织一米坯布需经纬原料多少克?1、长纤类:经用量(g/m)=总经根数*(D/9000)*1.1纬用量(g/m)=坯布纬密*上机门幅*(D/9000)*1.1或=成品纬密*成品门幅*(D/9000)*1.1注:1.1=1+10%,10%为织缩率+损耗,一般FDY取1.08,DTY取1.12例1、涤塔夫上机门幅168cm 17筘3穿坯布纬密28梭原料:63D FDY*63D FDY 求原料用量解:经用量=168*17*3*63/9000*1.08=64.77g/m纬用量=168*28*63/9000*1.08=35.56 g/m即理论米克=64.77+35.56=100 g/m例2、75DFDY+100DDTY 五枚缎12#*5入*166 坯布纬密30梭求原料用量解:经用量=12*5*166*75/9000*1.08=89.64 g/m纬用量=30*166*100/9000*1.12=61.97 g/m2、短纤类:经用量=0.64984*(经密/经线纱支)*门幅纬用量=0.64984*(纬密/纬线纱支)*门幅注:也可把短纤换成长纤,用长纤公式来计算,D=5315/S例1、N-70D FDY*21S 133*72 59"求原料用量解:经用量=133*59*70/9000*1.08=65.91 g/m纬用量=0.64984*72/21*59=131.4 g/m例2、经:N-70D DTY +30D氨纶纬:30S棉+40D氨纶86*58 59"求原料用量及原料所占比例解:氨纶有个拉缩比,一般30D的氨纶按10-13D计算,40D按15-18D计算,70D按25D计算,拉缩比一般可取3,如40/3=13.33,按15-18算经用量锦纶=70*86*59/9000*1.12=44.2经用量氨纶=86*59*13/9000*1.1=8.06纬用量棉=58*59*5313/30/9000*1.1=74.1纬用量氨纶=58*59*18/9000*1.1=7.53氨纶比例=(8.06+7.53)/133.89=11.64%棉比例=74.1/133.89=55.36%锦纶比例=44.2/133.89=33%3、加捻类:经用量=总经根数*D/9000*1.1*(1+捻缩率)*(1+蒸缩率)纬用量=坯布纬密*上机门幅*D/9000*1.1*(1+捻缩率)*(1+缩率)①捻缩率捻缩率=0.0038*(T/mm)*(T/mm)*DD的倍数以10D为基础40D以下不考虑系数40D-0.1→40/10-0.1=3.950D-0.2→50/10-0.2=4.860D-0.370D-0.4……120D-0.9→120/10-0.9=11.1130D有以上在120D倍数的基础上,每增加10D增加0.8如150D→11.1+3*0.8=13.5例1、75D FDY 22T/2S2Z,求捻缩率解:捻缩率=0.0038*2.2*2.2*(75/10-0.5)=12.87%例2、150D DTY 8T/2S2Z求捻缩率解:捻缩率=0.0038*0.8*0.8*(11.1+2.4)=3.28%②蒸缩率蒸缩率10T/cm以下2%,10-18T/cm为5%,18T/cm以上按6.5%例:经-50D 有光 FDY 10T/2S2Z纬-75D DTY+40D氨纶16T/2S2Z上机208*15#*5入纬密30梭求原料用量?解:经用量=208*15*5*50*1.08/9000*{1+0.0038*1*(50/10-0.2)}*(1+5%)=100.07 纬用量=208*30*1.12*(75+18)/9000*{1+0.0038*1.6*1.6*(93/10-0.6)}*(1+5%)=82.18 二、前道报价整浆并车间倒倍捻车间上浆费用涤纶FDY 0.03-0.04元/并DTY 0.04-0.05元/并锦纶FDY 0.05-0.06元/并4并以下3分4-8并3.5分8并以上4分4-8并4.5分8并以上5分棉6-7分分批整经并数=总经根数/1680根(1680为最大上排原料筒子数)取整数(只入不舍)分条整经0.1-0.5元/米(最大上排筒子数一般为800)低弹网络丝直接上分条0.06-0.1元/米例、经70D锦纶FDY 168*17*2入,求:上浆费。
纺纱工艺设计与计算学案
纺纱工艺设计与计算学案一、学习目标1.了解纺纱的工艺流程和计算方法。
2.掌握纺纱工艺设计的基本原则。
3.能够进行常见纺纱工艺的计算和分析。
二、学习内容1.纺纱的定义和分类。
2.纺纱工艺流程和常用设备。
3.纺纱工艺设计的基本原则。
4.纺纱工艺计算方法和分析。
三、学习过程1.纺纱的定义和分类纺纱是指将纤维或纱线通过拉伸、弯曲和摩擦等力学作用,使其形成连续线状结构的过程。
根据原料的不同,纺纱可分为植物纤维纺纱、动物纤维纺纱和化学纤维纺纱等。
2.纺纱工艺流程和常用设备纺纱的工艺流程一般包括纤维预处理、梳理、并条、粗纺、细纺、整理等环节。
常用设备有梳棉机、并条机、粗纺机和细纺机等。
3.纺纱工艺设计的基本原则(1)根据原料特性选择合适的工艺流程和设备。
(2)确定合理的纺纱工艺参数,如纺纱粗细、捻度和纺纱张力等。
(3)保证纺纱质量,控制各工序的工艺参数和设备状态。
(4)根据市场需求进行产量和成本的估算,进行经济性评价。
4.纺纱工艺计算方法和分析(1)纺纱粗细和纺纱强力的计算:纺纱粗细=预期线密度(纱支)/预期线密度(刺密)纺纱强力=原料强度×破损率×整理损耗(2)纺纱捻度的计算:K=30×纱支捻度=(旅速/纱支)×K(3)纱线产品的经济性分析:纺纱成本=原料成本+劳动成本+能源成本+设备折旧+设备维修费四、学习态度和方法1.积极参与课堂讨论,与同学共同学习。
2.注重实际操作,通过实践提高理论知识的应用能力。
3.多思考,积极思考如何将学到的知识应用到实际工作中。
五、课后作业1.分析一种纤维的纺纱工艺流程和设备。
2.计算一种纤维的纺纱粗细、纺纱强力和纺纱捻度。
3.进行一种纱线产品的经济性分析。
六、学习反思本节课我们学习了纺纱工艺设计与计算的基本内容,通过学习,我进一步了解了纺纱的工艺流程和计算方法。
通过参与课堂讨论和完成课后作业,我对纺纱工艺设计和计算方法有了更深入的认识和理解。
纺织常用计算公式及概念

纺织常用计算公式及概念纺织业是指以天然纤维和化学纤维为原料,经过纺纱、织造、印染等一系列工艺,制成各种纺织品的行业。
在纺织行业中,有许多与计算有关的公式和概念,下面将介绍一些常用的计算公式和概念。
1.纱支计算公式纱支是指纱线的细粗程度。
常用的纱支计算公式有:纺纱法:纱支(Ne)=纱线长度(km)/ 重量(kg)计算给定纱线长度和重量,可以求得纱支。
织造法:纱支(Ne)=纱线长度(Tex)/ 纱线单根数计算给定纱线长度和单根数,可以求得纱支。
2.布匹密度计算公式布匹密度是指单位长度内的纵横织物数量。
常用的布匹密度计算公式有:布匹密度(GSM)=纱线重量(g)/布长(m²)计算给定纱线重量和布长时,可以求得布匹密度。
3.织物强度计算公式织物强度是指织物在拉力作用下的抗弯曲、抗撕扯等能力。
常用的织物强度计算公式有:织物强度(N)=织物强度(g)/织物单重(g/m²)计算织物强度时,通常需将织物强度单位换算为标准的N。
4.颜色深浅计算公式颜色深浅是指织物在显微光下的亮度程度。
常用的颜色深浅计算公式有:颜色深浅(K/S)= -log10(透射光强度/反射光强度)计算颜色深浅时,透射光强度和反射光强度通常需通过实验测量获得。
5.织物缩水率计算公式织物缩水率是指织物在水中浸泡后所张力缩小的百分比。
常用的织物缩水率计算公式有:织物缩水率(%)=(织物长度(L1)-织物干燥后长度(L2))/织物长度(L1)*100%计算织物缩水率时,需测量织物在干燥前后的长度。
在纺织行业中,还有许多其他重要的计算公式和概念,例如纺纱效率、织物密度、色牢度等。
纺织行业的生产和管理都离不开这些计算公式和概念的应用。
通过合理的计算和分析,可以提高生产效率、优化生产方案、减少浪费和成本,提升产品品质和竞争力。
总之,纺织常用的计算公式和概念是纺织行业中的基础知识,掌握这些知识对于从事纺织行业的人来说是非常重要的。
通过理解和运用这些公式和概念,可以更好地进行生产管理和技术设计,并提高纺织产品的质量和市场竞争力。
纺织品基础知识及常用工艺计算

纺织品基础知识及常用工艺计算纺织品是指人类使用纤维材料进行加工制作的各种织物、纱线和纤维制品。
纺织品广泛应用于日常生活中的各个方面,包括服装、家居装饰、家庭用品等。
在了解纺织品基础知识之前,我们先来了解一些常用的纺织品工艺计算。
常用的纺织品工艺计算主要包括纱线计算和织物计算。
纱线计算主要涉及纤维的长度和细度,纺纱工艺参数的计算等。
织物计算则关注于织物的密度、厚度、强度等方面的计算。
纱线计算是纺织品生产中的基础,其主要考虑纤维的长度和细度。
纱线的细度通常用纤维长度单位所含纱线长度的质量(TEX)来表示。
计算纱线的细度时,需要考虑纤维的长度和密度,通过将纤维长度除以纤维密度来计算。
例如,一根具有1米长度和1克质量的纤维,其细度为1TEX。
根据纤维的细度,可以确定纱线的适用范围和用途。
在纺纱工艺中,纱线的捻度是一个重要参数。
纱线的捻度对纱线的强度、柔软度和耐磨性等性能有着重要的影响。
纱线的捻度通常用“捻/英寸”或“捻/10厘米”来表示。
捻度的计算可以根据纱线的捻度和纺纱速度来确定。
捻度的选择需要根据纱线的用途和要求来进行调整。
织物计算是指根据织物的密度、厚度和强度等参数来计算织物的性能和使用范围。
织物的密度通常用“根/英寸"或“根/厘米"来表示。
密度的计算可以根据织物的纬线和经线数目来确定。
密度的选择需要根据织物的用途和要求来调整。
织物的厚度是指织物在垂直方向上的厚度。
厚度的计算可以通过测量织物的单位面积质量和密度来确定。
厚度的选择需要根据织物的用途和要求来调整。
织物的强度是指织物在拉伸过程中能够承受的力量。
强度的计算可以通过张力测试来确定。
强度的选择需要根据织物的用途和要求来调整。
总之,纺织品的基础知识和常用工艺计算对于纺织品生产和加工具有重要的意义。
通过了解纱线计算和织物计算,可以更好地理解纺织品的性能和适用范围,从而为纺织品的设计和生产提供依据。
同时,纺织品的工艺计算也为纺织品质量的保证和控制提供了重要的参考依据。
纺纱工艺计算公式v2.3

总牵K 数码 主牵伸M(主) 主牵伸N(被) 总牵伸同步牙G 主牵伸同步牙F 上道干定量
调节环
车速vf
并条(预并二) 5。 重量牵伸E FALSE 6。 效率P 0.000 品种
总牵轻重牙(A)
1。FA303 效率P控制 Y 效率P
总牵冠牙(K) 总牵H 字码
本道湿定量 0.000
号数 0.000
主牵伸e #DIV/0! 实测T #DIV/0! 实测T #DIV/0!
回潮率
计算车速 #DIV/0!
计算锭速 #DIV/0!
落纱定长 #DIV/0!
机型选择: 1。FA303 效率P控制 Y 效率P 2。FA305 y N 本道干定量 主牵伸 #DIV/0! 上道干定量 并合数 3。FA317A 机械牵伸E #DIV/0!
1。FA303
4。 后牵伸e #DIV/0!
总牵冠牙(K) 总牵H 字码 总牵K 数码 主牵伸M(主) 主牵伸N(被) 总牵伸同步牙G 主牵伸同步牙F
机型选择: 1。A454PQ 3。FA471 机械牵伸E #DIV/0! 4。 后牵伸e #DIV/0!
P
控制 Y
配合率P
粗纱干定 0.000 计算T #DIV/0!
号数 0.000 计算@ #DIV/0!
100.0%
隔距
钳口
定长
纱重
细
纱
锭盘直径:
24
机型选择:
FA502
品种 总牵ZE 总牵ZD 阶段总牵ZK 阶段总牵ZJ 后牵ZM(主) 后牵ZN(被) 捻度ZA 捻度ZB 中心牙ZC 升降ZF 升降ZG 级升Zn/n 撑牙n 主动轮 被动轮
混纺比 65.0% 35.0%
公定回潮率 0.40% 8.50%
纺织常用计算式分为定长制计算公式和定重制计算公式二种
纺织常用计算公式分为定长制计算公式和定重制计算公式二种。
1、定长制计算公式:(1)、旦尼尔(D):D=g/L*9000 其中g为丝线的重量(克),L为丝线的长度(米)(2)、特克斯(号数)[tex(H)]: tex=g/L*1000 其中g为纱(或丝)的重量(克),L为纱(或丝)的长度(米)(3)、分特克斯(dtex): dtex=g/L*100 其中g为丝线的重量(克),L为丝线的长度(米)定重制计算公式:(1)、公制支数(N):N=L/G 其中G为纱(或丝)的重量(克),L为纱(或丝)的长度(米)(2)、英制支数(S):S=L/(G*840) 其中G为丝线的重量(磅),L为丝线的长度(码)2、选择换算公式:(1)、公制支数(N)与旦尼尔(D)的换算公式:D=9000/N(2)、英制支数(S)与旦尼尔(D)的换算公式:D=5315/S(3)、分特克斯(dtex)与特克斯(tex)的换算公式:1tex=10dtex(4)、特克斯(tex)与旦尼尔(D)的换算公式:tex=D/9(5)、特克斯(tex)与英制支数(S)的换算公式:tex=K/S K值:纯棉纱K=583.1 纯化纤K=590.5 涤棉纱K=587.6 棉粘纱(75:25)K=584.8 维棉纱(50:50)K=587.0(6)、特克斯(tex)与公制数(N)的换算公式:tex=1000/N(7)、分特克斯(dtex)与旦尼尔(D)的换算公式:dtex=10D/9(8)、分特克斯(dtex)与英制支数(S)的换算公式: dtex=10K/S K值:纯棉纱K=583.1 纯化纤K=590.5 涤棉纱K=587.6 棉粘纱(75:25)K=584.8 维棉纱(50:50)K=587.0(9)、分特克斯(dtex)与公制支数(N)的换算公式:dtex=10000/N(10)、公制厘米(cm)与英制英寸(inch)的换算公式:1inch=2.54cm(11)、公制米(M)与英制码(yd)的换算公式:1码=0.9144米(12)、绸缎平方米克重(g/m2)与姆米(m/m)的换算公式:1m/m=4.3056g/m2(13)、绸缎的实际重量与磅重的换算公式:磅重(lb)=每米绸重(g/m)*0.9144(m/yd)*50(yd)/453.6(g/yd)再补充一点1.单位⑴、定长制:A. 特克斯:1000米长度的纱在公定回潮率时的质量克数称为特数。
纺织纱线计算公式和换算关系
纺织纱线计算公式和换算关系纺织行业对纱线的计算可分为定长制和定重制两种,下面将重点介绍纱线的定长制与定重制计算公式、换算关系与计算方法,以及公制单位与英制单位的换算关系。
(1)旦尼尔(D):D=g/L*9000其中g为丝线的重量(克),L为丝线的长度(米);(2)特克斯(号数)[tex(H)]:tex=g/L*1000,其中g为纱(丝)的重量(克),L为纱(或丝)的长度(米);(3)分特克斯(dtex):dtex=g/L*10000,其中g为丝线的重量(克),L 为丝线的长度(米)。
(1)公制支数(N):N=L/G,其中G为纱(丝)的重量(克),L为纱(丝)的长度(米);(2)英制支数(S):S=L/(G*840),其中G为丝线的重量(磅),L为丝线的长度(码)。
(1)公制支数(N)与旦尼尔(D)的换算关系:D=9000/N;(2)英制支数(S)与旦尼尔(D)的换算关系:D=5315/S;(3)分特克斯(dtex)与特克斯(tex)的换算关系:1tex=10dtex。
(1)特克斯(tex)与旦尼尔(D)的换算公式:tex=D/9;(2)特克斯(tex)与英制支数(S)的换算公式:tex=K/S(K=590.5);(3)特克斯(tex)与公制支数(N)的换算公式:tex=1000/N;(4)分特克斯(dtex)与旦尼尔(D)的换算公式:dtex=10D/9;(5)分特克斯(dtex)与英制支数(S)的换算公式:dtex=0.1K/S(K=590.5);(6)分特克斯(dtex)与公制支数(N)的换算公式:dtex=100/N;注:本文中K值均取590.5。
(1)公制厘米(cm)与英制英寸(inch)的换算公式:1inch=2.54cm;(2)公制米(m)与英制码(yd)的换算公式:1码=0.9144m;(3)绸缎平方米克重(g/m2)与姆米(m/m)的换算公式:1m/m=4.3056g/m2;(4)绸缎的实际重量与磅重的换算公式:磅重(lb)=米绸重(g/m)*0.9144(m/yd)*50(yd)/453.6(g/yd)。
细纱改纺工艺计算

细纱改纺人棉时工艺计算
示例
工艺计算内 容
R32$
英制支数=常数/公制号数 R 590.5 公制号数=常数/英制支数
2 设计号数
18.5tex
公定回潮率时,1000 米纱线有多少克,就是多少号。
3 实测重量
1.8g/百米 试纺评估纱支偏差。设计重=实测重量/测重系数(附表一 1)
4 标准干重
1.633/百米 设计号数/1+公定回潮率 R13%
5 捻度
810/米
捻度=捻系数/√tex 捻系数=捻度√tex (附表二)
6 强力
250
强力=号数*断裂强度 R>14
7 前罗拉速度 245 转/分 6*A/B*C*D/d
8 主轴盘/电机盘 230/240
d 210—250 D250--210
9 产量
130/0.195 台班产(斤)0.00197*前罗拉速度*号数*开工时*2
10 轻重牙
D41/E66 牵伸倍数=1.115*支数 (附表一)
11 捻对牙
B63/A63 据设计捻度 B+A=126(附表二)
12 中心牙
C39
据设计捻度(附表二)
13 卷绕牙
F30/G64 F+G=94 (附表三)
250 斤/人班 络筒台班产量(斤)=0.006*纱速*号数*工作时*2
20 电清值
2.5v
支数越高越大(附表六)
14 撑头牙
5
支数越高卷绕越密撑越少,牙越多直径越粗(附表四)15 隔距块Fra bibliotek3.0
支数越高越小
16 钢丝圈
6903 6/0 钢丝圈号数=1250/设计支数(附表五)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纺纱工艺计算一、梳棉机FA201梳棉机一、速度计算:1、锡林转速ne(r∕min)=n1хD电机轮直径х∕542=1460хDх∕542=纺棉D=136mm ne=360 r∕min纺化纤D=125mm ne=330r∕min2、刺辊转速nt(r∕min)=n1хD电机轮直径х∕Dt=1460хD∕Dt3、盖板速度uf(mm∕min)=neх100ХZ4х1х1х14хх∕240хZ5х17х24=хneХZ4∕Z5Z4、Z5与uf对照表4、道夫转速nd(r∕min)=n1х88х20хZ3х∕253х50х190=хZ35、小压辊出条速度u(m∕min)=60хх1460х88х20ХZ3х38х30х1х∕253х50хZ2х30х211000=хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、E总=48х120х34Х190х38х30х60∕21хZ1х42хZ2х30х21х152 =∕Z2хZ1Z1、Z1与E总对照表2、给棉罗拉—棉卷罗拉E1=48х70х1∕21х152=3、刺辊—给棉罗拉E2 =ntх250∕ndх70х(42хZ1∕34х120)=хnt∕ndхZ14、锡林—刺辊E3=ncх1290∕nt21х250=5、道夫—锡林E4= ndх706∕ncх1290=∕nc6、剥棉罗拉—道夫E5=190х120∕32х706=7、下轧辊—剥棉罗拉E6=55х110∕45х120=8、大压辊—下轧辊E7=45х32х38х76∕55ХZ2х28х110=∕Z29、小压辊—大压辊E8=28х30х60∕30Х21х76=三、产量计算:G= ndх60х190х38х30х60ххgх1∕Z2х30х21х1000х1000х5= gхnd∕Z2(g—生条定量g∕5m)梳棉机各部位隔距(纺纯棉中特纱)FA204梳棉机一、速度计算:二、牵伸计算:1、 E总=E小压辊-棉卷罗拉=V1∕V2=(或)fd/=或 fd / fwA186F、G梳棉机一、速度计算:1、锡林转速n1(r∕min):纺化纤D=126mm 纺棉D=137mm n1=1460хD1电机轮直径х∕546=1460х126х∕546=330=1460хD1电机轮直径х∕546=1460х137х∕546=3602、刺辊转速n2(r∕min)=n1х400х132=330х400х132=980纺化纤=n1х400х132=360х400х132=1070纺棉3、盖板速度V(mm∕min)V= n1х105х1х1∕D2х17х40х14х= n1∕D2х纺化纤= n1х105х1х2∕D2х17х40х14х= n1∕D2х纺棉4、道夫转速n3(r∕min)=1460х95х20хZх∕273х50х190=хZ(F型)道夫转速n3(r∕min)=1460х110х20хZ2∕295х50х190=хZ2(G型)5、小压辊出条速度u(m∕min)=60хх1460х88х20хZ3х38х30х1х∕253х50хZ2х30х211000=хZ3∕Z2(Z2张力牙19—21)二、牵伸计算:1、 E总=60х48х120х34х190х29х95∕152х21хZ1хZ2х42хZ3х23х66 =∕Z1хZ3(F型)Z1、Z2与E对照表E总=60х48х120х34х190х29х95∕152х21хZ1хZ2х42хZ3х23х66 =∕Z1хZ3(G型)Z1、Z2与E对照表2、剥棉罗拉—道夫E1=120х190∕32х706=3、轧辊—剥棉罗拉E2=55х75∕45х120=4、上轧辊—下轧辊=E344х75∕30х110=5、压辊—道夫E4=102х190∕706ХZ3=∕Z36、小压辊—大压辊E5=60х29х95х60∕102Х23х66х102=7、小压辊—道夫E6=60х190х29х95∕706ХZ3х23х66=∕Z38、给棉罗拉—棉卷罗拉E7=70х34х48∕152х34х21=Z3与E4对照表三、产量计算:G= ndх60х190х24х95хх60ххgх1∕Z2х19х66х1000х1000х5= gхnd∕Z2(g—生条定量g∕5m)FA221B梳棉机一、速度计算:1、锡林转速n1(r∕m in):n1=1440хD1电机轮直径∕5505=хD12、刺辊转速n2(r∕min)=D1∕D2х14403、盖板速度V(mm∕min)V= 1440хD1х110х1х1х13х∕D3х550х26х26 =хD1 ∕D3二、牵伸计算:1、大压辊—轧辊E1=72хA∕75х14=Хa2、轧辊—剥棉罗拉E2=75хC∕х14=хC3、剥棉罗拉—道夫E3=х82∕700хD=∕D4、小压辊—大压辊E4=62х53х14хBх14∕72Х31х36х14хA=хB∕A张力牵伸对照表二、并条机、A272F并条机一、速度计算:1、第一罗拉速度(m ∕min)V=n×d×D2××ε∕1000d2D2、d2与V对照表二、牵伸计算:FA302并条机一、速度计算:紧压辊输出速度(m ∕min)V=n×F×50 ×ε ∕ E×60×1000(电机1470r ∕min,F电机皮带轮直径)二、牵伸计算:1、E总=45×34×81×61×35×Q×K ∕ 35×31×34×43×41×G×H= Q×K ∕ G×H总牵伸倍数对照表2、主牵伸(前区)E=45×34×75 ×T ∕ 35×31×73×R = ×T ∕ R不同T ∕ R值的前区牵伸倍数FA303并条机一、速度计算:1、前罗拉速度(m ∕min)V=n×D2×d ×ε×38 ∕ 1000d2×27二、牵伸计算:FA306并条机一、速度计算:1、紧压罗拉速度(m ∕min)V=n×F×d ×ε ∕ E 10002、产量计算:G0=2×60×u×g ∕ 5×1000 =×u×g二、牵伸计算:1、E总=45×21×63×70×Q×66 ×61×76×∕ 35×24×K×51×G×43×29=23869×Q ∕ K×G×H2、主牵伸(前区)E1=45×T×76 ×38 ∕ 35×R×27×39 = ×T ∕ R不同T ∕ R值的前区牵伸倍数3、后罗拉-导条E2=35×X×24 ∕ 60×32×21 = X ∕ 48(张力牙X=48、49、50)4、压辊-前罗拉E3=60×20 ∕ 45×38 =5、圈条速比I=42×D×B×61×24×J ∕ Z×C×90×43×21×4W=×D×B×J ∕ Z×C×W压力棒调节环:Φ12条筒直径与变换皮带轮B、C、D及齿轮Z、J、W不同规格的配备三、粗纱机A454、A456粗纱机一、速度计算:1、锭速计算:主轴n0(r ∕min)=电机转速×电机轮节径D ∕ 主轴轮节径d=960D ∕ d锭速nt(r ∕min)=n0×40 ∕ 30×33 ∕ 27= n01、前罗拉转速nR(r ∕min)=n0×48 ∕ 61×Z1 ∕ Z2×30 ∕ 56= n0× Z1 ∕ Z2二、牵伸计算:1、E总=79Z ∕ Z7×76Z∕ 19×(前罗拉28)∕ (三罗拉28)=316 ∕ Z7(A454表1)=Z8 ∕ Z7×78∕ 17×(前罗拉28)∕=×Z8 ∕ Z7(A456表2)表1表22、E后=30 ∕ Z9×47∕ 29×(2罗拉25+2×下皮圈=)∕ (3罗拉)= ∕ Z9后牵伸齿轮Z9与后区牵伸倍数对照表三、捻度计算:捻度∕ 米=∕×21 ∕ Z1×=×Z2 ∕ Z1=捻度常数∕ Z1捻度与捻度变换齿轮对照表四、筒管轴向卷层数(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)=33×50×32×1×47×46×53×Z11×29×32×50×2×428×10∕27×30×32×5×47×40×Z3×Z10×18×32×1××80×1×688×1=×Z11 ∕ Z3×Z10升降牙Z3和筒管轴向卷层数对照表三种原料粗纱轴向、径向密度的推荐值五、筒管径向卷层数(层∕ cm)锥轮皮带每次移动量=1×1×42×Z4×29××∕25×2×50×Z5×29=×Z4∕Z5筒管径向卷层数(层∕ cm)=L ∕ S×B纱厚半径cm筒管径向卷层数(层∕ cm)=锥轮皮带移动范围∕ 锥轮皮带每次移动量×纱厚半径=锥轮皮带移动范围L 666 ∕ ×Z4∕Z5×()∕ 2=L×Z5 ∕ ×Z4(A454)=锥轮皮带移动范围L 666 ∕ ×Z5∕Z4×()∕ 2=L×Z5 ∕ ×Z4(A456)锥轮皮带移动范围: 666( Z6=31) 686( Z6=32) 710( Z6=33)纱厚半径cm =满纱直径-筒管直径∕ 2张力牙Z4 =21—40 张力阶段牙(上)Z5=21—40筒管径向卷层数Q=6筒管轴向卷层数PFA401粗纱机一、速度计算:1、锭速计算:主轴n0(r ∕min)=电机转速n×电机轮节径D ∕ 主轴轮节径D0=960D ∕ D0锭速ns(r ∕min)=n0×55 ∕ 46×35 ∕ 34= n02、前罗拉转速nf(r ∕min)=n0×72 ∕ 91×Z1 ∕ Z2×Z3 ∕ 91= n0× ×Z1×Z3 ∕ Z2二、牵伸计算:三、四罗拉双短皮圈1、E总=Z6×96× d f ∕ Z7×25× h=×Z6∕ Z72、三罗拉:E后= Z6×47× d z ∕ Z8×29× h=∕ Z83、四罗拉:E后= 31×47× d z ∕ Z8×29× h= ∕ Z84、导条辊d1-后罗拉= Z14×77×70× d h ∕ 29×63×30×=×Z14牵伸齿轮Z6∕Z7与总牵伸倍数对照表二、捻度计算:捻度∕ 米=91×91×Z2×55×35 ∕ Z3×72×Z1×46×34××1000= ×Z2 ∕ Z1×Z3=捻度常数∕ Z3捻度与捻度变换齿轮对照表四、筒管轴向卷层数P(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)P= 被动铁炮一转时筒管的卷绕圈数Nw ∕升降笼筋的升降高度h(cm)Nw= 24×Z13×493×68×35 ∕ 64×56×1485×38×34h=Z9×39×Z11×42×1×23×1×升×800×1∕Z10×51×56×47×50×66×2×485×10 P= Nw ∕ h=×Z13×Z10 ∕ Z9×Z11=轴向卷绕常数∕ Z11升降牙Z11和筒管轴向卷层数对照表五、筒管径向卷层数Q(层∕ cm)锥轮皮带每次移动量S:S=1×1×36×Z4×30××(270+)×1∕25×2×62×Z5×57×10=×Z4∕Z5筒管径向卷层数(层∕ cm)=L ∕ S×B纱厚半径cm= L ∕ ×Z4 ∕ Z5×()∕ 2= L×Z4 ∕ ×Z5锥轮皮带移动范围L: 800( Z13=37) 820( Z13=38) 840( Z13=39)张力牙Z4 =19—41 张力阶段牙(上)Z5=19—46 筒管径向卷层数Q=6筒管轴向卷层数P B =(满纱直径-筒管直径)∕ 2TJFA458A粗纱机一、速度计算:1、主轴速度n1(r ∕min)=电机转速×电机轮节径Dm ∕ 主轴轮节径D=960Dm ∕ D2、锭翼速度n2(r ∕min)=n1×48×40 ∕ 53×29 = n13、前罗拉转速nF(r ∕min)=Z1×Z3×72×n1 ∕ Z2×91×91= ×Z1×Z3×n1 ∕ Z2二、牵伸计算:三、四罗拉双短皮圈(⊿下皮圈厚度)1、E总=Z6×96× d F ∕ Z7×25× B=×Z6∕ Z72、三罗拉:E1= 30×47× (d m+2×⊿)∕ Z8×29× B= ∕ Z8四罗拉:E1= 31×47×(d m+2×⊿)∕ Z8×29× B= ∕ Z8E与Z6、Z7对照表E1与Z8对照表2、导条辊D0-后罗拉E0=70×77×Z14× ∕ 30×63×24×=×Z14E0与Z14对照表三、捻度计算:捻度∕ 10cm=48×40×91×91×1000×Z2 ∕ 53×29×72×28××Z1×Z3 =×Z2 ∕Z1×Z3捻度与捻度变换齿轮对照表四、筒管轴向卷层数H(圈∕ cm)经验公式:γ=C ∕ 粗纱号数开方(C=80—90)H=40×61×493×Z12(37)×38×Z10×51×56×47×50×51×2×485×100×1 ∕29×45×1485×55×50×Z9×39×Z11×42×1×38×3.1416×110×800×1×10=61.2337×Z10 ∕Z9×Z11Z9、Z10 Z11与H对照表六、筒管径向卷层数R(层∕ cm)=L ∕ S×B纱厚半径cm锥轮皮带每次移动量S:R=1×1×36×Z4×30××(270+)×1∕ 2×25×62×Z5×57×10=×Z4∕Z5筒管径向卷层数R(层∕ cm)=锥轮皮带移动范围L×100 ∕ 锥轮皮带每次移动量×(满纱直径-筒管直径)∕ 2=700×100 ∕ ×Z4 ∕ Z5×()∕ 2=×Z5 ∕ Z4粗纱平均每层厚度B=1 ∕径向卷层数(cm)锥轮皮带移动范围L=700mm为估计值Z4 、Z5与S、R、B对照表JXFA487、488粗纱机(四电机)一、速度计算:1、主轴速度n1(r ∕min)=电机转速×电机轮节径Dm ∕ 主轴轮节径D=960Dm ∕ D2、锭翼速度n2(r ∕min)=n1×47×47 ∕ 54×32 = n13、前罗拉转速(r ∕min)=n1×ZB ∕ ZA (ZB =146、128、78、ZA=26-60)二、牵伸计算:三、四罗拉双短皮圈(⊿下皮圈厚度)1、总牵伸常数=(104×83 ) / 26= 332(牵伸牙26-71)2、后牵伸常数=(+×2× )×(40)×33 / ×26= (后牵伸牙45-70)四、细纱机A512、A512P4细纱机一、速度计算:1、锭速计算:滚盘n(r ∕min)=电机转速×电机轮节径D ∕ 滚盘节径d=1450×D ∕ d锭速(r ∕min)=n×(250+1)∕ (24+1)=×n2、前罗拉转速(r ∕min)=n×30 ∕ 66×A C ∕ B=n××A C ∕ B二、牵伸计算:A5121、E总=B1×B2=121∕12×76∕ 35×29∕ D×H2×H1=∕D(后牵伸)×H2×H1(底×轻)2、B1=Ø25∕ Ø25×121∕ 12×46∕ 35×32(中罗拉)∕ 29×H2×H1=×H2×H1( H2,H1,56—65 ,86-90)3、B2=Ø25∕ Ø25×29∕ 32×76∕ 46×29(后罗拉)∕ D=∕ D后牵伸齿轮D与后区牵伸倍数对照表A512P41、E总=26∕70×70∕ 22×ZE(底)∕ ZD(轻)×79∕25×ZK∕ ZJ×108∕ 66=×ZE∕ ZD×ZK∕ ZJ2、E后=26∕70×70∕ 22×50∕58×ZM∕ ZH=×ZM∕ ZH〔ZD(轻)—26—31、34、37、41、46、51、37、64—69,ZE(底)64—70〕(ZK∕ ZJ牵伸过桥牙72∕23、55∕40,ZH中罗拉牙、ZM过桥牙)后区牵伸倍数对照表三、捻度计算:捻度∕ 米=(滚盘直径+1)∕(锭盘直径+1)×66 ∕ ×86 ∕ ×30×C B ∕ A=24188×C B ∕ A(滚盘直径250、锭盘直径24)捻度与捻度变换齿轮对照表四、钢令板级升= ∕ G×每次撑过齿数卷绕成形变换齿轮对照表变换齿轮、皮带轮种类FA503细纱机一、速度计算:1、锭速计算:滚盘n(r ∕min)=电机转速×电机轮节径D1 ∕ 滚盘节径D2=1450×D1 ∕ D2锭速(r ∕min)=n×(250+)∕ (22+)=11×n2、前罗拉转速(r ∕min)=n×Z1 ∕ Z2×Z3 ∕ Z4×Z5 ∕ Z6×Z7 ∕ Z9=n×33 ∕ 56×27 ∕ 74×Z5 ∕ Z6×Z7 ∕ 40=n××Z5 ∕ Z6×Z7二、牵伸计算:1、E总=B1×B2=Z8 ∕Z9×Z22∕ Z21×Z24∕ Z23×Z26 ∕Z25×Z32∕ Z31×Z34∕ Z33= 90∕40×73∕ 29×78∕ 31×Z26 ∕Z25×60∕ 25×Z35∕ Z33=×Z26 ∕Z25×Z332、B1= Z30 ∕Z29×Z28∕ Z27×Z24∕ Z23×Z26 ∕Z25×Z22∕ Z21×Z8∕ Z9=×30 ∕ 30×73 ∕ 61×Z26 ∕ Z25×78 ∕ 31×73 ∕ 29×90 ∕ 40=×Z26 ∕Z253、B2= Z34∕ Z33×Z32∕ Z31×Z27 ∕Z28×Z29∕ Z30×=35 ∕Z33×60 ∕ 25×61 ∕ 73×30 ∕ 30=∕ Z33三、捻度计算:捻度∕ 10cm=(滚盘D3+δ)∕(锭盘d1+δ)×Z2∕ Z1×Z4∕ Z3×Z6 ∕Z5×Z9∕ Z7×100∕25×=(250+)∕ (22+)×56 ∕ 33×74 ∕ 27×Z6 ∕ Z5×40 ∕Z7×100 ∕ 25×= Z6 ∕ Z5×Z7四、钢令板级升=× n每次撑过齿数∕ Z18卷绕成形变换齿轮对照表变换齿轮、皮带轮种类捻度与捻度变换齿轮对照表FA506型细纱机的机械传动如图所示,其传动系统如下:→滚盘→锭子→小摆臂→级升轮双弹性→前罗拉→扭杆平→卷绕→成形→成形→加入级升衡系统主齿轮齿轮摆臂带管底电→主轴→→成形凸→上分配轴→→钢领板短机钉链轮动程升降→捻度阶捻度→后牵伸→中罗拉下分变动程导→段变换→变换→变换齿轮→配轴→纱钩短动齿轮齿轮牵伸中程升降→变换→间齿轮轴→后罗拉→横动装置1.速度(1)主轴速度n1(r/min)n1=nXD1/D2=1460XD1/D2式中:n——主电动机转速(r/min);D1——主电动机皮带轮节径(mm),备有170、180、190、200、210数种;D2——主轴皮带轮节径(mm),备有180、190、200、210、220、230、240数种。