伺服系统性能测试系统的开发研究
伺服液压缸静动态性能测试系统研究

s s Fi a l i i n i t d f o t e t s i g r s lst a h s s s e p s e s sh g e t g p e ii n a d a - i . n l t s i d c e r m h e t e u t h tt i y t m s s e i h t s i r c so n u y, a n o n
162 20 ) 5 2 - 0 1 的测试 方 法进行 测试 , 试精 度会 受影 响甚 至无 法 准确 测试 . 液压 缸 的带载 频率 响应 测试 测 而 方 法须 借助 加 载缸 , 这种 方法存 在 的 问题 是 被测 试伺 服 液压 缸 的 频率 响应 指标 中包 含 有 闭式 机 架 内加 载 液 压缸 的频 率 响应指 标 , 而影 响 测试 结果 . 从 为此 开 发 了一套 新 的测试 系统 , 文将 对其 进行 简单 介绍 . 本
t ma in l v . o to e e1
Ke r s e v y i d r t s i g;c o d fa y wo d :s r o c l e e tn n l s r me;f i t n e rc i o
液压 缸是 液压 系统 的执 行机 构 , 的空载 起动摩 擦 力大 小 、 它 带载 运动 过程 中的摩擦 力 大小 和响应 速 度
力矩电机伺服系统性能测试技术研究

tep p r h a e .A e v o to y tm s ito c d fsl s r o c n r ls se wa n r du e ty,a d t e utfr r he g n r ls h me o h y — i n h n p o wa d t e e a c e ft e s s
0 引 言
数 控机 床 在进 行 低 速 高精 度 大 扭 矩 运 动 时 需 要 采 用高性 能力矩 电机 。随着 计 算 机技 术 、电子 技 术 、 通 讯技 术 、控 制 技 术 的 快 速 提 高 ,采 用 全 数 字 控 制
的永 磁 同步 电机 伺 服 系统 已经 逐 步 取代 传 统 的 步 进
c i o l. Th e tn e h o o y fr t e p ro m a c f t e t r u tr s r o y tm s r s a c e n h ne to s e t si g tc n lg o h e f r n e o h o q e mo o e v s se wa e e r h d i
力矩 电力 矩 电 机 伺 服 系统 性 能 测 试 技 术 研 究
袁 文 ,刘廷章 ,张国平 ,赵 天锡
( .上 海 大 学 机 电 工 程 与 自动 化 学 院 ,上 海 1 广东深圳 20 7 ; .深 圳 市 大 族 电 机 科 技 有 限公 司 , 002 2 70 7 ) 10 7 5 85 ; .西 安 微 电 机 研 究 所 ,西 安 10 7 3
南京理工大学科技成果——伺服控制系统的综合测试系统

南京理工大学科技成果——伺服控制系统的综
合测试系统
成果简介:
本项目的研究成果主要源于高端装置随动控制系统的综合测试系统。
综合测试系统由高性能DSP处理器配合高精度力矩电机、驱动器构成,主要功能是模拟在转动过程中各种形式动、静态负载对随动系统的影响,能够模拟静阻力矩、动摩擦力矩、不平衡力矩、冲击力矩等。
通过典型负载的测试,能够直观地反映随动控制系统的指标水平。
该项目成果也可用于汽车发动机的测试系统,能够模拟测试各类路谱对发动机运转的影响。
技术指标:
1、静阻力矩由磁滞离合器实现,精度0.1Nm,输出范围0~10Nm;
2、动摩擦力矩、不平静力矩、冲击力矩由自主研发的控制卡配合力矩电机输出,输出范围±40Nm,精度0.1Nm;
3、冲击力矩频率1次/分~1200次/分可调,力矩最小宽度50ms。
项目水平:国内领先成熟程度:小试
合作方式:合作开发。
基于Qt Embedded的伺服测试平台软件的研究与设计

基于Qt/ Embedded的伺服测试平台软件的研究与设计摘要:针对伺服系统的性能测试问题,分析了伺服系统的工作原理与性能参数指标,研究了伺服测试原理,并在此基础上设计了通用伺服测试平台的物理结构和逻辑结构。
根据该结构以及伺服系统的测试要求,进行了软硬件层次的划分,并确定了软件的设计目标,以及软件的主要模块功能。
通过对软件开发平台的比较,选择了Linux操作系统以及Qt/Embedded开发库。
详细介绍了伺服测试平台软件的数据流图和控制流图,伺服测试平台的测试过程及其基于Qt/Embedded的伺服测试平台的软件实现问题。
关键词:伺服测试;伺服系统;Qt/Embedded0引言在现代数控加工系统中,伺服系统无疑是很重要的,它的好坏直接决定着数控系统加工工件质量的好坏。
目前数控加工一般由NC控制系统、伺服驱动系统和反馈检测系统三部分组成。
数控机床对伺服系统性能要求包括:定位速度和轮廓切削进给速度;定位精度和轮廓切削精度;精加工的表面粗糙度;在外界干扰下的稳定性。
这些要求主要取决于伺服系统的静态、动态特性。
国内外很多公司都十分注重伺服系统的研发。
高质量的伺服系统也一直是用户的追求。
但伺服系统性能检测设备的匮乏,使得伺服系统的研发变得很困难,不仅研发周期长,而且其性能也无法保证。
因此,伺服系统性能检测设备的研发显得尤为必要。
正是基于这样的迫切需求,我们研发了伺服测试平台。
它是一种伺服系统性能的检测设备,为伺服系统的研发者、也为伺服用户检测伺服系统性能提供一个可靠的工具。
1Qt/Embedded 简介Qt/Embedded是基于Qt的嵌入式GUI和应用程序开发的工具包,它可运行在多种嵌入式设备上,主要运行在嵌入式Linux系统上,并且需要C++编译器的支持,并为嵌入式应用程序提供Qt的标准API。
Qt/Embedded 的API是基于面向对象技术的。
在应用程序开发上使用与Qt相同的工具包,只需在目标嵌入式平台上重新编译即可。
伺服控制系统工程师(高科技板块)岗位职责

伺服控制系统工程师(高科技板块)岗位职责
伺服控制系统工程师(高科技板块)是负责设计和开发伺服控制系统的专业人员。
其职责主要包括:
1. 负责伺服控制系统的设计与开发,包括伺服电机、驱动器、编码器、控制器等的选型、参数调试及程序编写等工作;
2. 开展系统测试、调试、验证和优化,确保系统性能达到设计要求,包括运动控制精度、速度响应、稳定性等指标;
3. 负责独立开展系统故障排查与维修,解决系统运行中出现的问题,确保系统的稳定运行;
4. 参与项目组的技术研究、方案讨论和技术攻关,为产品技术发展提供专业支持;
5. 完成系统设计文档及测试报告的编写,提供系统设计的技术支持和培训。
以上是伺服控制系统工程师(高科技板块)的主要职责。
为了胜任这个职位,需要具备以下技能和能力:
1. 掌握电气控制原理、运动控制、伺服控制器等相关知识;
2. 具备较强的电路设计及调试能力,熟悉电路仿真软件(如Altium Designer, EAGLE等)的使用;
3. 熟练掌握C/C++等编程语言及运用,具备嵌入式系统开发经验;
4. 具备较强的项目管理和沟通能力,能够快速适应项目开发的多变环境;
5. 具备一定的英语阅读、写作和口语能力,能够阅读和理解相关技术文献和国际标准。
综上所述,伺服控制系统工程师(高科技板块)是一项技术性颇高的岗位,需要较高的学习经验和实践经验,同时需要具有比较强的团队协作和沟通能力。
在这个领域成长,需要不断学习新的技术和知识,掌握最新的电气控制和运动控制技术,提高自身技能和竞争力。
基于Qt/Embedded的伺服测试平台软件的研究与设计
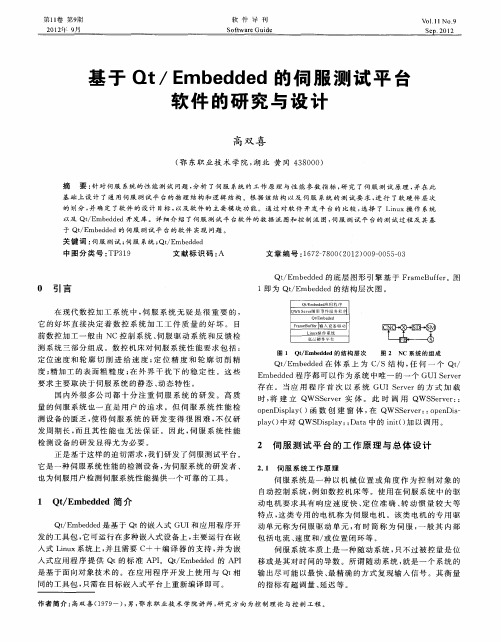
图 1 QtE e d d的结 构 层 次 / mb d e
图 2 N 系统 的 组成 C
定 位 速度 和 轮 廓 切 削 进 给 速 度 ; 位 精 度 和 轮 廓 切 削 精 定 度 ; 加 工 的表 面 粗 糙 度 ; 外 界 干 扰 下 的稳 定 性 。 这 些 精 在
伺 服 系统 是 一 种 以机 械 位 置 或 角 度 作 为 控 制 对 象 的 自动 控 制 系 统 , 如 数 控 机 床 等 。使 用 在 伺 服 系 统 中 的 驱 例 动 电 机 要求 具有 响 应 速 度 快 、 位 准 确 、 动 惯 量 较 大 等 定 转
特点 , 这类 专 用 的 电机 称 为 伺 服 电机 。该 类 电 机 的专 用 驱 动单 元 称 为伺 服 驱 动 单 元 , 时 简 称 为 伺 服 , 般 其 内 部 有 一
第 1卷 第9 l 期
2 2F9 O1 f 月
VO】l 1NO. 9 Sel O1 l 2 2
基 于 Qt m d /E b d d的伺 服 测 试 平 台 e e 软 件 的 研 究 与 设 计
高 双喜
( 东职业技 术 学院 , 北 黄 冈 4 80 ) 鄂 湖 3 0 0
Q e ell wsS v r 形事件 服务聃  ̄ J
0t mb d d / E ee
Fa e u e l r B f r输入设备 m
Ln x 作 系统 iu 操
底 碗 件 半 台
f
前数 控 加 工 一 般 由 N C控 制 系 统 、 服 驱 动 系 统 和反 馈 检 伺
0 引 言
在 现代 数 控 加 工 系统 中 , 服 系 统 无 疑 是 很 重 要 的 , 伺 它 的 好 坏直 接决 定 着 数 控 系 统 加 工 工 件 质 量 的好 坏 。 目
伺服机构测试软件系统的发展及新技术的应用

图 2伺服机构测试用例图
作 者简介 : 谢伟 , , 7 男 1 4年出生 , 9 硕士研究 生 , 主要研究 方 : 伺服 为
机构测试 软件系统。
一
1 . 1单元测试 需求 伺服机构在技术阵地和总装车 间的单元测试 , 般包括零位测试 、 启动特性测试、 位置特性测试、
中图分类号 : H178 T 3. 文献标识码 : A 文章编号 :17 - 9 4 (0 8 0 - 0 10 5 6 2 80 2 0 )5 06 - 0
引 言
伺服机构是运载火箭控制指令的执行机构 , 它 的技术指标是整个火箭系统的关键参数之一 。如何 正确可靠 的测试伺服机构 的性能指标是它设计和 生产 的一 个关 键 环节 _ 1 ] 。 伺服机构测试系统是完成伺服 机构功能和性 能测试的主要设备 。它包括软件和硬件两大部分 , 主要功能部件如图 1 所示 ; 伺服机构测试软件 系统 是实现伺服机构测试的关键部件 。
也 是一 定 的 。
1 总成测 试 需求 . 2 总 成 测 试 是 指 伺 服 机 构 在 工 厂 生 产 过 程 中所
要进行 的各种测试的统称。它的特点是测试要求复 杂, 测试需求经常变化 , 难以预测 , 特别是在伺服机 构研制的模样和初样 阶段 , 经常要根据 当时的测试 情况增加临时眭试验。伺服机构测试规范只是规定 了伺服机构验收时所必须进行 的测试项 目, 而且 它 的要求也很复杂。按伺服机构测试规范 , 质量一致 2 伺服机构测试软件 系统 的发展历程 性 检 验一 般 可 包括 : 检 验 、 A组 B组检 验 、 检 验 、 C组 . D组 检验 , 同型 号可 以根 据需 要裁 剪 。 验批 产 品 21伺 服机 构 测试 的分 立元 件 时代 不 交 在I T技术还不发达的二十世纪八十年代前后 , 全部 进 行 A组 、 检 验 , 交验 批 A组 、 B组 从 B组 检 验 使用模 拟电路和数 字 合格 的产品中随机抽样进行 c组检验 , c组检验 合 伺服机构测试基本依靠硬件 , 使用按钮 、 开关进行测试选择 , 格样 品经全面复验符合 A组检验要求后可 以用 于 电路搭建测试 系统 , 使 用数 码 管显 示 结 果 。这 种 系统 一 般 是 专用 的 , 一 D组检验 。A组检验一般包括 : 静态参数测试、 启动 特性测试 、 极性测试 、 单摆位置特性测试 、 双摆位置 种设备只能用于一种型号 的某一类型的测试 。如某 特性测试 、 速度回环测试 、 速度特性测试 、 暂态特性 型号三余度伺服 机构测试仪 ( 3 , 图 )信号发生器采 测试 、 频率特性测试等 ; B组检验一般包括 : 振动试 用频率响应分析仪 B 64 1 T 、00和 15 ,超低频信号 20 验 ( 频 正 弦 扫描 振 动 和 随机 振 动 )离 心试 验 、 低 、 高 发生器 X D 8 用模拟 电路 和数字电路实现伺服放 F一; 微分装置等 中间设备。进行特性测试 时把线 温试验 、 低温试验等 , 且每次试验完毕后 , 要按 A组 大器 、 检 验 的 主要 项 目进 行 复 测 并 满 足 A 组 检 验 的技 术 位移、 角位移等传感器信号接到 x Y记录仪 L 一 、 — Z 3 要 求 ; 检验一 般包 括 : 动试 验 、 击试 验 、 速 笔 录 仪 等 数 据 记 录 设 备 上 画 出位 置 回环 或 速 度 回 c组 振 冲 加 度试验 、 高温试验 、 低温试验 、 气压试 验 、 低 稳试试 环等特性 曲线。 验等 ; D组检验一般包括 : 寿命试验 。此外总成测试 还包括氦吹、 氢吹等试验测试 。
伺服电机系统测试解决方案

3
广州致远电子股份有限公司
伺服电机系统测试解决方案
伺服电机系统测试解决方案 随着伺服电机技术的飞速发展,数控机床、工业机器人、自动化生产设备开始广泛使用 伺服电机作为运动控制的关键零部件,自然而然对伺服电机的性能要求也越来越高,尤其是 其动态特性,此时传统测功机已然无法实现相关测试,于是行业内亟需能够提供高性能伺服 电机动态特性、控制器控制性能测试的完整解决方案。
随着伺服电机技术的飞速发展,数控机床、工业机器人、自动化生产设备已经开始广泛 使用伺服电机作为运动控制的关键零部件,自然而然对伺服电机的性能要求也越来越高,尤 其是其动态特性,此时传统测功机已然无法实现相关测试,于是行业内亟需能够提供高性能 伺服电机动态特性、控制器控制性能测试的完整解决方案。
图片 1 当前针对电机的性能测量、评估的设备主要还是测功机。最初测功机只是针对电机的输 入电压、电流、输出转速、扭矩进行测量,计算出电机的输入输出功率和效率。但随着电机 行业的飞速发展,电机测试项目越来越多,测功机的功能也随之丰富起来,即便如此,电机 的动态测试依然是行业内的技术难题。 首先动态测试包含阶跃响应测试,分析转速/转矩控制响应时间,在电机负载在出现阶 跃变化,改变电机的输出转速/转矩时,电机驱动器把电机调节回正常工作状态下所用的时 间长度,通常进口高性能伺服电机转速阶跃响应时间要能够达到 us 级别,转矩阶跃响应调 整时间也要能够达到 ms 级别,以安川伺服电机 SGM7A-10AFA6C 这一型号来说,其转速阶跃 响应时间可达 790ms,转矩阶跃响应调整时间达 28ms(以上数据根据致远电子 MPT1000-F 电机瞬态控制与测试系统测试结果提供)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(!) 模拟加载方案 机床运动惯量的模拟加载采 用多级惯量盘方案, 如图 " 所示。图中基盘 # 上装有 $ 根均布固定轴 $, 惯量盘 " 每层沿轴截面割分为两半 圆片, 每片上对应开有两安装孔。加载时, 每两片为一 组, 先松开紧固螺母 !, 以每片上的两安装孔套入固定 轴后用紧固螺母将其压紧在基盘上即可。惯量盘转动 时将产生径向离心力, 从固定轴受力情况考虑, 惯量盘 安装时各层间圆周方向相位上错开 %&’, 固定轴受力将 降为同相安装的 &()&) 倍。
"
主要功能
(!) 时域阶跃响应测试 任意输入基速、 阶跃量及
相关时间的组合, 测试阶跃响应特性, 从而得到在不同 负载条件下的超调量!# 、 上升时间 !" 、 振荡次数等指 标。 ($) 频域特性测试 输入基速及正弦波的幅值, 经 测量后可给出频域特性曲线, 从而得到标称角 频 率 频带宽度 "$ 和谐振峰值 %& 等重要指标。 "# 、 (-) 加载速降测试 通过在不同转速下的转矩加 载测试, 可测得空载转速 ’( 、 加载转速 ’& 、 加载转矩 ( ’( 0 ’& ) %& 。从而得到不同转速转矩下的转差率 ) ’( 大小。 (%) 其它测试功能 除了以上测试功能外, 还可以 对伺服系统的零漂、 伺服增益、 正反转速差进行测试。 测试过程自动完成, 测试结果打印输出。
"#
$! +Biblioteka ( "’"$
$! / "*(&
%& ! / !+ ! ( !+
附图 图 +9 图 +:
#
测试实例
测试对象: 安川 )1 伺服驱动装置; 伺服电动机型
号: 伺服驱动型号: 2343 0 !-)+); 2356 0 !’)53。 ( !) 时域阶跃响应测试 测试条件: 负载惯量 *
表$
( 17"%) + !$+ -* ( , 17"’) - """ , ’"" (#) ! !" !! ( " /8) !! ( ’ $’ ( , 振荡次数 ! ! 附图 图 %9 图 %: ( 17"%) + !!$ ’’ ( , 17"’) % -"" , ’""
($) 频域特性测试
$
测试条件: 负载惯量 * ; *( ;
( <・=/・8 ) 。测 试 结 果 见 表 % 和 图 +。测 试 条 件: ’’ 负载惯量 * ; *( > *. ; !$, (< ・=/ ・8$ ) 。 测试结果见
表#
( 17"%) + !$+ -* ( , 17"’) - """ , ’""
机床切削力矩的模拟加载采用日本三菱公司磁粉 制动器, 安装在传动链末端即图中 *。其输出转矩随 励磁电流的变化而变化, 通过改变励磁电流便可在较 大范围内控制转矩。从供应商提供的数据看, 在 *+ 励磁电流与输出转矩基本 , !&&+ 的额定转矩范围内, 成线性关系。而当励磁电流不变时, 转矩也将保持稳 定, 不受转差速度的影响, 即转差转矩稳定。 采用 -./0123 45 操作系统运行环 境, 多线程程序设计, 测试软件运行更加稳定。应用程 序采用 67、 界面友好, 易学易用。曲 68 及 9:: 设计, 线移动、 局部整体缩放、 网络标尺随意调整等功能方便 对测量曲线的分析。只要输入响应的测试数据, 测试 过程立即自动完成。 (#) 全隔离高速光电编码器接口 位置与速度信 息通过测试光电编码器的输出信号而取得, 信号的采 集通过全隔离高速光电编码器按口板 ;7:<## 完成。 该接口板提供了三个 "$ 位加减计数器和 !=> 振荡时 钟, 其 $ 级数字滤波可去除尖峰毛刺干扰, 在 < >?@、 $ >?@、 " >?@ 采集频率下可去除的最大干扰宽度分别 为 #)* /3、 )*& /3、 !(* A3。同时对应的可输入最高信号 频率为 ! >?@、 对最高转速为 =&& B?@、 #&& B?@。例如, 所带编码器为 " &&& 脉冲 D C 的电动机, 其 # =&& C D A./、 (") 软件技术
%
!"#$ 耐蚀性分析
在 A>H& ! 卷 I 篇的 《 %@> F"G; 即 A>H& >IJKL, 里有所介绍, 是作为焊接管 @"MF"G 焊接管技术条件》 用于一般耐蚀工艺管道, 供货状态为固溶处理。其具 体化学成分如表 ! 所示。
($) 模拟量控制电压接口 采用全隔离高精度 !" 位 9 D G ;7:)"< 接口板。其基本规格如下: 核心器件为 通道数为 "; 分辨率为 !" 位; 线性度为 I G9)*$! H4; 精度为 I &(&!"+ ; 温度飘移为 * KKA D L ; 隔 &(* :J8; 离电压为 *&& 60M; 环境温度为 & , *& L ; 输出范围为 & , * 6、 N * , * 6、 & , !& 6、 N !& , !& 6、 & , "& AG、 $, 建立时间为 O =& ! "& AG; 3。 本系统设置 7?! 通道输出电压为 N !& , !& 6, 用 于控制伺服系统的模拟量控制电压, 设置 7?" 通道输 出电压为 & , * 6, 用于 :P N *&;GQ 控制磁粉制动器的 转矩。 采用 JPQ 转矩传感器, 通过转矩 传感器测试仪输出频率与转矩成正比的方波信号。传 感器出厂时均单独标定, 本系统样机传感器出厂时其 基本频率 (转矩为零时的频率) 为 *&(== B?@, 频增方向 标定 系 数 为 *(&!% 4A D B?@, 频减方向标定系数为 最大误差小于 &(#=+ 。 *(&&! 4A D B?@, 转矩传感器测试仪输出频率与转矩成正比的 55: 方波信号, 通过 ;7:)"& 计数计频接口板完成对其频率 的测量, 从而完成对转矩信号的测量。 (=) 转矩控制 采用三菱 :P N *&;GQ 实现。 :P N 控制磁粉制动器 RH8 *&;GQ 采用电流反馈控制模式, 最大转矩电流 "(" G。由于电流—转 N *?84 的电流,
“九五” 重点科技攻关项目 (WX Y WWX Y #$#$ R #Z) ! 国家
・ [! ・
制造技术与机床 !##O 年第 $ 期
工艺与检测
! 关键技术及装置
编码器输出信号的最高频率为 # =&& E " &&& D =& F !"& 此时选择 " > 的采集频率既可满足最高信号频率 B?@, 的要求, 同时还可得到最佳的干扰滤波特性。图 # 为 该接口板的原理框图。
表%
"#
!" ’(-
"$
!" / , &($
%& ! / $, ! ( !+
附图 图 ,9 图 ,:
・ +% ・
制造技术与机床 $""’ 年第 - 期
工艺与检测
高铬镍合金管的焊接工艺
薛福连
(沈阳市辽中县化工总厂, 辽宁 辽中 !!"#"") 摘 要: 文章对化工生产装置上用的一种瑞典产的高铬镍合金钢管 (!"#$) 的耐蚀性进行了分析, 并给出了其 焊接工艺。 关键词: 铬镍合金 合金管 耐蚀性 焊接
(< ・=/ ・8$ ) 。测试结果见表 $ 和图 %。测试条 ; *( ; ’’ 件: 负载惯量 * ; *( > *. ; !$, (< ・ ・ 。测试结果见 =/ 8$) 表 - 和图 ’。
表"
(#) ! !$ !$ ( " /8) $" ( ! -" 振荡次数 ! ! 附图 图 ’9 图 ’:
!"#$%&’ (")*&%+," -./ 0%’* 1*/.2"# 3##.4 5%6"
$%& ’()*+, ( -./0*1+) 2,3(4567 8)+,5 9: ;*+9<.9,=,>./,7+,=,;*+9<.9,= !!"#"",-?@) 在以食盐为原料的化工生产时, 伴随工艺过程产 生的盐酸, 具有强烈的腐蚀性, 因此在设备和管道的设 计上应采取相应的措施。我厂与之相关的部分设备采 用了瑞典牌号为 >A@BC2D >A’##"E 的耐腐蚀钢, 这些 设备之间的工艺管道则采用了瑞典牌号为 F"G; 的全 奥氏体合金材料。 F"G; 是在我国石化行业较少采用 的新材料, 其焊接工艺也未曾见过报道。笔者下面将 进行简单的耐腐性分析并介绍其焊接工艺。
・ =# ・
(*) 转矩测量
制造技术与机床 "&&* 年第 # 期
工艺与检测
矩特性曲线存在局部微观非线性关系, 设定输出电流 从而形成 ’ 段直线的 !"# 、 $"# 、 %"# 、 &"# 的转矩值, 非线性补偿, 如表 ! 所示。