PSB830精轧螺纹钢筋生产实践
精轧螺纹钢psb830主要成分

精轧螺纹钢psb830主要成分
精轧螺纹钢PSB830是一种常见的建筑材料,其主要成分包括碳素钢和其他合金元素。
具体来说,PSB830通常由碳素钢制成,其主要成分是碳、硅、锰和少量的磷和硫。
碳素钢通常含有约0.30%至0.60%的碳,这使得钢材具有良好的强度和硬度。
同时,硅和锰等合金元素的添加可以提高钢材的韧性和耐磨性,使其更适合用于制造螺纹钢材。
除了主要成分外,PSB830精轧螺纹钢还可能含有微量的其他合金元素,例如铬、镍和铜,以及一些残留的杂质。
这些元素和杂质的含量通常非常低,但它们可以对钢材的机械性能和耐蚀性能产生一定影响。
总的来说,精轧螺纹钢PSB830的主要成分是碳素钢及其合金元素,这些成分使得PSB830具有良好的强度、硬度和耐磨性,适合用于建筑结构和混凝土加固等领域。
钢筋工程实习报告

钢筋工程实习报告随着城市化进程的加速,建筑行业对工程技术人才的需求日益增长。
对于土木工程专业的学生而言,实习是理论与实践相结合的重要环节。
本次实习,我有幸参与了一项钢筋工程项目,现将实习经历和所学知识整理成报告,以供参考。
实习的第一步是熟悉工地环境。
在导师的带领下,我对工地的整体布局、安全规范以及施工流程有了初步的了解。
工地上的每一条钢筋都承载着建筑的重量,因此,钢筋工程的每一个环节都至关重要。
我跟随师傅学习了钢筋的分类和性能。
钢筋按照强度等级和直径大小分为不同的种类,每种钢筋的使用位置和方法都有严格的规定。
通过对比不同钢筋的性能参数,我了解到如何根据设计要求选择合适的钢筋材料。
在掌握了理论知识后,我开始了实际操作的学习。
首先是钢筋的加工,包括切割、弯曲等工序。
在操作过程中,我深刻体会到了精准度的重要性。
每一根钢筋的尺寸都直接影响到结构的稳定性,因此,即使是毫米级的误差也必须避免。
随后,我参与了钢筋的绑扎工作。
绑扎看似简单,却需要极高的技巧和耐心。
在实际操作中,我学会了如何使用绑扎机,如何快速而又牢固地将钢筋固定在一起。
我还了解到了钢筋间距的重要性,这直接关系到混凝土浇筑后的强度和耐久性。
在实习的过程中,我还学习了钢筋工程的质量检验方法。
质量检验是确保工程质量的关键步骤,包括对钢筋的规格、数量、位置等进行严格检查。
通过参与实际的检验工作,我对如何保证工程质量有了更深刻的认识。
除了技术操作,安全管理也是实习的重点之一。
工地上的安全教育让我认识到了安全生产的重要性。
我学习了如何正确佩戴安全帽、安全带等个人防护装备,以及在高空作业时的安全注意事项。
这些安全知识的学习,让我意识到了保护自己和他人安全的重要性。
通过这次实习,我不仅学到了许多专业知识,更重要的是学会了如何将理论应用于实践。
实习期间,我亲身体验了钢筋工程的每一个环节,从加工到绑扎,再到质量检验,每一步都让我对钢筋工程有了更加深入的理解。
总结这次实习经历,我认为最重要的是实践与理论的结合。
精轧螺纹钢(PSB)预应力机械扩大头抗浮锚杆施工工法(2)
精轧螺纹钢(PSB)预应力机械扩大头抗浮锚杆施工工法精轧螺纹钢(PSB)预应力机械扩大头抗浮锚杆施工工法一、前言精轧螺纹钢(PSB)预应力机械扩大头抗浮锚杆施工工法是一种常用于土木工程中的预应力施工方法。
它采用特殊的机械扩大头作为锚具,通过钢筋的张拉,将锚筋与基础混凝土连接起来,形成一个稳定的锚固体系。
该工法具有施工简单、效率高、结构牢固等特点,并适用于各种基础工程。
二、工法特点1. 施工简单快捷:PSB预应力机械扩大头抗浮锚杆施工工法采用机械扩大头作为锚具,钢筋与混凝土的连接过程简便,施工效率高。
2. 结构牢固稳定:该工法采用的机械扩大头抗浮锚杆具有很高的抗拉强度和抗剪强度,能够有效地固定钢筋,并确保锚固体系的稳定性。
3. 适应范围广泛:PSB预应力机械扩大头抗浮锚杆适用于各种基础工程,如桥梁、堤坝、隧道等,能够满足不同工程的设计要求。
三、适应范围PSB预应力机械扩大头抗浮锚杆施工工法适用于各种基础工程,特别适用于以下情况:1. 需要预应力力的基础工程,如梁、板、柱等。
2. 基础地质条件较差,需要采取增加锚固力的措施。
3. 对预应力锚杆的要求较高,需要有较高的抗拉强度和抗剪强度的锚杆。
四、工艺原理PSB预应力机械扩大头抗浮锚杆施工工法的工艺原理是通过机械扩大头抗浮锚杆将钢筋与基础混凝土连接起来,形成一个稳定的锚固体系。
具体来说,施工中采取以下技术措施:1. 在基础混凝土中预埋机械扩大头,并将其与预应力钢筋连接。
2. 进行钢筋的张拉,使钢筋与机械扩大头形成一体,增加锚固力。
3. 在张拉钢筋的同时,进行基础混凝土的浇筑,形成坚固的基础。
通过这些技术措施,PSB预应力机械扩大头抗浮锚杆施工工法能够确保预应力钢筋与基础混凝土的牢固连接,并形成稳定的锚固体系。
五、施工工艺1. 基础准备:清理基础表面,确保基础平整。
2. 钢筋制作:根据设计要求制作预应力钢筋,包括长度和直径等。
3. 机械扩大头布置:在基础中预埋机械扩大头,并按设计要求排列。
PSB830精轧螺纹钢轧制工艺研究

PSB830精轧螺纹钢轧制工艺研究PSB830精轧螺纹钢轧制工艺研究孙诚韦轶华高凤丁凤摘要本文介绍了精轧螺纹钢生产控制原理,以及在生产中需要注意的各种事项。
关键词精轧螺纹钢出钢温度控轧控冷一、简介精轧螺纹钢也称预应力钢筋,该钢筋在任意截面处,均可以用带有内螺纹的连接器或锚具进行连接或锚固,具有锚固简单,粘着力强,张拉锚固安全可靠、施工方便等优点,而且节约钢筋,减少构件面积和重量,广泛应用于大型水利工程、工业和民用建筑中的连续梁和大型框架结构,公路、铁路大中跨桥梁、核电站及地锚等工程。
其外形尺寸要求如下:力学性能如下表:二、精轧螺纹钢轧制工艺研究由于PSB830精轧螺纹钢力学要求比较高,特别是在高强度的基础上对断后伸长率和最大力下总伸长率都有明确的要求,所以在成分设计上就需要进行综合考虑。
如果C、Mn含量比较高的话,则虽然强度能够保证,但是断后伸长率和最大力下总伸长率则很难达到,如果C、Mn含量比较低,那么想通过控轧控冷实现综合性能满足要求,轧钢厂设备能力(包括轧机、穿水设备)等不能满足要求。
所以考虑到以上因素,设计合理的化学成分,并研究制定相应的轧制工艺。
目前,我国高强度钢筋生产主要方法有:微合金化、余热处理、低温超细晶粒轧制等。
(1)微合金化微合金化即在钢中常规元素的基础上添加少量的微合金元素如V、Nb、Cr和Ti。
我国主要以添加V和V—N、Nb为主,虽然能够保证性能满足要求,但是生产成本比较高。
(2)余热处理该工艺主要采用轧后余热淬火处理工艺,依靠淬火—回火层的组织和厚度来调节钢筋的强度和韧性,因此对钢筋焊接性能影响比较大。
(3)低温轧制低温轧制工艺特点:一是对钢筋化学成分适当调整,增加C、Mn 含量,以提高屈强比;二是低温轧制,开轧温度约为950℃;三是全线控温轧制,控制中、精轧温度;四是控制相变,控制轧后冷却速度。
由于在标准GB/T 20065-2006预应力混凝土用螺纹钢筋中没有对焊接做出要求,根据精轧螺纹钢的使用特点(连接采用套接的方式而非焊接的方式),结合PSB830精轧螺纹钢的力学要求和水钢轧钢厂设备装备情况,决定采用微合金化+控轧控冷复合强化技术。
PSB830精轧螺纹钢
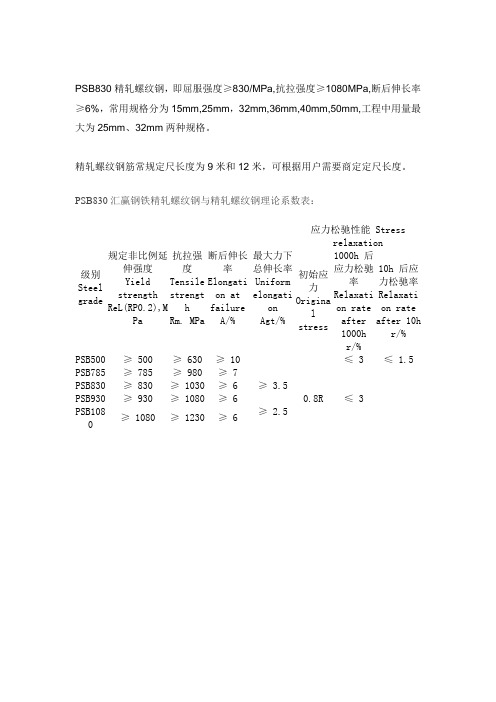
PSB830精轧螺纹钢,即屈服强度≥830/MPa,抗拉强度≥1080MPa,断后伸长率≥6%,常用规格分为15mm,25mm,32mm,36mm,40mm,50mm,工程中用量最大为25mm、32mm两种规格。
r/%
PSB500
≥ 500
≥ 630
≥ 10
≤ 3
≤ 1.5
PSB785
≥ 785
≥ 980
≥ 7
≥ 3.5
0.8R
≤ 3
PSB830
≥ 830
≥ 1030
≥ 080
≥ 6
PSB1080
≥ 1080
≥ 1230
≥ 6
≥ 2.5
精轧螺纹钢筋常规定尺长度为9米和12米,可根据用户需要商定定尺长度。
PSB830汇赢钢铁精轧螺纹钢与精轧螺纹钢理论系数表:
级别
Steel grade
规定非比例延伸强度
Yield strength
ReL(RP0.2),MPa
抗拉强度
Tensile strength
Rm. MPa
断后伸长率
Elongation at failure
A/%
最大力下总伸长率
Uniform elongation
Agt/%
应力松驰性能 Stress relaxation
初始应力
Original stress
1000h 后应力松驰率
Relaxation rate after 1000h
r/%
PSB830高强度精轧螺纹钢筋的试制

图 1 精 轧 螺 纹 钢筋 外 形
纵肋且钢筋两侧螺纹在同一螺旋线_ 。 卜 检查外形时除 测量尺寸外 , 还需要用连接器检验 , 要保证在任意截 而处 均可旋人带 有匹配形状 的内螺纹 的连接 器。 这就
第一作 者简介 : 龙 ( 9 1 , , 徐 18 一) 男 于莱芜钢铁集 团有限
≥ 83 0 ≥ l0 0 3 ≥6 ≥ 35 . O8 . d ≤3
毒 9 0  ̄
巩一基圆 直径 ; 膨 胀面基 圆南 ;一螺纹高 ;一螺纹底 宽 一 径 ^ 6 L 一螺距 ;_螺纹根弧; r 一导角
1 外形要求 . 3
精 轧螺纹钢筋外 形 与国标钢筋 相 比差异较 大 , 无
控制 在 8— 0mn 0 9 i。严格 控制 轧制 节奏 和轧 制速 度 ,
53 金 相组织 -
出钢节奏小于 6 时 , 0S 炉温按 中线控制 ; 大于 6 0S
将钢筋切割成金相试样 , 抛光处理 , 4 用 %硝酸
/~+ /— ,
! i 二
图2 @ 5mm精轧螺纹钢筋成品前l ) 2 左 及成品孔型 ( ) 右 示意图
内的任意旋转定位 ,无法实现在轧制过程 中精轧螺 纹横肋线性任意调节。为了保证钢筋表面横肋呈连 续 螺纹状在杆体表面分布 ,自主设计 了一套 可以 在 ±1。范围内任意线性调节单轧辊的相位调节装 5 置, 该装置具有调整简便 、 速度快 、 准确性高的优点 , 有效地保证 了精轧螺纹钢筋外形尺寸的精度。 () 3 轧后控冷。 精轧螺纹钢筋强度要求高, 仅采 用微合金化不能满足要求 ,需要轧后控制冷却提高 强度 。 钢筋 出成 品轧机 后 , 入 2 进 4m穿水 冷却 系统 , 对钢筋表面进行淬火 , 形成马氏体组织 , 此时心部仍 为奥 氏体组织 , 随着过程冷却 , 心部热量传至表层 , 表层马氏体组织经回火 , 形成索氏体组织 , 从而使钢 筋性能得到提高。生产时, 要通过调整冷却系统 , 使 自回火 温度 控制 在 6 0℃左 右【 。 5
psb830精轧螺纹钢截面尺寸

一、概述一直以来,钢铁工业一直是国民经济发展的支柱产业之一。
在建筑、交通、机械制造等领域,钢材都发挥着不可替代的作用。
而螺纹钢作为一种主要的建筑材料,在建筑施工中也起着至关重要的作用。
本文将重点介绍螺纹钢的一种规格——psb830精轧螺纹钢的截面尺寸。
二、psb830精轧螺纹钢的定义psb830精轧螺纹钢,是国内常用的一种建筑钢材,主要用于混凝土钢筋加固、大型桥梁和高层建筑的地基等工程。
psb830精轧螺纹钢是根据我国国家标准《钢筋和连接件的机械性能和试验方法》(GB1499.2-2018)和《钢筋和连接件的焊接接头的技术要求》(GBxxx-2015)进行制造和检验的。
三、psb830精轧螺纹钢截面尺寸的具体规格在实际应用中,psb830精轧螺纹钢的截面尺寸主要包括直径和螺距两个方面。
1. 直径:psb830精轧螺纹钢的直径范围主要为12mm-50mm,根据工程需要可以选择不同直径尺寸的螺纹钢进行使用。
2. 螺距:psb830精轧螺纹钢的螺距范围一般为1.5mm-3.0mm,钢筋螺距的选择需根据具体工程的需求和设计要求进行决定。
四、psb830精轧螺纹钢截面尺寸的优势1. 高强度:psb830精轧螺纹钢由优质碳素结构钢经过精密轧制加工而成,具有较高的抗拉强度和屈服强度,能够满足工程建筑对于强度和稳定性的要求。
2. 良好的可焊性:psb830精轧螺纹钢经过特殊的工艺处理,具有良好的可焊性,适合进行钢筋焊接加固工程。
3. 易加工性:psb830精轧螺纹钢表面光滑、无明显裂纹和毛刺,适合进行机械加工和焊接加工,提高了施工的效率。
5. 总结psb830精轧螺纹钢截面尺寸的合理选择对于工程的质量和安全具有重要意义。
通过了解psb830精轧螺纹钢的具体规格,可以更好地运用该材料进行建筑施工,保障工程的稳定性和持久性。
希望本文的介绍能够对相关行业的专业人士和工程施工人员有所帮助。
六、psb830精轧螺纹钢的应用范围psb830精轧螺纹钢以其优良的性能,在建筑工程、大型桥梁、高层建筑地基等领域得到了广泛的应用。
SUFC工艺下830MPa级高强精轧螺纹钢组织特征和碳氮化物析出

有典 型组织 特征 : 边 部 回火索 氏体 , 芯部铁 素体 +珠
光体 ; 在 组织强 化 的基础 上通 过弥 散析 出 、 相 间析 出
和铁 素体 基体 中位错 线 上 析 出 等析 出强 化 方式 , 弥
补 了芯部 软相 和 边 部 过冷 强 化 相 之 问 的强 度 差 异 ,
术 。S U F C表层 超 快 冷 工 艺 为 : 热 轧 钢 坯 在 完 成 奥
性能 、 降低 过 热 度 等措 施 , 4 0 Mn 2 H( K) 连 铸 坯 的 表 面纵 裂 纹得 到 了 明显 改善 , 钢材 的一 次 探伤 合 格 率
达到 9 8 % 以上 , 偶 尔存在 的裂 纹 为单 点 裂纹 。单 点
裂 纹可 以通 过钢 材 修 磨 能得 到 有 效解 决 , 产 品质 量
相“ 珠 光体 +铁素 体 ” 。钢筋 穿 水 冷却 后 进行 空 冷 ,
由于芯 部温 度高 , 内部 热量 向外扩 散 , 表 层 马 氏体 发 生 自回火反 应形 成 回火 索 氏体 , 获得 软 相 与硬 相 的 良好 匹配 , 以期 使钢筋 具有 高 的强度 和韧性 。
S U F C表 层 超 快 冷 工 艺 创 造 性 地 解 决 了
匀 的问题 , 使 其 在具有 高强 度 同时 , 也 具有较 高 的韧
性, 较 之 调质热 处 理 降 低 了成 本 和 能 耗 。高 强精 轧 螺纹钢 中析 出相 有方 形 、 球 形和 片状 , 但 析 出结 构基
本相 同 , 均为 ( T i x V1一X ) ( C N) 。 钢 筋 芯 部 析 出 物
9 8 % 以上 , 基本 上 消除 了大批 量 的表面裂 纹 , 只有 少
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0 1 5 年0精轧螺纹钢筋 生产实践
李 双 红
( 萍 乡萍钢安源钢铁有限公 司轧钢厂 , 江西 萍 乡 3 3 7 0 0 0 ) 摘 要: 文章介绍安源轧钢厂 高棒 车间生产、 开发尺寸精度 高、 外形控制精确 的 P S B 8 3 0 精 轧螺纹钢筋生产技术、 孔型设计 、 调节、 试验分析和工艺优化等实践过程 。
关键 词 : P S B 8 3 0 ; 精 轧螺 纹 钢 ; 孔 型设 计 表 1精 轧 螺 纹铜 试验 力学 性 能表 特 征 R e 1 / M p a R m / M p a A/ % A g t 预应力混凝土用螺纹钢筋( 精 轧螺 纹钢 ) 是2 0 世纪 7 0年 代原 G B/ T 20 0 65 — 2 00 6 8 3 0 1 O3 0 ≥6 ≥3 . 联邦德国开发并获专利权 的产品 , 后被美 、 1 3、 英等 国家引进 。我国 最 小 值 9 0 5 1 1 1 8 7 . 0 7 . C 2 0 0 6年发布 了 G B / T 2 0 0 6 5 — 2 o 0 6 ( 预应力混凝土用螺纹钢筋》 标准 , 最 大 值 1 0 6 3 1 2 3 5 1 3 . 0 1 0 . 按屈服强度分为 P S B 7 8 5 、 P S B 8 3 0 、 P S B 9 3 0 、 P S B 1 0 8 0四个 级 别 , 按公 平 均 值 9 5 7 1 1 6 4 8 . 3 8 . 3 称直径分为 1 8 a r m、 2 5 a r m、 3 2 mm、 4 0 a r m、 5 0 a r m五 个规 格 。 精 轧螺 纹 钢 广泛 应 用 于 高 速公 路 、 高 速 铁 路 的 大 型桥 梁 及 边坡 中心 5 0 0 X F + P 1 0级 边缘 5 0 0 X F + 索 氏体 锚 固工 程 。 具有 连 接 、 锚 固简单 、 安全 可靠 、 施 工方 便 等优 点 。 精 轧螺 纹 钢 筋 是 在整 根 钢 筋上 滚 轧 有 外 螺纹 的高 强 度 、 高 精 度 尺寸 的直 条 钢筋 。 该 钢 筋要 求 在 任 意截 面 都 能拧 上 带有 内螺 纹 的连 接 器或 螺 帽 进 行 连 接 或锚 固 。生产 的主 要 技术 难 度 在 于 外形 尺寸 精 度 要求 高 、 通条稳定 , 必 须通 过 相 位 调整 装 置 进 行对 牙 调 整 使 两 侧螺 牙 横 筋 在 同一 条 螺 旋线 上 。 1钢筋 的研 制 1 . 1技 术要 求 制 定 G B / T 2 0 0 6 5 — 2 0 0 6 标 准 中 ,对 P S B 8 3 0预应 力 混 凝 土 用 螺 纹 钢 筋化学成分的要求 除 P 、 S含量( 质量分数) 不大于 O . o 3 5 % ̄ , - I , 其他元 素未 作 明 确规 定 。 因此 , 安源 轧 钢 厂根 据 G B / T 2 0 0 6 5 — 2 0 0 6 标准 , 设 计成分。 图 1 P S B 8 3 0精 轧 螺 纹 钢 金 相 组 织 1 . 2 方 案设 计 1 . 2 . 1工 艺 设 计 3存 在 问题 及 改 进措 施 根据高棒生产线工 艺布局及螺纹钢筋生产经验 ,选用 1 6道次 3 . 1存 在 问题 出成 品 , 成 品 机架 采 用 立式 轧 机 。 ( 1 ) K 1 孔 型 在加 工 过 程 中存 在一 定 的 加工 误 差 , 导致j 损耗 , 不利 于 成 本节 约 。( 2 ) 相位 调 节 装 置 在对 牙 调 整后 , 1 . 2 . 2孔 型设 计 K 1 、 K 2 道 次 设 计专 用 孑 L 型; 1 # ~ 6 # 采 用平 辊 轧 制 , 7 # ~ K 3 采 用 螺 立 式 和生 产 过程 中容 易窜 辊 , 造成 螺 牙 错位 。 ( 3 ) 钢 温 和张 纹钢 筋 通 用椭 圆一 圆 孔 型系 统 。 响成 品通 条 尺寸 的均 匀性 ,造 成轧 件 尾 部 过充 满 无 法 拧 1 . 2 _ 3 对 牙调 节 只 能切 废 , 影 响成 材 率 。 预 应 力 混 凝 土 用 螺 纹 钢 筋 要 求在 任 意 截 面 处 均 可 旋 入 带 有 匹 3 . 2改 进 措施 配形 状 的 内螺 纹 的 连接 器 , 这 是 轧 制过 程 中 的关 键 点 , 其 次 产 品 外 ( 1 ) K1 孑 L 型 加工 时 , 采 用 轧 辊 表 面刻 痕 标 记 , 在加工i 形 不 允 许 有纵 肋 , 是 轧 制 过 程 中 的难 点 。原 有 万 向联 轴 器 与轧 辊 采 步 调整 , 保 证 加工 精 度 。 ( 2 ) 对K 1 轧机 的锁 紧装 置 进行 加 匿 用穿 销连 接 , 间隙配合 , 轧辊不能在一定周 向范围内的任意旋转定 产过 程 中在 轧机 上 方用 天 车 吊装 , 减 少 窜动 。 ( 3 ) 严 格 控制 位 ,无 法 实 现 在 轧 制 过 程 中精 轧 螺 纹 横肋 沿 轧 制方 向 平 面 任 意 调 数 , 保证 头 尾 尺寸 , 提 高 成 材率 。 节。 为了保证钢筋表面横肋呈连续螺纹状 , 采用 了一套可以在± 5 。 范 4 结束 语 围 内任 意 线性 调 节 单轧 辊 的 相 位 调节 装 置 , 该 装 置 准 确性 高 的优 点 ( 1 ) 与 普 通建 筑 用 螺 纹 钢 筋对 比 , P S B 8 3 0精 轧 螺 纹 钢{ 有 效 地 保 证 了预 应 力混 凝 土 用 螺纹 钢 筋外 形 尺 寸 的精 度 。 形 尺 寸精 度 高 、 力 学性 能稳 定 、 任 一 位置 截 面必 须 能 顺 利 { 1 . 2 . 4控 轧 控 冷 螺母等高要求 , 生产开发过程遇到轧槽加工 困难且生产过i 预应 力混凝土用螺纹钢筋强度要求高 , 需要轧后控制冷却提高 牙、 成材率低等问题 , 通过技术改进得到有效解决。( 2 ) 通走 强度 。钢筋 出成 品轧机后 , 进入穿水冷却系统 , 对钢 筋表 面进行淬 精轧螺纹钢筋生产 开发 ,为萍钢建材产 品结构 调整拓宽 火, 形成马氏体组织 , 此 时芯部仍为奥 氏体组织 , 随着过程冷却 , 芯 P S B 9 3 0等高强度精轧螺纹的开发奠定基础。 部热 量 传 至表 层 , 表 层 马 氏体 组 织 经 回火 , 形 成 索 氏体 组 织 , 从 而 使 参 考 文 献 钢筋性能得到提高 。实 际生产过程中通过调整穿水冷 , 使成 品上冷 … 1白 玉光 . 高 强度 精 轧 螺 纹 钢 筋 的 组 织 与性 能[ J ] . 东北 大 学 床温 度 控 制在 7 0 0 ℃ 以内 。 然 科 学版 ) , 2 0 0 3 . 2试 制 结 果 分 析 通过对 P S B 8 3 0精轧螺纹钢筋进行小批量试验 , 经过 3 0天时效 后 力 学性 能见 表 1 、 金相组织见 图 1 , 均满足技术要求 , 任 一 截 面 均 可拧 上 带 有 内螺 纹 的检 验 螺 母 和连 接 器 。