汇川PLC通用快捷键
电脑编程语言常用快捷键大全

电脑编程语言常用快捷键大全随着现代科技的发展和人们对数字化信息处理需求的不断增加,编程语言逐渐成为一门重要的技能。
而对于一位程序员来说,熟悉并掌握各种编程语言的快捷键是提高工作效率的重要一环。
本文将为大家介绍电脑编程语言常用的快捷键大全。
1. 基本快捷键· Ctrl + C:复制选定的文本· Ctrl + X:剪切选定的文本· Ctrl + V:粘贴剪贴板上的文本· Ctrl + Z:撤销上一步操作· Ctrl + Y:重做上一步操作· Ctrl + A:全选文本· Ctrl + S:保存当前文档· Ctrl + F:查找关键词· Ctrl + H:替换关键词2. 编辑类快捷键· Ctrl + D:复制当前行或选定的内容并插入到下一行· Ctrl + Shift + D:删除当前行或选定的内容· Ctrl + Shift + K:删除整行· Ctrl + L:选择整行· Ctrl + J:合并选定的行· Ctrl + Shift + UP/Down Arrow:上下移动当前行或选定的内容 · Ctrl + B:格式化选定的文本· Ctrl + I:斜体字· Ctrl + U:下划线· Ctrl + Space:自动完成代码3. 代码编辑快捷键· Ctrl + N:新建文件· Ctrl + O:打开文件· Ctrl + P:打开打印窗口· Ctrl + F5:编译并运行当前程序· Ctrl + F1:显示帮助文档· Ctrl + R:替换文本· Ctrl + G:跳转到指定行· Ctrl + K + C:注释选定的内容· Ctrl + K + U:取消注释· Ctrl + Shift + B:生成构建· Ctrl + Shift + F:格式化代码4. 调试类快捷键· F5:开始调试· F6:逐语句调试· F7:逐过程调试· F8:继续执行· F9:设置断点· F10:逐过程跳过· F11:逐语句跳过· Shift + F11:跳出函数· Ctrl + F10:运行到光标处5. 搜索类快捷键· Ctrl + F:在当前文件中查找文本· Ctrl + Shift + F:在整个项目中查找文本 · Ctrl + Shift + R:在当前文件中替换文本· Ctrl + Shift + L:选择所有匹配项· F3:查找下一个匹配项· Shift + F3:查找上一个匹配项· Ctrl + F3:选择所有匹配项6. 常用快捷键综合· Ctrl + C/V/X:复制/粘贴/剪切· Ctrl + Z/Y:撤销/重做· Ctrl + F:查找· Ctrl + S:保存· Ctrl + N:新建文件· Ctrl + O:打开文件· Ctrl + P:打印· F5:开始调试· F9:设置断点· F10:单步跳过· F11:单步进入以上提到的快捷键只是电脑编程语言中常用的一部分,不同的编程语言可能会有一些特定的快捷键。
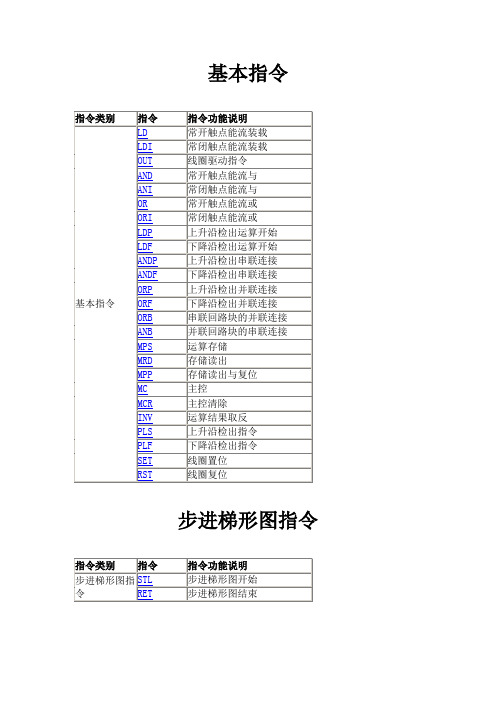
汇川PLC指令
MEAN
16位平均值指令
MEANP
16位平均值指令(脉冲型)
DMEAN
32位平均值指令
DMEANP
32位平均值指令(脉冲型)
ANS
信号报警器置位
ANR
信号报警器复位
ANRP
1信号报警器复位(脉冲型)
SQR
16位整数开方
SQRP
16位整数开方(脉冲型)
DSQR
32位整数开方
32位整数除法
DDIVP
32位整数除法(脉冲型)
INC
16位整数加1
INCP
16位整数加1(脉冲型)
DINC
32位整数加1
DINCP
32位整数加1(脉冲型)
DEC
16位整数减1
DECP
16位整数减1(脉冲型)
DDEC
32位整数减1
DDECP
32位整数减1(脉冲型)
WAND
16位逻辑与
WANDP
16位逻辑与(脉冲型)
FMOVP
多点传送16位指令(脉冲型)
DFMOV
多点传送32位指令
DFMOVP
多点传送32位指令(脉冲型)
XCH
交换16位指令
XCHP
交换16位指令(脉冲型)
DXCH
交换32位指令
DXCHP
交换32位指令(脉冲型)
BCD
BCD交换16位指令
BCDP
BCD交换16位指令(脉冲型)
DBCD
BCD交换32位指令
脉冲密度
PLSY
16位脉冲输出
DPLSY
32位脉冲输出
PWM
脉宽调制
PLSR
汇川plc轴的点动指令
汇川PLC轴的点动指令1. 简介PLC(可编程逻辑控制器)是一种常见的工业自动化控制设备,用于控制和监控生产过程中的各种设备和机械。
汇川PLC是一种常用的PLC设备,具有强大的功能和灵活性。
在工业生产中,经常需要对机械设备进行精确控制,使其按照特定的要求进行运动。
点动控制是一种常见的控制模式,可以实现对轴的微调和精确定位。
本文将介绍汇川PLC轴的点动指令,以及如何使用该指令实现轴的点动控制。
2. 汇川PLC轴的点动指令概述汇川PLC轴的点动指令是一种用于控制轴运动的指令,可以实现对轴进行微调和精确定位。
该指令可以通过编程方式调用,灵活方便。
点动指令的基本原理是通过控制轴的运动方向和速度,使轴按照特定的步长进行移动。
通过不断调用点动指令,可以实现对轴位置的微调和精确定位。
3. 汇川PLC轴的点动指令语法汇川PLC轴的点动指令的语法如下:JOG <轴号>, <方向>, <速度>其中: - <轴号>: 表示需要控制的轴号,可以是数字或者变量。
- <方向>: 表示轴的运动方向,可以是正向或反向。
- <速度>: 表示轴的运动速度,可以是固定值或者变量。
4. 汇川PLC轴的点动指令示例下面是一个使用汇川PLC轴的点动指令的示例:JOG 1, 正向, 100上述示例中,控制轴号为1的轴以正向运动的方式,速度为100进行点动控制。
5. 汇川PLC轴的点动指令应用场景汇川PLC轴的点动指令可以应用于各种需要对轴进行微调和精确定位的场景,例如:•机床加工:在机床加工中,经常需要对工件进行微调和精确定位,以确保加工精度。
通过使用汇川PLC轴的点动指令,可以实现对机床轴的精确控制。
•机器人控制:在机器人控制中,经常需要对机器人的末端执行器进行微调和精确定位,以实现精确的工件抓取和放置。
通过使用汇川PLC轴的点动指令,可以实现对机器人轴的精确控制。
汇川PLC指令
DSWAPP
32位字节高低位变换(脉冲型)
高速处理指令
指令类别
指令
指令功能说明
高速处理指令
REF
输入输出刷新
REFP
输入输出刷新(脉冲型)
REFF
滤波器调整
REFFP
滤波器调整(脉冲型)
MTR
矩形输入
DHSCR
高速计数比较复位
DHSCS
高速计数比较置位
DHSZ
高速计数区间比较
SPD
DSQRP
32位整数开方(脉冲型)
WANDP
16位逻辑与(脉冲型)
FLT
16位整数转换成二进制浮点
FLTP
16位整数转换成二进制浮点(脉冲型)
DFLT
32位整数转换成二进制浮点
DFLTP
32位整数转换成二进制浮点(脉冲型)
SWAP
16位字节高低位变换
SWAPP
16位字节高低位变换(脉冲型)
DSWAP
DECO
解码
DECOP
解码(脉冲型)
ENCO
编码
ENCOP
编码(脉冲型)
SUM
16位ON位统计指令
SUMP
16位ON位统计指令(脉冲型)
DSUM
32位ON位统计ห้องสมุดไป่ตู้令
DSUMP
32位ON位统计指令(脉冲型)
BON
16位ON位判断指令
BONP
16位ON位判断指令(脉冲型)
DBON
32位ON位判断指令
DBONP
循环范围结束
传送与比较指令
指令类别
指令
指令功能说明
传送与比较指令
CMP
汇川plc两轴同步指令

汇川plc两轴同步指令
汇川PLC(可编程逻辑控制器)的两轴同步指令通常用于控制
两个轴(例如伺服电机或步进电机)以同步运动。
在汇川PLC中,
可以使用特定的指令来实现这种同步,一般而言,这些指令包括以
下几个方面:
1. 配置轴参数,首先需要配置每个轴的参数,包括速度、加减
速度、运动模式等。
这些参数可以通过特定的指令来设置。
2. 同步指令,汇川PLC通常提供专门的同步指令,用于控制两
个轴的同步运动。
这些指令可以指定两个轴的相对位置、速度比例、同步启动、停止等操作。
3. 运动控制,通过指定的同步指令,可以实现两个轴的同步运
动控制,例如直线插补、圆弧插补等复杂的运动模式。
4. 错误处理,在实际运行中,可能会出现一些异常情况,如超限、通信故障等,汇川PLC通常也提供相应的错误处理指令,用于
处理这些异常情况。
总的来说,汇川PLC的两轴同步指令可以实现精确的、高速的、复杂的运动控制,适用于需要精密同步运动的自动化设备和生产线。
通过合理的配置和使用这些指令,可以实现高效的生产操作。
汇川变频器MD480面板按键说明

汇川变频器MD480面板按键说明
变频器面板按键说明
1:改变方向。
按此键可改变电动机的旋转方向。
2:启动变频器。
3:停止变频器运行。
4:电动机点动。
在变频器无输出的情况下,按下此键,将使电动机启动,并按预先设置的点动频率运行。
释放此键时变频器停止运行。
5:访问参数。
按此键可访问变频器的参数。
6:减小数值。
按此键可减小面板上显示的数值。
7:增大数值。
按此键可增大面板上显示的数值。
8:此键用于浏览辅助信息。
按下此键并保持不动,将从运行时的任何一个参数开始浏览,显示的数据有直流回路电压(表示)输出电流、输出频率、输出电压、选定的数值。
9:状态显示。
显示变频器当前使用的设置值,变频器面板上有两个键。
一般上面有意思是自动运行键、意思是手动运行键。
是在控制面板上的简称,意思是系统功能快捷键的全体操作。
也就是说,对面板操作用手动快捷、方便速率高。
很直观的就两个键,很容易区分。
汇川plc plf指令

汇川plc plf指令
PLF指令是汇川PLC(可编程逻辑控制器)中的一种指令,用于将指定的数值加载到PLC的数据寄存器中。
该指令通常用于初始化或者重置PLC中的数据。
PLF指令的基本语法通常包括指令名称(PLF)、数据寄存器地址和要加载的数值。
例如,PLF D100 K10表示将数值10加载到数据寄存器D100中。
在实际应用中,PLF指令可以用于各种自动化控制系统中,例如工厂生产线、机械设备等。
通过使用PLF指令,用户可以灵活地对PLC中的数据进行初始化,从而实现对设备状态的控制和监测。
除了基本的语法和功能外,还需要注意PLF指令的执行时机和条件,以及对系统整体性能的影响。
在编写PLC程序时,需要考虑PLF指令的合理运用,避免出现逻辑错误或者对系统稳定性造成影响。
总的来说,PLF指令在汇川PLC中是一个常用的指令,用于数据加载和初始化,对于掌握PLC编程和控制技术的工程师和技术人员来说,了解和熟练应用PLF指令是非常重要的。
通过合理的使用PLF指令,可以实现对自动化系统的精确控制和高效运行。
S7200快捷键

S7200快捷键常开切换常闭按一下键盘上的Insert假如现在是常开在常开位置点击常闭即可切换常用快捷键:SHIFT + 上箭头向上扩展选择SHIFT + 下箭头向下扩展选择SHIFT + PAGE UP 向上扩展网络选择SHIFT + PAGE DOWN 向下扩展网络选择F1 当前单元格指令的帮助F4 包含所有接点助记符类型的列表框(仅限LAD)F6 包含所有线圈助记符类型的列表框(仅限LAD)F9 包含所有方框助记符类型的列表框1. 浏览键键排列顺序措施HOME 将光标移至同行的第一列END 将光标移至同行的最后一列PAGE UP 垂直向上移动一个屏幕PAGE DOWN 垂直向下移动一个屏幕LEFT ARROW 将光标向左移动一个单元格RIGHT ARROW 将光标向右移动一个单元格UP ARROW 将光标向上移动一个单元格DOWN ARROW 将光标向下移动一个单元格CTRL + HOME 将光标移至第一个网络的第一个单元格CTRL + END 将光标移至最后一个网络的最后一个单元格CTRL + PAGE UP 显示下一个POU,向左移动浏览POU标记CTRL + PAGE DOWN 显示下一个POU,向右移动浏览POU标记TAB 选择带布尔(位值)参数指令时,TAB键移至该指令中的下一个布尔参数(仅限FBD)当您选择一个带布尔(位值)参数的指令时,TAB键将选项移至该指令中的下一个布尔参数(仅限FBD)CONTROL + SHIFT + HOME 扩展选择至第一个网络CONTROL + SHIFT + END 扩展选择至最后一个网络CONTROL + SHIFT + END 选择全部网络CTRL + XSHIFT + DELETE 选择网络系列时,剪切系列;当光标位于网络标题上时,剪切整个网络;当光标位于单元格上时,剪切单元格内容CTRL + CCTRL + INSERT选择网络系列时,复制系列;当光标位于网络标题上时,复制整个网络;当光标位于单元格上时,复制单元格内容CTRL + VSHIFT + INSERT 选择网络系列时,粘贴系列;当光标位于网络标题上时,粘贴网络;当光标位于单元格上时,粘贴单元格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梯形图编辑
通用
顺序功能图编辑快捷键
LD、、LDF、LDP、OUT 指令
指令描述
• LD、指令所占程序步数为1,LDP、LDF所占程序步数为2。
这4个指令的操作数都可为X、Y、S、M、T、C。
• OUT指令的操作数可为Y、S、T、M、C 。
当软元件为Y和一般M的程序步数为1,为S和特殊辅助继电器M的程序步数为2,为定时器T的程序步数为3,为计数器的程序步数为3-5。
• LD、、LDP、LDF将触点连接到母线上。
多个分支用ANB、ORB时也使用。
• LDP指令在上升沿(软元件由OFF到ON变化时)接通一个周期;LDF指令在下降沿(软元件由ON 到OFF变化时)接通一个周期。
• LD、、LDP、LDF指令的重复次数在8次以下。
即与后面的ANB、ORB指令使用时串并联使用的最多次数为8个。
•软元件Y和一般M的程序步为1,S和特殊辅助继电器M的程序步为2,定时器T的程序步为3,计时器C的程序步为3-5。
• OUT指令各种软元件的线圈驱动,但对输入继电器不能使用,并列的OUT可多次连续使用。
• OUT指令驱动计数器时,当前面的线圈从ON
变成OFF,或者从OFF变成ON时,计数器才加1。
OR、ORI、ORP、ORF指令指令描述
• OR、ORI所占程序步数为1,ORP、ORF所占程序步数为2;这4个指令操作数都可为X、Y、S、M、T、C。
• OR、ORI、ORP、ORF只能并接一个触点,两个
以上的串联回路并接时使用后面的ORB指令。
• ORP、ORF指令在上升沿(即软元件由OFF到
ON变化时)和下降沿(即软元件由ON到OFF变化时)接通一个周期。
• OR、ORI、ORP、ORF指令和前面的LD、、LDP、LDF指令一起使用,并联次数不受限制。
基本指令。