FANUC_0i中文标准梯图
FANUC_0i标准梯形图

1紧急停止56911第一页0i 标准梯形图203036第二页45运行选择信号51MODE57606264运行指示677375778285第三页879799106109111118第四页121123133135142145147第五页154157166174184第六页194204207210第七页215220223225232第八页239246253+X264-X第九页275+ Z286-Z 第十页297308319第十一页320345349第十二页352第十三页386第十四页420425第十五页430433435438444第十六页456487516519521530533535547第十八页549558561564第十九页571578585第二十页587593599605630646648650第二十二页652654660667674684694698702第二十四页705707709711713715717720第二十五页753第二十六页止电源接通继电器方式锁(软操作面板)号方式选择信号方式选择信号运行选择信号参考点选择信号自动运行指示存储器编辑指示手动数据输入指示运行指示参考点指示指示增量进给指示手轮进给指示。
FANUC_0i中文标准梯形图
1紧急停止56911第一页0i 标准梯形图203036第二页45运行选择信号51MODE57606264运行指示677375778285第三页879799106109111118第四页121123133135142145147第五页154157166174184第六页194204207210第七页215220223225232第八页239246253+X264-X第九页275+ Z286-Z 第十页297308319第十一页320345349第十二页352第十三页386第十四页420425第十五页430433435438444第十六页456487516519521530533535547第十八页549558561564第十九页571578585第二十页587593599605630646648650第二十二页652654660667674684694698702第二十四页705707709711713715717720第二十五页753第二十六页止电源接通继电器方式锁(软操作面板)号方式选择信号方式选择信号运行选择信号参考点选择信号自动运行指示存储器编辑指示手动数据输入指示运行指示参考点指示指示增量进给指示手轮进给指示。
FANUC中文标准梯图
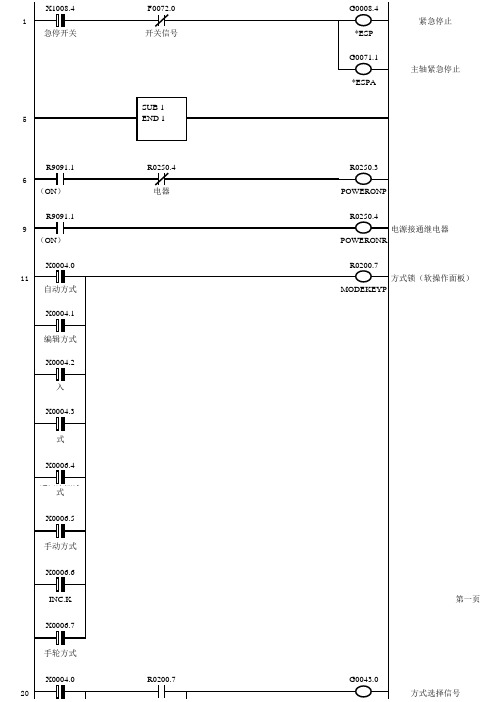
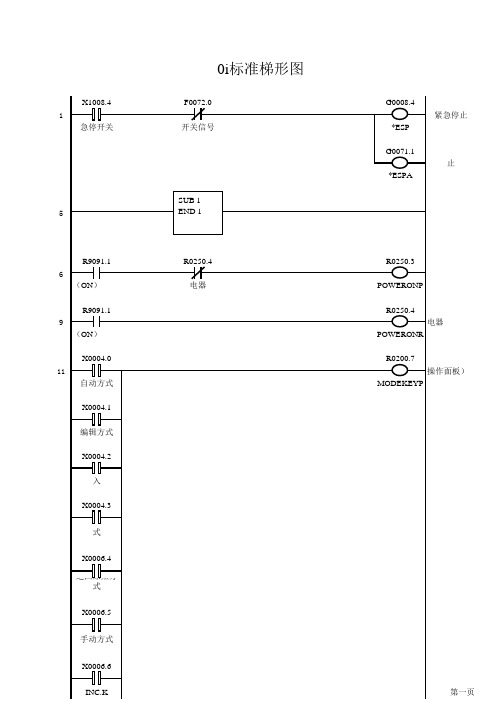
F0072.0 软操作面板开关信号
G0008.4 紧急停止 *ESP G0071.1 主轴紧急停止 *ESPA
5
SUB 1 END 1
R9091.1 6 系统定时器(ON) R9091.1 9 系统定时器(ON) X0004.0 11 自动方式 X0004.1 编辑方式 X0004.2 手动数据输入 X0004.3 DNC运行方式 X0006.4 返回原点方式 X0006.5 手动方式 X0006.6 INC.K X0006.7 手轮方式 X0004.0 20
R0250.4 电源接通继电器
R0250.3 POWERONP R0250.4 电源接通继电器 POWERONR R0200.7 方式锁(软操作面板) MODEKEYP
第一页
R0200.7
G0043.0 方式选择信号
自动方式 X0004.1 编辑方式 X0004.3 DNC运行方式 X0006.5 手动方式 X0006.4 返回原点方式 G0043.0
R0200.4 111 OPTP R0200.4 OPTP X0005.0 118 SRN.K
R0200.6 OPTM R0200.6 OPTM R0201.1 SRNR
R0200.6 OPTM Y0004.6 OPTSTP.L R0201.0 SRNP 第四页
X0005.0 121 SRN.K R0201.0 123 SRNP R0201.0 SRNP X0005.1 130 MLK.K X0005.1 133 MLK.K R0201.2 135 MLKP R0201.2 MLKP X0005.2 142 DRN.K X0005.2 145 DRN.K R0201.4 147 DRNP DRN G0046.7 DRNR MLK G0044.1 MLK R0201.5 G0044.1 MLKR SRN G0006.0 SRN R0201.3 G0006.0
FANUC(发那科)机器人PMC内部梯形图

FANUC机器人PMC内部梯形图PMC程序构成的要素基本命令功能命令PMC地址PMC程序与机器人程序之间的接口R、K领域与SDO的对应D领域与GO的对应PMC程序的系统控制F1000~F1255的功能G1000~G1255的功能PMC地址对应一览X0~X127←→SDI[1]~SDI[1024](通用数字输入信号)X1000~X1004←→UI[1]~UI[40](UOP输入信号)X1005~X1009←→WDI[1]~WDI[40](焊机输入信号)X1010~X1014←→WSTI[1]~WSTI[40](熔敷检测输入信号)X1015~X1019←→LDI[1]~LDI[40](激光焊机输入信号)X1020~X1024←→RDI[1]~RDI[40](机器人输入信号)X1025~X1026←→SI[1]~SI[16](操作盘输入信号)Y0~Y127←→SDO[1]~SDO[1024](通用数字输出信号)Y1000~Y1004←→UO[1]~UO[40](UOP输出信号)Y1005~Y1009←→WDO[1]~WDO[40](焊机输出信号)Y1010~Y1014←→WSTO[1]~WSTO[40](熔敷检测输出信号)Y1015~Y1019←→LDO[1]~LDO[40](激光焊机输出信号)Y1020~Y1024←→RDO[1]~RDO[40](机器人输出信号)Y1025~Y1026←→SO[1]~SO[16](操作盘输出信号)F0~F127←→GI[1]~GI[64](组输入信号)F128~F255←→AI[1]~AI[64](模拟信号输入)F1000~F1255←→(系统接口输入)G0~G127←→GO[1]~GO[64](组输出信号)G128~G255←→AO[1]~AO[64](模拟信号输出)G1000~G1255←→(作为与机器人控制装置的系统软件的接口使用)R0~R1499←→(通用内部继电器)R9000~R9117←→(PMC系统管理领域)K0~K19←→(保持型内部继电器)D0~D2999←→(数据表)T0~T79←→(存放功能命令TMR(SUB3)的定时器值的领域)C0~C79←→(存放功能命令CTR(SUB5)的预置值、累计值的领域)PMC程序内置PMC功能是使梯形语言记录的PMC程序,在机器人控制装置内部高速运行的功能。
发那科0i系统的原理框图和维修方法
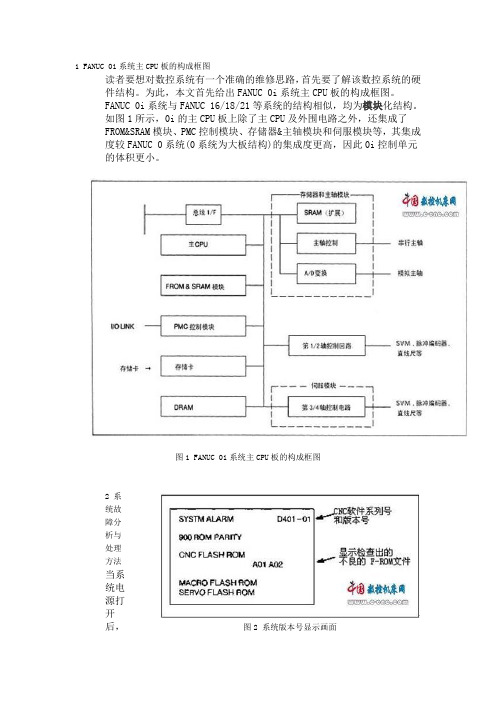
1 FANUC 0i系统主CPU板的构成框图读者要想对数控系统有一个准确的维修思路,首先要了解该数控系统的硬件结构。
为此,本文首先给出FANUC 0i系统主CPU板的构成框图。
FANUC 0i系统与FANUC 16/18/21等系统的结构相似,均为模块化结构。
如图1所示,0i的主CPU板上除了主CPU及外围电路之外,还集成了FROM&SRAM模块、PMC控制模块、存储器&主轴模块和伺服模块等,其集成度较FANUC 0系统(0系统为大板结构)的集成度更高,因此0i控制单元的体积更小。
图1 FANUC 0i系统主CPU板的构成框图2 系统故障分析与处理方法当系统电源打开后,图2 系统版本号显示画面如果电源正常,数控系统则会进入系统版本号显示画面(如图2所示),系统开始进行初始化。
如果系统出现硬件故障,显示屏上会出现900~973号报警提示用户。
下面介绍出现系统报警时的原因和处理方法。
1.900号报警(ROM奇偶校验错误)要点分析:系统中的FROM在系统初始化过程中都要进行奇偶校验。
当校验出错时,则发生FROM奇偶性报警,并指出不良的FROM文件。
原因和处理:主板上的FROM&SRAM模块或者主板不良。
更换主板。
2.910~911报警(DRAM奇偶校验错误)要点分析:在FANUC 0i数控系统中,DRAM的数据在读写过程中,具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM910和ALM911分别为提示低字节和高字节的报警。
原因和处理:应考虑主板上安装的DRAM不良。
更换主板。
3.912~913报警(SRAM奇偶校验错误)要点分析:与DRAM不良一样。
ALM912和ALM913分别为提示低字节和高字节的报警。
原因和处理:(1)SRAM中存储的数据不良。
若每次接通电源,马上就发生报警,将电源关断,全清存储器(全清的操作方法是同时按住MDI面板上的RESET和DELET键,再接通电源)。
FANUC0i系统数控车床的编程与操作

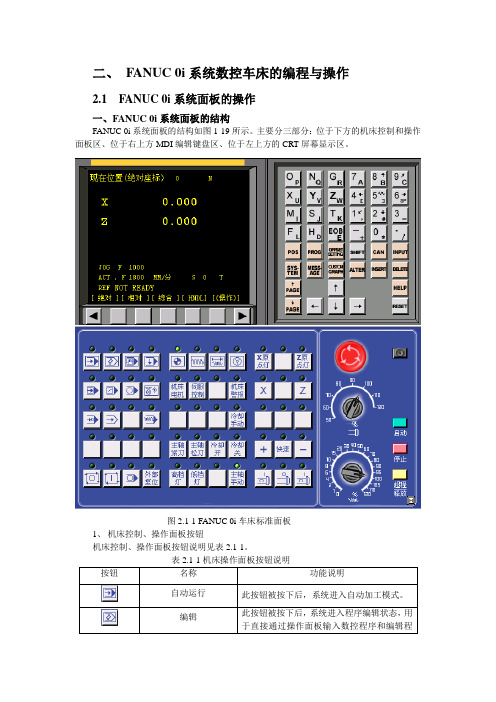
二、 FANUC 0i系统数控车床的编程与操作FANUC 0i系统面板的操作一、FANUC 0i系统面板的结构FANUC 0i系统面板的结构如图1-19所示。
主要分三部分:位于下方的机床控制和操作面板区、位于右上方MDI编辑键盘区、位于左上方的CRT屏幕显示区。
图 FANUC 0i车床标准面板1、机床控制、操作面板按钮机床控制、操作面板按钮说明见表。
按钮名称功能说明自动运行此按钮被按下后,系统进入自动加工模式。
编辑此按钮被按下后,系统进入程序编辑状态,用于直接通过操作面板输入数控程序和编辑程序。
MDI此按钮被按下后,系统进入MDI模式,手动输入并执行指令。
远程执行此按钮被按下后,系统进入远程执行模式即DNC模式,输入输出资料。
单节此按钮被按下后,运行程序时每次执行一条数控指令。
单节忽略此按钮被按下后,数控程序中的注释符号“/”有效。
选择性停止当此按钮按下后,“M01”代码有效。
机械锁定锁定机床。
试运行机床进入空运行状态。
进给保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停。
按“循环启动”恢复运行。
循环启动程序运行开始;系统处于“自动运行”或“MDI”位置时按下有效,其余模式下使用无效。
循环停止程序运行停止,在数控程序运行中,按下此按钮停止程序运行。
回原点机床处于回零模式;机床必须首先执行回零操作,然后才可以运行。
手动机床处于手动模式,可以手动连续移动。
手动脉冲机床处于手轮控制模式。
手动脉冲机床处于手轮控制模式。
X轴选择按钮在手动状态下,按下该按钮则机床移动X轴。
Z轴选择按钮在手动状态下,按下该按钮则机床移动Z轴。
正方向移动按钮手动状态下,点击该按钮系统将向所选轴正向移动。
在回零状态时,点击该按钮将所选轴回零。
负方向移动按钮手动状态下,点击该按钮系统将向所选轴负向移动。
快速按钮按下该按钮,机床处于手动快速状态。
主轴倍率选择旋钮将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴旋转倍率。
FANUC0i系统的原理框图和维修方法综述
FANUC 0i系统的原理框图和维修方法1FANUC 0i系统主CPU板的构成框图读者要想对数控系统有一个准确的维修思路,首先要了解该数控系统的硬件结构,为此,本文首先给出FANUC 0i系统主CPU板的构成框图。
FANUC 0i系统与FANUC 16/18/21等系统的结构相似,均为模块化结构。
如下图所示0i的主CPU板上除了主CPU及外围电路之外,还集成了FROM&SRAM模块,PMC控制模块,存储器&主轴模块,伺服模块等,其集成度较FANUC 0系统(0系统为大板结构)的集成度更高,因此0i控制单元的体积更小。
2系统故障分析与处理方法当系统电源打开后,如果电源正常,数控系统则会进入系统版本号显示画面(如下图所示),系统开始进行初始化。
如果系统出现硬件故障,显示屏上会出现900—973号报警提示用户。
下面介绍出现系统报警时的原因和处理方法。
2.1900号报警(ROM奇偶校验错误)此报警表示发生了ROM奇偶错误。
要点分析:系统中的FROM在系统初始化过程中都要进行奇偶校验。
当校验出错时,则发生FROM奇偶性报警,并指出不良的FROM文件。
原因和处理:主板上的FROM&SRAM模块或者主板不良。
2.2910~911报警(DRAM奇偶校验错误)此报警是DRAM(动态RAM)的奇偶错误。
要点分析:在FANUC 0 i数控系统中,DRAM的数据在读写过程中,具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM910和ALM911分别提示低字节和高字节的报警。
原因和处理:应考虑主板上安装的DRAM不良。
更换主板。
2.3912~913报警(SRAM奇偶校验错误)此报警是SRAM(静态RAM)的奇偶错误。
要点分析:与DRAM一样,SRAM中的数据在读写过程中,也具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM912和ALM913分别提示低字节和高字节的报警。
FANUC0i系统数控车床的编程与操作.
二、FANUC 0i系统数控车床的编程与操作2.1 FANUC 0i系统面板的操作一、FANUC 0i系统面板的结构FANUC 0i系统面板的结构如图1-19所示。
主要分三部分:位于下方的机床控制和操作面板区、位于右上方MDI编辑键盘区、位于左上方的CRT屏幕显示区。
图2.1-1 FANUC 0i车床标准面板1、机床控制、操作面板按钮机床控制、操作面板按钮说明见表2.1-1。
钮运行暂停。
按“循环启动”恢复运行。
2、MDI编辑键盘区MDI键盘上各个键的功能见表2.1-2。
软键实现左侧中显示内容的向上翻页;软键实现左软键实现光标的向上移动;软键实现光标的向下移动;软键实现光标的向左移动;软键实实现字符的输入,点击键后再点击字符键,将输入右下角的点击将在点击软键后再点击将在光标所处位置处输入键中的“点击软键将在光标所在位置输入点击软键后再点击将在光标所在位置处输入3、CRT屏幕显示区CRT屏幕显示区显示了机床位置界面、程序管理界面、设置参数界面等。
⑴机床位置界面在手动或手轮方式下,点击进入坐标位置界面。
点击菜单软键[绝对]、菜单软键[相对]、菜单软键[综合],对应CRT界面将对应相对坐标(如图2.1-2-a)、绝对坐标(如图2.1-2-b)、和综合坐标(如图2.1-2-c )。
a相对坐标界面b绝对坐标界面c综合坐标界面图2.1-2机床位置界面⑵程序管理界面a 显示程序列表b 显示当前程序图2.1-3 程序管理界面在编辑方式下点击进入程序管理界面,点击菜单软键[LIB],将列出系统中所有的程序(如图2.1-3-a所示),在所列出的程序列表中选择某一程序名,点击将显示该程序(如图2.1-3-b所示)。
⑶设置参数车床刀具补偿参数车床的刀具补偿包括刀具的磨损量补偿参数和形状补偿参数,两者之和构成车刀偏置量补偿参数。
输入刀具摩耗量补偿参数:刀具使用一段时间后磨损,会使产品尺寸产生误差,因此需要对刀具设定磨损量补偿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
紧急停止
5
6
9
11
第一页
0i 标准梯形图
20
30
36
第二页
45
运行选择信号
51
MODE
57
60
62
64
运行指示
67
73
75
77
82
85
第三页
87
97
99
106
109
111
118
第四页121
123
133
135
142
145
147
第五页154
157
166
174
184
第六页194
204
207
210
第七页
215
220
223
225
232
第八页
239
246
253
+X
264
-X
第九页
275
+ Z
286
-Z 第十页
297
308
319
第十一页
320
345
349
第十二页
352
第十三页
386
第十四页420
425
第十五页430
433
435
438
444
第十六页456
487
516
519
521
530
533
535
547
第十八页549
558
561
564
第十九页
571578585
第二十页587
593
599
605
630
646
648
650
第二十二页
652
654
660
667
674
684
694
698
702
第二十四页
705
707
709
711
713
715
717
720
第二十五页
753
第二十六页
止
电源接通继电器
方式锁(软操作面板)
号
方式选择信号方式选择信号
运行选择信号
参考点选择信号
自动运行指示
存储器编辑指示
手动数据输入指示
运行指示
参考点指示
指示增量进给指示手轮进给指示。