钢结构焊接工艺评定报告
钢结构焊接工艺评定的报告.doc

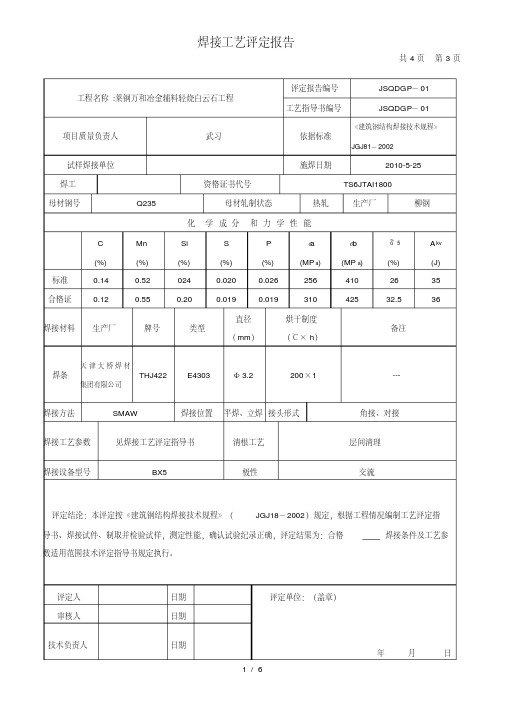
焊接工艺评定报告共4页第3页工程名称 :莱钢万和冶金辅料轻烧白云石工程评定报告编号JSQDGP- 01工艺指导书编号JSQDGP- 01《建筑钢结构焊接技术规程》项目质量负责人武习依据标准JGJ81- 2002 试样焊接单位施焊日期2010-5-25焊工资格证书代号TS6JTAI1800母材钢号Q235 母材轧制状态热轧生产厂柳钢化学成分和力学性能C Mn Si S P σ a σ b δ 5 A kv(%) (%) (%) (%) (%) (MP a) (MP a) (%) (J) 标准024 256 410 26 35合格证310 425 36直径烘干制度焊接材料生产厂牌号类型备注(mm)(℃× h)天津大桥焊材焊条THJ422E4303Φ200×1--- 集团有限公司焊接方法SMAW焊接位置平焊、立焊接头形式角接、对接焊接工艺参数见焊接工艺评定指导书清根工艺层间清理焊接设备型号BX5极性交流评定结论:本评定按《建筑钢结构焊接技术规程》( JGJ18-2002 )规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格焊接条件及工艺参数适用范围技术评定指导书规定执行。
评定人审核人日期日期评定单位:(盖章)技术负责人日期年月日焊接工艺评定指导书共4页第4页工程名称莱钢万和冶金辅料轻烧白云石工程指导书编号JSGGZD--01母材钢号Q235B 规格10㎜母材轧制状态热轧生产厂柳钢焊接材料生产厂牌号类型烘干制度(℃× h)备注天津大桥焊材集团有焊条THJ422 E4303 200× 1 合格限公司焊接方法SMAW 焊接位置平焊、立焊焊接设备型号BX5 极性交流接头焊及接坡顺顺焊口序尺图寸图焊道焊接焊条或焊丝电流电压热输入接φ( mm)( A)(V)( kJ/cm )备注次方法牌号工 1 SMAW THJ422 ㎜130 26 --- ---艺 2 SMAW THJ422㎜130 26 --- ---参SMAW THJ422 ㎜3 160 27 --- --- 数焊前清理有层间清理有技背面清根无术其它:措施焊前须将喊道两侧20㎜范围内的油污、铁锈、飞边、毛刺及其它杂质清理干净。
建筑钢结构焊接工艺评定报告

道次
焊接方法
焊条型号及直径
引弧
电压(V)
焊接电压
(V)
焊接
电流(A)
/
电弧焊
THJ422Ф4.0
38-45
34-48
16-210
技术措施
1、焊接前应安装引弧装置、引出装置。
2、焊接前引弧处预热150℃。
编制
日期
审核
日期
焊接工艺评定记录表
单位名称
平煤建工集团土建处
钢结构公司
指导书编号
WPS002-2008审核年月日技术负责
年月日
焊缝超声波检测报告
委托单位::平煤建工集团钢结构工程公司
项目名称
焊接工艺评定
报告编号
PQR002-2008
部位名称
焊接试件
检测部位
对接焊缝
材质规格
Q235Bδ=12
检测方法
纵波接触法
表面状态
焊态
耦合剂
浆糊
检测标准
GB11345-89
耦合补偿
7.7dB
合格等级
Ⅱ级
扫描调节
1:1深度
直流反接
预热温度(℃)
/
层间温度(℃)
/
后热温度(℃)及时间(min)
/
焊后热处理
焊态
评定结论:
本评定按JG81-2002规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确。评定结果为:焊接条件及参数使用范围按该规程规定执行。
评定
年月日
评定单位:(签章)
年月日
建筑钢结构焊接工艺评定报告
单位:平煤建工集团
钢结构工程公司
报告编号:PQR002-2008
钢结构焊接规范》GB50661中焊接工艺评定报告表格的讨论
《钢结构焊接规范》GB50661中焊接工艺评定报告表格的讨论黄祖源(浙江省钢结构协会杭州310007)摘要对《钢结构焊接规范》GB50661中焊接工艺评定报告表格内容与格式进行了讨论提出了修改意见。
关键词钢结构焊接规范;焊接工艺评定报告表格;讨论;修改《钢结构焊接规范》GB50661已于2012.08.01开始实施,其中焊接工艺评定报告(PQR)(表B.0.3-1)基本沿用了JGJ81的格式,根据施工应用、国内外工程需要及相关国内外标准对比,表B.0.3-1并不适应目前工程实际,目前表格中相关内容与格式需要讨论与修改;1.“工程(产品)名称”栏;PQR的定义是;验证所拟定的焊接工艺的正确性而进行的试验过程及结果评价。
对象是工艺而非工程,《钢结构焊接规范》GB50661虽有焊接难度等级为D级的钢结构焊接工程应按工程项目进行PQR的规定,其合理性尚待讨论。
美国焊接学会AWS D1.1/D1.1M《钢结构焊接规范》及中国压力容器制造中相关标准NB/T47014《承压设备焊接工艺评定》的PQR报告亦均无此栏。
建议取消。
2.“委托单位”、“试样焊接单位”栏;PQR必须由施工单位自己实施,不能“输入” 与“ 输出”,不存在“委托”,本规程之3.0.5;“钢结构焊接工程相关人员的职责应符合下列规定;焊接技术人员负责组织进行焊接工艺评定”。
本规程条文说明6.1.2~6.1.10;“施工企业进行焊接工艺评定还必须根据施工工程的特点和企业自身的设备、人员条件确定具体焊接工艺,如实记录并与实际施工相一致,以保证施工中得以实施”。
两者均说明焊接工艺评定应由施工企业自身实施,不可能存在“委托单位”、“试样焊接单位”,建议取消。
3.“项目负责人”栏;表B.0.3-1中有“项目负责人”栏,表格后部有;“评定、审核、技术负责”栏,附录图B.0.1中则规定为;“编制、审核、批准”,不准确、不统一、不严密。
是否应取消“项目负责人”栏并统一使用;“编制、审核、批准”栏。
建筑钢结构(栓钉焊)焊接工艺评定报告
建筑钢结构焊接(栓钉焊)工艺评定报告
编号: JGJ PQR-
编制: 焊接责任技术人员: 批准: 单位:山东莱芜煤矿机械有限公司日期:2016 年10月20日
焊接工艺评定报告目录
栓钉焊焊接工艺评定报告
共1页第1 页
焊接材料牌号规格热处理或表面状态备注
母材钢号Q345B 12mm 热轧
穿透焊板
材
栓钉钢号ML15 ① 16X 80
瓷环牌号烘干制度「CX h )
焊接方法CO2气体保护焊焊接位置平焊接头形式角焊缝
焊接工艺参数见焊接工艺评定指导书
焊接设备型号NBC-500 电源及极性DCE P
备注:
评定结论: 本评定按《建筑钢结构焊接技术规程》(JGJ81规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能、确认试验记录正确,评定结果为:合格。
焊接条件及工艺参数
范围按本评定指导书执行。
评定赵治波检测评定单位: (签章)审核李波
焊接工艺指导书
V
共 1页第1 页
工程名称 指导书编号
JGJ WPS-
焊接方法 GMAW 二氧化碳气体保护焊
焊接位置 平焊
设备型号 NBC-500
电源及极性 DCE P
母材钢号 Q345B
类别
厚度(mm )
12
生产厂
济钢
接 头 及 试 件 形 式
穿 透 焊 钢 材
牌号
生产厂
表面镀层
规格 (mmk )
焊
牌号
规格(mm ) ①16X 80
施焊材料
栓钉焊焊接工艺评定检验结果
共1页第1 页。
钢结构焊接工艺评定报告书
弯曲 角度
评定 结果
20-1
370
595
母材
合格
20-3
侧弯
D=2a
180°
合格
20-2
365
575
母材
合格
20-4
侧弯
试样编号 缺口位置 试验温度 (℃ ) 冲击功 A kv( J) 评定结果:
20-7
焊缝
20
82
D=2a 合格
180°
合格
20-8
焊缝
20
80
20-9
焊缝
20
83
20-10
热影响区
JGJ18-2002 )规定,根据工程情况编制工艺评定指
导书、焊接试件、制取并检验试样,测定性能,确认试验纪录正确,评定结果为:合格 数适用范围技术评定指导书规定执行。
焊接条件及工艺参
评定人 审核人
技术负责人
日期 日期
日期
评定单位:(盖章)
1/6
年
月
日
焊接工艺评定指导书
共4页 第4页
工程名称
莱钢万和冶金辅料轻烧白云石工程
焊条或焊丝
接 次 方法 牌号
φ( mm)
工 1 SMAW THJ422
艺
SMAW THJ422 2
参
SMAW THJ422
3 数
3.2 ㎜ 3.2 ㎜ 4.0 ㎜
电流 (A )
130 130
160
电压 (V)
26 26
27
热输入 备注
( kJ/cm)
---
---
---
---
---
---
焊前清理
有
层间清理
建筑钢结构焊接工艺评定报告【范本模板】

建筑钢结构焊接工艺评定报告编号编制(签名)焊接责任技术人员(签名)批准(签名)单位×××日期年月日表1焊接工艺评定报告目录表2 焊接工艺评定报告表3 焊接工艺评定指导书共 6 页第 4页工程名称指导书编号GB50661-2011母材钢号Q345B规格14 供货状态热轧生产厂安钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊丝自贡大西洋CHW-S2F4A2—H08MnA焊丝天津金桥JQ。
MG70S-6ER50—6焊剂或气体天津金桥JQ。
SJ101F4A2-H08MnA焊接方法CO2气体保护焊、埋弧焊焊接位置平焊焊接设备型号NBC-500ⅡaLHT电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/ 焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注牌号φ(mm)CO2气保焊JQ.MG70S—6Ф1.2 CO220-50180—28025—3825—45 15—35 埋弧自动焊CHW—S2Ф4。
0450-70024-40 25-65 14-45技术措施焊前清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽层间清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽背面清根用气刨清除根部焊接缺陷,并把焊缝两边20mm范围内打磨出金属光泽其他:表4 焊接工艺评定记录表共 6页第 5页工程名称焊接工艺评定指导书编号GB50661—2011焊接方法CO2气体保护焊、埋弧自动焊焊接位置平焊设备型号NBC-500 电源及极性直流反接母材钢号Q345B 类别对接生产厂安钢母材规格14mm 供货状态热轧接头尺寸及施焊道次顺序焊接材料焊丝牌号CHW-S2类型Ф4.0生产厂自贡大西洋批号16—32002 焊丝牌号JQ。
MG70S—6规格(mm)Ф1.2生产厂天津金桥批号05195526焊剂或气体牌号JQ.SJ101规格(mm)10-60目生产厂天津金桥烘干温度(℃)250 时间(min)120施焊工艺参数记录道次焊接方法焊条(丝)直径(mm)保护气体流量(l/ min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注CO2气保焊Ф1。
钢结构焊接工艺评定报告

钢结构连接是指钢结构构件或部件之间的互相连接。
钢结构连接常用焊缝连接、螺栓连接或铆钉连接。
螺栓连接又分普通螺栓连接和高强度螺栓连接。
普通螺栓连接使用最早,约从18世纪中叶开始。
19世纪20年代开始采用铆钉连接。
19世纪下半叶又出现了焊缝连接。
自本世纪中叶高强度螺栓连接又得到了发展。
钢结构常用的连接方法有:焊缝连接,螺栓连接,铆接。
焊缝连接:属刚接(可以承受弯矩),除了直接承受动力荷载的结构中,超低温状态下,均可采用焊缝连接。
先确定你的产品需要按照什么样的标准:例如国内的钢结构按照JGJ 81-2002《建筑钢结构焊接技术规程》,JB/T 6963-1993《钢制件熔化焊工艺评定》,有的需要出口美国一般需要按照AWS D.1.1钢结构焊接规范。
出口欧洲一般按照EN 288金属材料焊接程序的技术规范和鉴定。
在国内也有很多厂家会按照美标或欧标交货,看你们的合同。
具体报告怎么做这些标准里面都有样板的表格,按照相应规范里面的规定选择材料、厚度、设计坡口,焊接方式等等,做个焊接工艺评定的指导书,然后让焊工按此焊接试板,记录数据,将试板做实验,一般是拉伸、弯曲、冲击,对照标准写个报告(有样本的)就行了。
依据GB50661标准编制钢结构Q345B板-板12mm焊接工艺评定报告

钢结构焊接工艺评定报告报告编号:HP2021-02板厚:5 12nlm焊接方法:SMAW编制:_______ maszhc ___________审核:XXX______________木匕准:_________ XXX______________单位:XXX市建设有限公司_______________日期:2021 年10 月14 日焊接工艺评定报告目录表B.0. 37焊接工艺评定报告共4页第1页表B. 0.3-2焊接工艺评定指导书共4页第2页工程名称XX建筑钢结构指导书编号WPS2021-01母材钢号Q345B板厚或管径12mmX壁厚热轧或热热轧处理状态生产厂宝钢焊接材料生产厂牌号型号类型烘干温度(℃Xh)备注焊条天津金桥J507E5015酸性350℃, 1h/ 焊丝/ / / / / / 焊剂或气体/ / / / 焊接方法SMAW焊接位置F焊接设备型号ZX7-315D电源及极性直流、反接预热温度。
C)/ 道间温度9 150 臂片(。
/及时间(min)焊后热处理/焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气体流量(L/min)电流(A)电压(V)焊接速度(cm/min)热输入(kJ/cm)牌号①(mm)1SMAW J507 2.5//70-8018-202SMAW J507 3. 2//100-11020-223SMAW J507 4.0//130-15022-24/ // /////技术焊前清理坡口两侧20mm范围内须清除干净道间清理碳弧气刨或角向磨光机背面清根碳弧气刨或角向磨光机迎其它:焊前焊条烘干300℃-400℃,时间为2h,对接间隙预留尾部收缩量,对接预留反变形Q3-5°编制XXX 日期2021年10月4日审核XXX 日期2021年10月4日工程名称 XX 建筑钢结构 指导书编号WPS2021-01焊接方法 SMAW 焊接位置 F 设备型号 BX1-300电源极性 交流母材型号 Q235B类别I生产厂宝钢母材板厚或 管径X 壁厚12 mm热轧或热处 理状态热轧施焊工艺参数记录施焊环境 面室内/口室外环境温度(°C)25相对湿度 65%预热温度(°C)/道间温度(°C)150后热温度(°C)/时间(min)/后热处理/技术措施焊前清根坡口两侧20mm 范围内须清除干净 道间清理碳弧气刨或角向磨光机背面 碳弧气刨或角向磨光机其他焊前焊条烘干300℃-400℃,时间为2h,对接间隙预留尾部收缩量,对接预留反变形 Q3-5°焊工姓名 XXX 资格代号 HJ005级别 中级施焊日期2021年10月4日 记录XXX日期2021年10月4日审核XXX日期2021年10月4日焊 条牌号 J507 型号 E5015类型 碱性生产厂 天津金桥 批号 21030325 烘干温度 (℃)350时间 (min)120焊丝牌号 / 型号 / 规格 (mm)/生产厂 / 批号 / 焊剂牌号/规格 (mm) / 生产厂 /烘干温度(°C)/时间(min ) /焊接接头尺寸及施焊道次顺序道次 焊接方法焊条(焊丝) 直径(mm )保护气体 流量(min ) 电流 (A )电压 (V )焊接速度 (cm/min )1 SMAW 2.5 /75-90 18-202SMAW 3.2 / 110-130 20-223SMAW4.0/160-18022-24热输入 (KJ/cm)备注焊接材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
≤≤
评定结论:本评定按《钢结构焊接规范》(GB50661)规定,根据工程情况编制工艺评定指导书、制作焊接试
样
并进行相关检测试验,应用检测试验结果进行评定,确认所用材料、施焊条件及工艺参数适用本评定报告的
范围。
≤0.12≤0.900.034800.0150.015硬度试验合格宏观金相弯曲试验HYHI14-803a=40 α=180°GB/T232-2010合格冲击试验HYHI14-80360GB/T229-2007合格拉力试验HYHI14-803482GB/T228-2002合格表面探伤HGP-14-003JB/T4730.2-2005合格超声波HGP-14-003JB/T4730.2-2005合格X光HYHI14-061JB/T4730.2-2005合格外观WPS-14-005焊缝宽32mm、宽窄差1.5mm、焊缝高1.8mmGB/T1591焊后热处理电加热试验(检查)项目试验报告编号试验参数依据标准结论预热温度300 ℃接头形式坡口形式V型 ℃电源及极性DCEP150±15焊接位置1G清根工艺碳刨后热温度 ℃焊接设备型号NBC500-1南通华袆气体有限公司层间温度焊接方法FCAW焊接工艺不摆动CO2φ4.0350℃x1hφ1.2焊条哈焊所华通焊业股份有限公司J506实心焊丝哈焊所华通焊业股份有限公司E501T-1药芯焊剂或气体55028.5焊接材料材料名称生产厂家牌号类型直径(mm)烘干制度(℃×h)备注55028复检结果0.071.540.820.014800.02480MPaMPa(J)标准要求≤1.750.0355029
PReRmAKV单位(%)(%)(%)(%)(%)化学成分和力学性cMnSiS
出厂检验
0.071.540.82
钢印号13ND087母材钢号13ND087规格t=25生产厂家鞍钢焊工姓名邱祖明资格代号S级别
Q345B
评定项目对接焊接试件执行标准
《钢结构焊接规范》(GB 50661-
2011)
试样焊接单位南通新华钢结构工程有限公司施焊日期
2016年 04 月11 日
钢结构焊接工艺评定报告
苏 GJ3.3.1
工程名称唯亭福斯流体控制项目二期厂房、铁屑仓库土建、水电工程工程地点
唯新路49号
###########质量员##########江省建设工程质量监督总站监制谢仁静###########技术负责人徐建华焊工邱祖明
接试
适用本评定报告的
格
格
格
格
格
格
格
结论
28.5
备注
28
(J)
29
AKV
3ND087
661-
011)
.1
######
站监制