缠绕式提升机及矿用提升绞车安装试运转分项工程质量验收记录
运输绞车安装验收单

1、斜巷中间安装超速挡车器,吊梁使距挡车栏前端(吊挂端)的距离应为25m~27m之间,撞杆(下端为刚性)的底端距轨道面距离1m~1.1m之间。2、坡度在18度以上时每100米设一组,小于18度时每150米设一组。
安装质量
安全
距离
绞车安装在轨道中心线位置时,提升中心线与轨道中心线误差不得大于50毫米,绞车在轨道一侧安装时,其外缘距轨道外侧不得小于0.5米。
4、任何情况下不准把斜坡作为停、存车场。
弯道
小绞车甩车场弯道提升时必须保证钢丝绳不磨帮,严禁长距离弯道提升
主副道间距
采掘运输巷道内,主副道两车之间的间距不得小于0.2m。
钢丝绳及保险绳
*压绳
及缠绳
1、钢丝绳在滚筒上要做到不爬绳、不咬绳、不跳绳、排列整齐,绞车滚筒的缠绳最外层距滚筒边缘的距离不小于其绳径的2.5倍最小不得小于50mm。
操作
机构
1、倾斜井巷调度绞车必须配备闭锁闸把。
2、检查小绞车制动闸和工作闸时闸带必须完整无断裂,磨损厚度不得小于4mm,铆钉不得磨闸轮,闸轮磨损不得大于2mm,表面光洁平滑,无明显沟痕,无油泥;各部螺栓、销、轴、拉杆螺栓及背帽、限位螺栓等完整齐全,无弯曲变形
绞车基础质量
*基础
浇灌
1、服务时间超过1个月以上的绞车必须用混凝土打永久基础。基础深度为:(1)JD-40KW绞车为800mm;(2)55kw~90kw绞车=1150mm,绞车底盘应高出底板150mm。2、若绞车的基础坑挖够深度仍不见岩石底板时,要在基础坑底面上补打Φ18×1600的锚杆,锚杆露出基础坑底面600mm,以便与混凝土基础锚固在一起,补打锚杆的数量为:(1)JD~25、40KW绞车均布4根;(2)55kw~90kw绞车均布10根。验收基础时,附带绞车基础图。3、绞车基础原则上不允许悬空,如果基础悬空,则基础深度必须加上基础悬空的高度,且绞车基础锚杆或基础螺栓至基础前、后悬空端的距离不得低于0.6m,至基础两侧悬空点的距离不得小于0.。4、绞车基础为岩石时,施工区队必须提前2天向机电运输科提供由地测科工程师签字确认的绞车基础位置为岩石底板的证明后,才能将锚杆作为绞车基础螺栓使用,40kw及其以下绞车使用Φ18×2000锚杆,40kw绞车以上绞车使用Φ20×2000锚杆,绞车基础锚杆必须做拉拔试验:绞车基础锚杆拉拔力要求不低于100KN。
GB-50270-98-连续输送设备安装工程施工及验收规范

中华人民共和国国家标准连续输送设备安装工程施工及验收规范Code for construction and acceptance of Continuous Conveyer equipment inStallationengineeringGB 50270—98主编部门,原中华人民共和国机械工业部批准部门:中华人民共和国建设部施行日期:1 9 9 8年1 2月1日中国计划出版社1998 北京关于发布《机械设备安装工程施工及验收通用规范》等十项国家标准的通知建标[1998]9号根据国家计委计综[1986]2630号文和计综[1987]2390号文的要求,由原机械工业部会同有关部门共同修订的《机械设备安装工程施工及验收通用规范》等十项标准,已经有关部门会审。
现批准下列规范为强制性国家标准,自一九九八年十二月一日起施行。
原国家标准《机械设备安装工程施工及验收规范》TJ231及《制冷设备安装工程施工及验收规范》GBJ66—84同时废止。
《机械设备安装工程施工及验收通用规范》GB50231—98《连续输送设备安装工程施工及验收规范》GB50270—98 -《金属切削机床安装工程施工及验收规范》GB50271—98《锻压设备安装工程施工及验收规范》GB50272—98《工业锅炉安装工程施工及验收规范》GB50273—98《制冷设备、空气分离设备安装工程施工及验收规范》GB50274——98《压缩机、风机、泵安装工程施工及验收规范》GB50275—98《破碎、粉磨设备安装工程施工及验收规范》GB50276—98《铸造设备安装工程施工及验收规范》GB50277—98《起重设备安装工程施工及验收规范》GB50278—98上述规范由国家机械工业局负责管理,具体解释等工作由机械工业部安装工程标准定额站负责,出版发行由建设部标准定额研究所负责组织。
中华人民共和国建设部一九九八年八月二十七日修订说明本规范是根据国家计委计综(1986)450号文的要求,由原机械工业部负责主编,具体由机械工业部安装工程标准定额站会同有关单位共同编制而成。
小绞车安装验收记录

小绞车安装使用管理台账
单位:掘进五区
责任人:张衍庆
小绞车安装验收记录
矿别:曹庄煤矿验收时间:年月日
使用单位使用地点使用方法绞车型号绞车编号固定方式安装时间使用时间锚固力实验制动装置绞车排绳保安绳连接安全间隙绞车护身板管理牌板其他项目
合格□不合格□合格□
不合格□
合格□
不合格□
合格□
不合格□
合格□
不合格□
合格□
不合格□
合格□
不合格□
合格□
不合格□
电气装置验收电机固定牢固,运行正常,无异响、无煤泥,风叶、护罩完好无损伤。
合格□
不合格□按钮灵敏可靠;声光信号齐全、灵敏、清晰,位置合理;实行牌板化集中管理。
合格□
不合格□接地装置符合要求,连接无松动;电缆吊挂整齐,无挤压变形,引入装置完好。
合格□
不合格□控制开关整定合理,短路、过载、漏电、断相等保护齐全,灵敏可靠,无失爆。
合格□
不合格□
锚固力锚杆数量(根) 锚杆直径(mm)锚杆长度(m)
锚杆编号1号(前左)2号(前右)3号(后左)4号(后右)标准值(KN)≥50 ≥50 ≥50 ≥50
实验值(KN)
验收结论
验收意见:
参加验收人员:验收负责人:
注:安装单位安装完成自检合格后,参加验收人员(小班电工、班组长)签字,验收负责人(跟班副区长)签字,并由当班小班电工交维修排长封存备案管理,逾期不交者,每人次考核100元。
AQ 1015-2005煤矿在用缠绕式提升机系统安全检测检验规范

液压防爆提升机和提升纹车还应是具有符合 J 81安全性能 B 8 9 要求的产品。
检验 项目及技 术要求
1 机房
11 机房照明设施齐全 , . 光线充足 , 光照度适宜 , 有应急照 明设施 。 且应
1 按 G / 36, . 2 BT 8作业场所的噪声不应超过 8 d( ) 7 5 A 。大于8 d( ) 需配备个人防 B 5 A 时, B 护用品; 大于或等于 9 d( ) 还应采取降低作业场所噪声的措施。 0 A 时, B
i-evc w n e sse fr a mie nsrie d r tm c l n i y o o
20 -30 发 布 050-7
20 -80 实施 050-1
国家安全生产监督管理总局
发 布
AQ 0 5 2 0 1 1- 0 5
前
本标准的附录 A是资料性附录 。
言
本标准由矿用产品安全标志办公室提 出。 本标准由国家安全生产监督管理总局归 口。 本标准主要起草单位 : 矿用产品安全标志办公室 、 国家安全生产上海 矿用设备 检测检验 中心、 河南 煤 矿安全监察局。 本标准主要起草人 : 国键 、 王 袁庆 国、 刘红新、 陈在学 、 胡韶华 。 本标准为首次发布 。
绞车安装验收报告工作表
1、设备选型、配置。 2、滚筒容绳量、钢丝绳、勾头保险绳插接。 3、中心线偏角、水平度。 4、声光信号。 验收项目 5、绞车各部件符合完好标准,安全设施种类、数量、位 置、动作灵敏可靠。 6、安装位置、基础硐室及相关尺寸规格。 7、锚杆锚固力拉力试验。 8、绞车安装技术措施。
经联合验收,该绞车安装合格( 不同意( )投入运行。 参加验收人员: 安 全 处: 验收结果 生 产 处: ,同意(
)
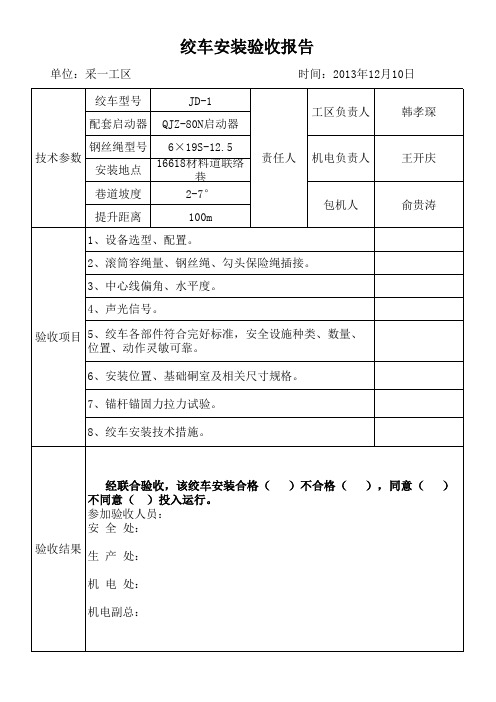
绞车安装验收报告
单位:采一工区 绞车型号 配套启动器 技术参数 钢丝绳型号 JD-1 QBZ-60N启动器 6×19S-12.5 责任人 机电负责人 王开庆 时间:2013年12月10日 工区负责人 韩孝琛
安装地点 16618运输巷联络巷 巷道坡度 提升距离 2-20° 100m 包机人 苏长峰
1、设备选型、配置。 2、滚筒容绳量、钢丝绳、勾头保险绳插接。 3、中心线偏角、水平度。 4、声光信号。 验收项目 5、绞车各部件符合完好标准,安全设施种类、数量、位 置、动作灵敏可靠。 6、安装位置、基础硐室及相关尺寸规格。 7、锚杆锚固力拉力试验。 8、绞车安装技术措施。
经联合验收,该绞车安装合格( 不同意( )投入运行。 参加验收人员: 安 全 处: 验收结果 生 产 处: 机 电 处: 机电副总:
经联合验收,该绞车安装合格( 不同意( )投入运行。 参加验收人员: 安 全 处: 验收结果 生 产 处: 机 电 处: 机电副总:
)不合格(
),同意(
)
绞车安装验收报告
单位:采一工区 绞车型号 配套启动器 技术参数 钢丝绳型号 安装地点 巷道坡度 提升距离 JD-1 QBZ-60N启动器 6×19S-12.5 16618材料道 2-7° 150m 包机人 俞贵涛 责任人 机电负责人 王开庆 时间:2013年12月10日 工区负责人 韩孝琛
提升机安装工程质量标准
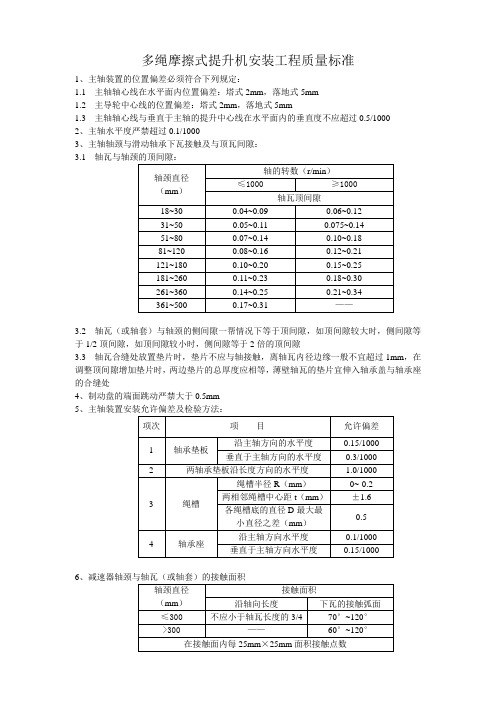
多绳摩擦式提升机安装工程质量标准1、主轴装置的位置偏差必须符合下列规定:1.1 主轴轴心线在水平面内位置偏差:塔式2mm,落地式5mm1.2 主导轮中心线的位置偏差:塔式2mm,落地式5mm1.3 主轴轴心线与垂直于主轴的提升中心线在水平面内的垂直度不应超过0.5/10002、主轴水平度严禁超过0.1/10003、主轴轴颈与滑动轴承下瓦接触及与顶瓦间隙:3.13.2 轴瓦(或轴套)与轴颈的侧间隙一帮情况下等于顶间隙,如顶间隙较大时,侧间隙等于1/2顶间隙,如顶间隙较小时,侧间隙等于2倍的顶间隙3.3 轴瓦合缝处放置垫片时,垫片不应与轴接触,离轴瓦内径边缘一般不宜超过1mm,在调整顶间隙增加垫片时,两边垫片的总厚度应相等,薄壁轴瓦的垫片宜伸入轴承盖与轴承座的合缝处4、制动盘的端面跳动严禁大于0.5mm5678、导向轮中心线与主导轮中心线的重合度严禁超过1.0mm9、导向轮轴心线与主导轮轴心线在水平面内的平行度严禁超过0.3/100010、导向轮轴心线与设计中心线在水平面内的位置偏差严禁超过2.0mm11、导向轮轴心线的水平度严禁超过0.2/10001213、盘式制动器安装:13.1 同一副闸瓦与制动盘两侧的间隙应一致,其偏差严禁超过0.1mm13.2 、各制动器制动缸的对称中心在铅垂面内的重合度严禁超过3mm13.3、同一副制动器的支架端面与制动盘中心线平面间距离允许偏差±5.0mm13.4、同一副制动器两闸瓦工作面的平行度不应超过0.3mm13.5、制动器支架端面与制动盘中心线的平行度不应超过0.2mm13.6、闸瓦与制动盘的间隙不应超过1.0mm13.7、闸瓦与制动盘的接触面积不小于60%14、液压站制动手把在全制动位置时,直流毫安表必须接近于零;制动油缸残压必须低于0.5Mpa缠绕式提升机安装工程质量标准1、主轴轴颈与滑动轴承下瓦接触及与顶瓦间隙同摩擦式提升机2、主轴装上卷筒后的水平度:滚筒直径2m及其以上的提升机不超过0.1/1000;滚筒直径2m以下的矿用提升绞车不超过0.2/10003、轴承座与底座必须紧密接触,其间严禁加垫片4、轴瓦与轴承座必须接触良好,轻敲轴瓦时轴瓦能转动56、7、衬木车削绳槽深度为0.2~0.3d(d为所用钢丝绳直径)8、两绳槽中心距为d+2~3mm9、车削后的两滚筒直径(双筒)允许偏差为2mm10、减速器输出轴的水平度严禁超过0.5/1000,其余各轴以齿轮啮合为准1112、瓦块式制动器安装:12.1 传动装置的杠杆中心线与制动拉杆中心线的重合度不超过0.5mm,各滑阀或活塞应移动灵活,不应有阻滞现象12.2 同一制动轮两侧闸瓦中心面的重合度严禁超过2mm,各闸瓦中心平面与制动轮工作面宽度中心平面的重合度严禁超过2mm12.3 闸瓦必须固定牢固,制动梁与挡绳板不应相碰,其间隙不得小于5mm12.4 闸座各销轴轴心线与主轴轴心线铅垂面的水平距离的偏差不应超过±1mm12.5 闸座各销轴轴心线与主轴轴心线水平面的垂直距离的偏差不应超过±1mm12.6 闸瓦工作时,沿闸轮应接触均匀。
斗式提升机安装工程检验批质量验收记录表

单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
项 别
项目
质量
施工单位检查评定记录
监理(建设)
单位验收记录
主 控 项 目
1
试运转
必须达到下列要求:
(1) 无负荷试运转1小时,滑动轴承的温度不得 超 过60°C,滚动轴 承的温度不 得超过70°C
年月日
项
允许偏差
1
焊口平直度
管壁厚度
(mm)
≦10
管壁厚的1/5
>10~20
2㎜
>20
3㎜
般 项 目
项目
允许偏差
1
机壳直线度
+10㎜
2
提升机中心线铅垂度累计不大于镐
3
上皮带轮轴或线重合度
施工单位检查评定结果
专业工长(施工员)
施工工班长组长
项目专业质量检查员:
(2) 运转时,,不跑偏,料斗不得碰机壳,运行 平稳
(3) 机壳法兰连接处和检查门闭合处必须严密, 不得有漏灰现象
般 项 目
2
平皮带搭接
搭接长度至少应距三个料斗, 接头倾斜方向与运动方 向一致。料斗与皮带连接螺栓应紧固,拉紧滚筒,拉 紧后应留有1/2的行程
3
链条连接
链条长度应相同, 料斗应相互平行。 料斗的挂钩螺栓 应紧固并应加弹簧垫圈和开口销或使用双螺母和开 口销
2016-2017年提升机安装工程质量标准(总结)

多绳摩擦式提升机安装工程质量标准1、主轴装置的位置偏差必须符合下列规定:1.1 主轴轴心线在水平面内位置偏差:塔式2mm,落地式5mm1.2 主导轮中心线的位置偏差:塔式2mm,落地式5mm1.3 主轴轴心线与垂直于主轴的提升中心线在水平面内的垂直度不应超过0.5/10002、主轴水平度严禁超过0.1/10003、主轴轴颈与滑动轴承下瓦接触及与顶瓦间隙:3.1 轴瓦与轴颈的顶间隙:3.2 轴瓦(或轴套)与轴颈的侧间隙一帮情况下等于顶间隙,如顶间隙较大时,侧间隙等于1/2顶间隙,如顶间隙较小时,侧间隙等于2倍的顶间隙3.3 轴瓦合缝处放置垫片时,垫片不应与轴接触,离轴瓦内径边缘一般不宜超过1mm,在调整顶间隙增加垫片时,两边垫片的总厚度应相等,薄壁轴瓦的垫片宜伸入轴承盖与轴承座的合缝处4、制动盘的端面跳动严禁大于0.5mm5678、导向轮中心线与主导轮中心线的重合度严禁超过1.0mm9、导向轮轴心线与主导轮轴心线在水平面内的平行度严禁超过0.3/100010、导向轮轴心线与设计中心线在水平面内的位置偏差严禁超过2.0mm11、导向轮轴心线的水平度严禁超过0.2/10001213、盘式制动器安装:13.1 同一副闸瓦与制动盘两侧的间隙应一致,其偏差严禁超过0.1mm13.2 、各制动器制动缸的对称中心在铅垂面内的重合度严禁超过3mm13.3、同一副制动器的支架端面与制动盘中心线平面间距离允许偏差±5.0mm13.4、同一副制动器两闸瓦工作面的平行度不应超过0.3mm13.5、制动器支架端面与制动盘中心线的平行度不应超过0.2mm13.6、闸瓦与制动盘的间隙不应超过1.0mm13.7、闸瓦与制动盘的接触面积不小于60%14、液压站制动手把在全制动位置时,直流毫安表必须接近于零;制动油缸残压必须低于0.5Mpa缠绕式提升机安装工程质量标准1、主轴轴颈与滑动轴承下瓦接触及与顶瓦间隙同摩擦式提升机2、主轴装上卷筒后的水平度:滚筒直径2m及其以上的提升机不超过0.1/1000;滚筒直径2m以下的矿用提升绞车不超过0.2/10003、轴承座与底座必须紧密接触,其间严禁加垫片4、轴瓦与轴承座必须接触良好,轻敲轴瓦时轴瓦能转动5、主轴及主轴承安装的允许偏差项目:6、7、衬木车削绳槽深度为0.2~0.3d(d为所用钢丝绳直径)8、两绳槽中心距为d+2~3mm9、车削后的两滚筒直径(双筒)允许偏差为2mm10、减速器输出轴的水平度严禁超过0.5/1000,其余各轴以齿轮啮合为准11、减速器联轴器安装的允许偏差项目12.1 传动装置的杠杆中心线与制动拉杆中心线的重合度不超过0.5mm,各滑阀或活塞应移动灵活,不应有阻滞现象12.2 同一制动轮两侧闸瓦中心面的重合度严禁超过2mm,各闸瓦中心平面与制动轮工作面宽度中心平面的重合度严禁超过2mm12.3 闸瓦必须固定牢固,制动梁与挡绳板不应相碰,其间隙不得小于5mm12.4 闸座各销轴轴心线与主轴轴心线铅垂面的水平距离的偏差不应超过±1mm12.5 闸座各销轴轴心线与主轴轴心线水平面的垂直距离的偏差不应超过±1mm12.6 闸瓦工作时,沿闸轮应接触均匀工会党支部工作总结[工会党支部工作总结] xxxx年,我们工会党支部在师直党工委的正确领导下,认真学习贯彻“三个代表”重要思想,学习党的十六届四中全会精神,自觉用“三个代表”重要思想指导工作,进一步加强党支部的建设,在工作中较好的发挥了政治核心和战斗堡垒作用,工会党支部工作总结。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制动力矩调试应符合规范第5.3.27条规定。
3
调试盘式制动系统应符合规范第5.2.36条规定。
4
调试调绳装置应符合规范第5.3.29条规定。
5
提升机和矿用提升机绞车的无负荷运转和负荷试运转应符合规范第5.3.30条要求。
6
试运转合格后,减速机内的油品应全部更换为新油。
7
试运转合格后,提升机主机及其附属装置设备清洁,油漆完整,其检验方法及管路涂漆的要求应符合规范第5.2.38条的规定。
分包单位
检查验收结果
项目专业质量检查员:
项目专业技术负责人:年月日
施工单位
检查验收结果
项目专业质量检查员:
项目专业技术负责人:年月日
监理(建设)单位
验收结果
监理工程师:
(建设单位项目专业技术负责人)年月日
缠绕式提升机及矿用提升绞车安装试运转分项工程质量验收记录
单位工程名称
பைடு நூலகம்分部工程名称
施工单位名称
项目经理
监理单位名称
总监理工程师
分包单位名称
分包项目经理
专业工长
专业班组长
执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)
单位验收记录
主控项目
1
提升机安装完毕后,应进行调试和试运转(包括空载运转和负载运转),调试和试运转应符合设备技术文件的规定。