出磨42.5
模具试题答案

一、选择题CBCBD ADCBA AADCA二、填空题(每题2分,共20分)1、冷冲模模架是由上模座、下模座、导柱、导套组成。
2、当工序基准与设计基准不重合时,工序尺寸及其上下偏差是通过工艺尺寸链的换算来确定的。
3、模具加工中,工艺装备的选择是指机床夹具、刀具、量具和检具的选择。
4、塑性材料在较低的速度下切削时表面上易形成鳞刺。
5、数控加工工艺路线设计中划分工序按照所用刀具应遵循少换刀的原则。
6、在仿形铣削之前,应先做好准备工作,包括制作靠模、仿形触头和铣刀等,然后才能进行仿形加工。
7、成形磨削的方法有两种:成形砂轮磨削和夹具磨削法。
8、在模具精加工制造中,一般以夹具磨削法为主,以成形砂轮磨削法为辅。
9、磨料的选择主要有磨料的种类和粒度。
10、凸凹模在使用过程中将产生工作应力,所以工作一段时间后应该及时卸下对其进行消除应力处理,如低温回火、时效处理等。
三、判断题(正确的打“√”,错误的打“×”。
每小题1分,共10分)1、采用成形磨削加工,是将被磨削的成形表面划分成若干个单一的平面和圆柱面等简单形状,然后逐段进行磨削的加工。
(√)2、模具零件的加工中常采用查表修正法确定工序的基本余量。
(√)3、仿形铣削时,为了能加工出型腔的全部形状,铣刀端部的圆弧半径必须大于被加工表面凹入内圆弧的最小半径。
(×)4、机械加工的最初工序只能用工件毛坯上未经加工的表面做定位基准,这种定位基准称为粗基准,粗基准一般只能使用一次。
(√)5、零件结构的工艺性分析中,当同一方向有多处凸台时,各凸台的表面可以有高有低,不影响加工的工艺性。
(×)6、光整加工可以修正零件的几何形状误差和相互位置误差。
(×)7、对于孔系的加工,一般是在坐标镗床或坐标磨床上加工。
(√)8、模具零件的加工,从毛坯到成品所有的加工工序都应该在数控机床上完成。
(×)9、仿形触头的倾斜角应大于靠模工作面上的最小倾斜角。
水泥磨技术参数(精)
【水泥磨技术参数】4.213水泥磨的钢球级配4.213水泥磨的钢球级配3.0m×13m高细水泥磨提高水泥颗粒级配的效果2007-12-29 作者:作者:王贵生贵阳市麟山水泥厂SA水泥厂3.0m×13m开流高细磨生产水泥,产量45~48t/h,比表面积>360m2/kg,3~32μm水泥颗粒含量63%~65%,混合材掺量达到40%~45%,其中工业废渣掺量>35%,创造了较好的经济效益和社会效益。
1磨机工艺技术参数(表1)主电机:YR1400-8/(1400kW/10kV)减速机:JD×900输送设备:进料提升机:NE100×12.6m/11kW/90t/h出料提升机:NE100×21.6m/11kW/90t/h成品提升机:NE100×32.6m/22kW/90t/h成品链式输送机:FU315×26m/11kW/80t/hMB30130高细磨共分四仓,一、二仓中间为内选粉筛,双层隔仓板结构,物料经一仓破碎冲击作用,进入二仓,在二、三仓设有筛分双层隔仓板装置,筛板篦缝孔径在5mm;三、四仓设有普通双层隔仓板,活化挡料环,磨尾出料装置与筛粉隔仓板相似;出料端采用组合式出料篦板,实现了料和球的分离。
一仓、二仓装有阶梯衬板,三仓、四仓装有小波纹衬板。
2磨机研磨体级配入磨熟料采用新型干法窑熟料,平均入磨粒度15mm,根据入磨粒度确定平均球径:,由于没有预破碎,开路磨一仓平均球径要增大1~2mm,各仓填充率是一仓小于二仓,二仓大于三仓,三仓小于四仓,研磨体全部采用钢球级配。
采用逐渐增大级配的方法,第一级小、第二级逐渐增大级配,一仓平均级配71.13mm,二仓球径41.16mm,三仓球径29.35mm,四仓球径16.84mm。
研磨体总重量108t,其级配见表2。
3水泥颗粒级配的效果采用高细磨生产水泥,有利于提高水泥的颗粒级配。
水泥细粉是由大小不同的颗粒组合的混合粉体,水泥颗粒对水泥强度影响较大,文献报道?眼1?演?熏3~32μm的颗粒是水泥熟料主要活性部分,对强度增长率起主要作用。
水泥磨提产改造方案
极低,有效地延长了其使用寿命。
⑹ 主轴下轴承密封采用新的设计方案,采用了干油站强制润滑轴承, 有效地解决了轴承进灰和漏油两项重大难题,切实有效地延长了轴承使用 寿命。 ⑺ 高效率的集尘系统可将30μm以下颗粒及时并大量地收集进入成品
,有效地提高了产品的比表面积。
四、高效涡流选粉机性能参数:
4.3 Sepax高效涡流选粉机特点
四、高效涡流选粉机性能参数:
85%以上,但其系统装机容量却要降低30%,且可在正压下工作,细粉 收集仅采用高效旋风筒即可,无需再配置庞大的气箱脉冲袋式除尘器, 这样不但降低了粉磨电耗,而且也降低了投资费用(省去了气箱脉冲袋 式除尘器)和维护保养费用。与转子式选粉机相比其分级效率高出15% ,而装机容量却差不多,因而产量要高出20~30%。
1.3.2产、质量指标
时间
辊压机 辊压机 出磨提 入磨提 80um 比 表 项目名 选粉机 磨机电 筛 余 m2/kg 台时t/h 动辊电 定辊电 升机电 升机电 称 电流 流 ≦1.2% >370 流 流 流 流
345 125 35 32 99 130 180 160
14:00 PO42.5 0.4
3 、布袋收尘器JMPL128-2X8D,处理风量150000m3/h,过滤风 速1.07m/min,系统阻力≦1500Pa,风机GY75T-VN021F,风 量180000m3/h,压力7500Pa,电机YJTGKK5003-6/560kw 4、球磨机Ǿ3.8X13m,二仓,其中一仓长2.75m,二仓9.75m。电
⑶ 与O-Sepa涡流选粉机相比, Sepax涡流选粉机增加了分散、预分
级装置。采用航空空气动力学分析方法对整个流场进行了优化设计;采用 悬浮分散技术使物料充分分散;采用预分级技术,有效地减小了大小颗粒 间的干扰,为精确分级创造了条件。 ⑷ Sepax涡流选粉机与尺寸相近的离心式、旋风式、单(双)转子
工艺质量试题库

水泥生产工艺质量考试资料一一、填空1、普通42.5水泥国家标准规定3天抗压强度(≥17.0MP),28天抗压强度(≥42.5MPa)。
2、认证是第三方依据程序对产品、过程或服务(符合规定)的要求给予书面保证,认证可分为(产品质量认证)和(质量体系认证)两种类型。
3、为确保检验数据准确性和重复性,化验室对各检验岗位人员要组织定期密码抽查和操作考核;对生产控制岗位每人每月不少于(4个样品),对化学全分析岗位每人每月不少于(2个样品)。
4、GB/T17671中规定水泥强度检验时的标准砂采用中国ISO标准砂,检验时采用的水灰比是(0.5)。
5、GB/T17671标准中规定养护池中水的温度应保持(20℃±1℃)。
湿气养护箱相对湿度应控制在(≥90%)。
6、美国的著名质量专家朱兰博士把质量管理的三个过程,即(质量策划)、(质量控制)和(质量改进)称为构成质量管理三部曲。
7、按《中华人民共和国标准化法》规定,我国标准分为四级,即(国家标准)、(行业标准)、(地方标准)和(企业标准)。
8、关于混凝土的使用时间,一般情况,当气温高于25℃,砼从搅拌机卸出到浇筑完毕的延续时间不宜超过(1 )小时,当气温低于25℃,不宜超过(1.5)小时。
9、JC/T853-2008标准规定,熟料的C3S+C2S不得小于(66%),CaO/SiO2不得小于(2.0)。
10、质量是一组(固有特性)满足要求的能力。
12、水泥企业起用新一批标准砂之前,应将新一批标准砂用同一水泥进行性能对比试验,当检验结果误差不超过(±1.5%)时,新一批标准砂方可使用。
12、寻求2个或 2个以上变量间关系的方法,称为(回归分析法)。
13、样品保存主要是为对实验结果(复检)、(抽查)、(发生质量纠分时进行仲裁),因此样品一定要妥善保管。
14、水泥中四种矿物中水化速度最快的为(C3A)。
15、安定性试饼直径(70~80 )mm,中心厚约(10 )mm,边缘渐薄。
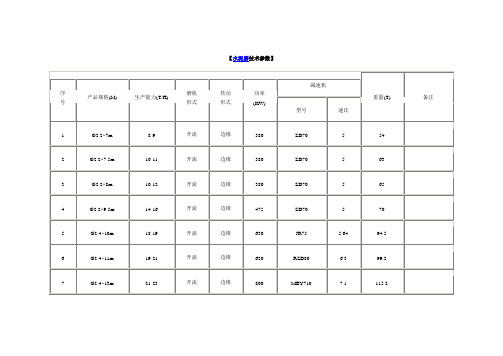
3013磨机技术参数
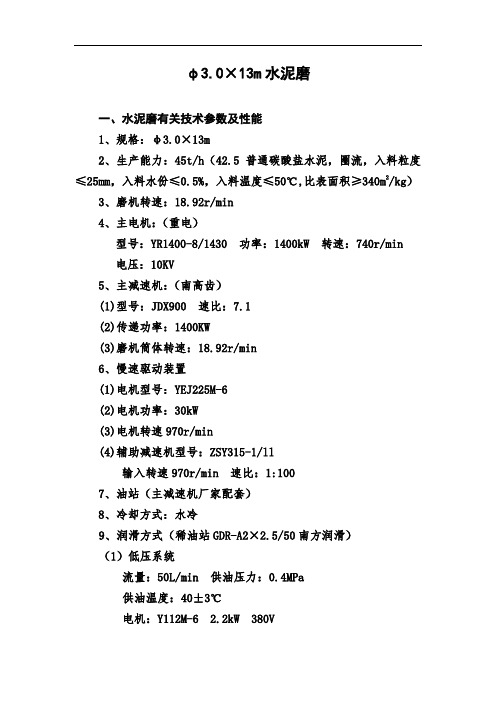
φ3.0×13m水泥磨一、水泥磨有关技术参数及性能1、规格:φ3.0×13m2、生产能力:45t/h(42.5普通碳酸盐水泥,圈流,入料粒度≤25mm,入料水份≤0.5%,入料温度≤50℃,比表面积≥340m2/kg)3、磨机转速:18.92r/min4、主电机:(重电)型号:YR1400-8/1430 功率:1400kW 转速:740r/min电压:10KV5、主减速机:(南高齿)(1)型号:JDX900 速比:7.1(2)传递功率:1400KW(3)磨机筒体转速:18.92r/min6、慢速驱动装置(1)电机型号:YEJ225M-6(2)电机功率:30kW(3)电机转速970r/min(4)辅助减速机型号:ZSY315-1/ll输入转速970r/min 速比:1:1007、油站(主减速机厂家配套)8、冷却方式:水冷9、润滑方式(稀油站GDR-A2×2.5/50南方润滑)(1)低压系统流量:50L/min 供油压力:0.4MPa供油温度:40±3℃电机:Y112M-6 2.2kW 380V(2)高压系统泵型号:10SCY14-1B流量:2.5L/min供油压力:32MPa电机:Y112M-4 4kW 380V(3)其它性能油冷却器GLCQ3-7-0.63公称压力:0.63MPa冷却面积:7m2进水温度:<28℃加热器功率:SRYZ-220/4 功率4KW 220V工作介质:N33-N32011、设备重量:183t(不含传动装置及研磨体)二、主要零部件、材质1、筒体 Q235-B δ=32mm2、滑履轴承:下座 HT250瓦体HT250瓦衬(巴氏合金ZchSnSb11-6)3、衬板:中铬合金4、稀油站 GDR-A2×2.5/50(南方)5、控制柜及起动柜三、供货范围1、回转部分1套2、进料装置1套3、滑动主轴承装置(含轴瓦)2套4、出料装置1套5、衬板及双隔仓装置1套6、主电机 YR1400-8/1430 1400KW/10KV(重电)1台7、主减速机 JDX900(含油站)1台8、慢速驱动装置1套9、稀油站 XGD-A2×2.5/50 2只10、控制柜(含高压控制、低压起动、稀油站控制)1台11、联轴器1台套12、地脚螺栓1套。
水泥磨技术参数

【水泥磨技术参数】4.213水泥磨的钢球级配4.213水泥磨的钢球级配3.0m×13m高细水泥磨提高水泥颗粒级配的效果2007-12-29 作者:作者:王贵生贵阳市麟山水泥厂SA水泥厂3.0m×13m开流高细磨生产水泥,产量45~48t/h,比表面积>360m2/kg,3~32μm水泥颗粒含量63%~65%,混合材掺量达到40%~45%,其中工业废渣掺量>35%,创造了较好的经济效益和社会效益。
1磨机工艺技术参数(表1)主电机:YR1400-8/(1400kW/10kV)减速机:JD×900输送设备:进料提升机:NE100×12.6m/11kW/90t/h出料提升机:NE100×21.6m/11kW/90t/h成品提升机:NE100×32.6m/22kW/90t/h成品链式输送机:FU315×26m/11kW/80t/hMB30130高细磨共分四仓,一、二仓中间为内选粉筛,双层隔仓板结构,物料经一仓破碎冲击作用,进入二仓,在二、三仓设有筛分双层隔仓板装置,筛板篦缝孔径在5mm;三、四仓设有普通双层隔仓板,活化挡料环,磨尾出料装置与筛粉隔仓板相似;出料端采用组合式出料篦板,实现了料和球的分离。
一仓、二仓装有阶梯衬板,三仓、四仓装有小波纹衬板。
2磨机研磨体级配入磨熟料采用新型干法窑熟料,平均入磨粒度15mm,根据入磨粒度确定平均球径:,由于没有预破碎,开路磨一仓平均球径要增大1~2mm,各仓填充率是一仓小于二仓,二仓大于三仓,三仓小于四仓,研磨体全部采用钢球级配。
采用逐渐增大级配的方法,第一级小、第二级逐渐增大级配,一仓平均级配71.13mm,二仓球径41.16mm,三仓球径29.35mm,四仓球径16.84mm。
研磨体总重量108t,其级配见表2。
3水泥颗粒级配的效果采用高细磨生产水泥,有利于提高水泥的颗粒级配。
水泥细粉是由大小不同的颗粒组合的混合粉体,水泥颗粒对水泥强度影响较大,文献报道?眼1?演?熏3~32μm的颗粒是水泥熟料主要活性部分,对强度增长率起主要作用。
水泥磨机专业试题汇总

水泥磨机专业试题汇总一、填空题1、水泥磨机稀油站PLC在、和等情况下会发出稀油站故障信号。
2、产品细度的表示方法分三种,主要是、和。
3、出磨水泥温度不宜超过,温度过高,石膏发生脱水,使水泥发生现象,水泥入库前温度应低于,否则水泥会发生现象。
4、磨机粉磨仓堵塞,磨机排风机进口负压。
5、磨机的传动形式可分为、、。
6、磨机的最大球径是根据决定的。
7、袋收尘器按清灰装置的工作原理及结构特点分为式和式两类。
8、DCS的中文含义是,其结构主要是由、、组成。
9、磨研磨体对物料的作用有作用和作用二种。
10、隔仓板的篦孔小端为,大端为。
11、比表面积单位为。
12、在回粉、提升机功率、喂料量、和磨机通风几个参数中,对磨音压影响较大。
13、出磨水泥温度偏低,在正常情况下,提高出磨水泥温度的调节方法为主排风机风门开度,选粉转速,喂料量。
14、磨尾吐渣口排出的料渣中细灰量增加应判断为,如料渣中有较大的钢球,应判断为。
15、风机挡板三对应室有、、的对应16、中控操作记录必须在正点后分钟填写,严禁几小时或交接班时一次完成记录,记录数据要、、、。
17、研磨体在磨的三种运动状态为、、。
18、磨机饱磨的征兆主要表现为磨音,出磨斗提电流,磨尾负压,主电机电流。
19、斗式提升机的喂料方式有掏取式和,斗式提升机的卸料方式有三种形式:重力式、离心式和。
20、水泥磨机I仓衬板是主要作用是;II仓衬板是主要作用是。
21、硅酸盐水泥熟料的矿物组成主要为四种即C3S、C2S、、,熟料的化学成分主要有CaO、SiO2、、四种氧化物。
22、胶凝材料分为水硬性和。
23、辊压机开停机操作应遵循,原则。
24、磨机衬板作用是保护筒体和。
研磨体的三种运动状态中对物料粉磨效果最好。
25、出磨水泥产生假凝现象一般来说由于过高造成的。
26、把粉状物料按颗粒大小或种类进行选粉的操作过程称为。
27、水泥中四种矿物C3S、C2S、C3A、C4AF中水化速度最快的为。
28、目前最著名的三种粉碎理论:雷廷格的原理、克尔皮切夫和基克的原理和邦德的原理。
PC42.5水泥试生产总结及质量转换方案

方案生产品质处PC42.5水泥试生产总结暨正式生产转换方案签发人:根据海股质﹝2018﹞141号《关于应对停止生产P.C32.5R 水泥的通知》、(2019)第4期川渝区域管理委员会纪要的相关要求,重庆公司于2019年4月2日起正式开展P.C42.5水泥试生产。
为做好P.C42.5水泥正式生产销售转换,确保P.C42.5水泥各项指标符合国家及内控标准要求,出厂产品质量销售市场平稳受控。
现结合大磨试生产情况拟定总结报告,制定P.C42.5水泥正式转换控制方案。
一、试生产配料方案(一)配料方案1.根据GB175-2007《通用硅酸盐水泥》标准要求及P.C42.5水泥28天抗压强度≥47.0MPa的公司内控标准,P.C42.5水泥中熟料比例最高给定75%。
2.根据当前P.O42.5R水泥28天抗压强度情况结合P.C42.5水泥小磨实验数据,使用石灰石加不同混合材进行配料,寻求水泥后期强度符合标准要求的最佳方案。
3.石膏品种选择脱硫石膏、以及脱硫石膏与磷石膏搭配开展试生产。
4.由于公司处于助磨剂转型阶段,4月2日-4月14日使用0.5‰助磨剂,4月18日起掺加1.0‰高效复合助磨剂。
(二)试生产配料方案1.配料方案2.配料成本测算PC42.5水泥配料成本(一)PC42.5水泥配料成本(二)PC42.5水泥配料成本(三)PC42.5水泥配料成本(四)PC42.5水泥配料成本(五)PC42.5水泥配料成本(六)PC42.5水泥配料成本(七)PC42.5水泥配料成本(八)PC42.5水泥配料成本(九)二、试生产试验数据及总结结论:方案一比表面积控制指标为365±15m2/kg,方案五混合材使用石灰石、煤矸石(煅烧),未使用活性材料煤渣、锰渣,28天抗压未达到内控标准47MPa;方案八、九使用磷石膏28天抗压强度未出来,其余方案各项指标均符合国家标准、海螺内控标准要求。
其中方案六使用脱硫石膏,石灰石、锰渣配料,在目前已试验的方案中后期强度最高,水泥需水量较小,性能及强度均占优势,熟料比例有进一步下降空间。