直进式拉丝机技术方案
直进式拉丝机工作原理

直进式拉丝机工作原理直进式拉丝机是一种常用于金属加工的设备,其工作原理是通过拉伸金属材料,使其截面积减小,同时延长材料的长度。
本文将详细介绍直进式拉丝机的工作原理和相关应用。
一、工作原理直进式拉丝机主要由进料机构、拉伸区、收线机构、控制系统等组成。
其工作原理如下:1. 进料机构:将金属材料送入拉丝机的拉伸区。
进料机构通常由进料辊和导向装置组成,其作用是将金属材料引导到拉伸区并保持材料的稳定进给。
2. 拉伸区:是直进式拉丝机的核心部分。
拉伸区通常由多组拉伸辊组成,辊与辊之间的间距逐渐减小。
当金属材料通过拉伸区时,受到辊的挤压和牵拉,使其截面积减小,同时延长材料的长度。
3. 收线机构:将拉伸后的金属材料收取并卷绕起来。
收线机构通常由收线辊和收线盘组成,其作用是将拉伸后的材料收纳起来,并保持材料的整齐卷绕。
4. 控制系统:控制直进式拉丝机的运行和参数调节。
通过控制系统,可以实现对进给速度、拉伸力、辊的间距等参数的精确控制,以满足不同材料的加工要求。
二、应用领域直进式拉丝机广泛应用于金属加工领域,特别是钢铁、铝合金、铜合金等材料的加工和生产过程中。
其主要应用领域包括以下几个方面:1. 金属丝材生产:直进式拉丝机可以将金属坯料加工成各种规格和精度要求的金属丝材,用于制造电线、电缆、弹簧、紧固件等产品。
2. 金属管材生产:直进式拉丝机可以将金属管坯料加工成各种直径和壁厚的金属管材,广泛应用于建筑、机械、汽车等领域。
3. 金属棒材生产:直进式拉丝机可以将金属坯料加工成各种精度要求的金属棒材,用于制造轴承、零件、刀具等产品。
4. 表面处理:直进式拉丝机可以通过调整拉伸辊的参数,实现对金属材料表面的拉丝处理,提高材料的表面质量和光洁度。
5. 材料改性:直进式拉丝机可以通过拉伸过程中的冷加工,改变金属材料的晶粒结构和力学性能,提高其强度、硬度和韧性。
三、优势和发展趋势直进式拉丝机具有以下优势和发展趋势:1. 高效节能:直进式拉丝机采用连续拉伸的方式,具有高效能耗低的特点,可以有效提高生产效率和能源利用率。
LZ13-560直线式拉丝机技术要求
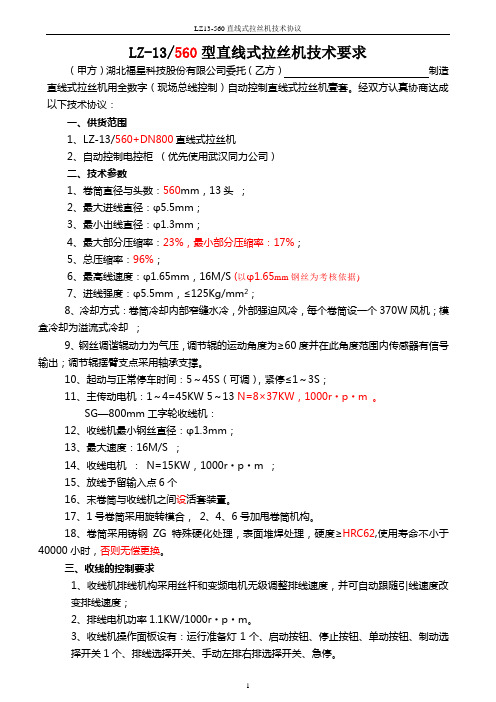
LZ-13/560型直线式拉丝机技术要求(甲方)湖北福星科技股份有限公司委托(乙方)制造直线式拉丝机用全数字(现场总线控制)自动控制直线式拉丝机壹套。
经双方认真协商达成以下技术协议:一、供货范围1、LZ-13/560+DN800直线式拉丝机2、自动控制电控柜(优先使用武汉同力公司)二、技术参数1、卷筒直径与头数:560mm,13头;2、最大进线直径:φ5.5mm;3、最小出线直径:φ1.3mm;4、最大部分压缩率:23%,最小部分压缩率:17%;5、总压缩率:96%;6、最高线速度:φ1.65mm,16M/S (以φ1.65mm钢丝为考核依据)7、进线强度:φ5.5mm,≤125Kg/mm2;8、冷却方式:卷筒冷却内部窄缝水冷,外部强迫风冷,每个卷筒设一个370W风机;模盒冷却为溢流式冷却;9、钢丝调谐辊动力为气压,调节辊的运动角度为≥60度并在此角度范围内传感器有信号输出;调节辊摆臂支点采用轴承支撑。
10、起动与正常停车时间:5~45S(可调),紧停≤1~3S;11、主传动电机:1~4=45KW 5~13 N=8×37KW,1000r·p·m 。
SG—800mm工字轮收线机:12、收线机最小钢丝直径:φ1.3mm;13、最大速度:16M/S ;14、收线电机:N=15KW,1000r·p·m ;15、放线予留输入点6个16、末卷筒与收线机之间设活套装置。
17、1号卷筒采用旋转模合,2、4、6号加甩卷筒机构。
18、卷筒采用铸钢ZG特殊硬化处理,表面堆焊处理,硬度≥HRC62,使用寿命不小于40000小时,否则无偿更换。
三、收线的控制要求1、收线机排线机构采用丝杆和变频电机无级调整排线速度,并可自动跟随引线速度改变排线速度;2、排线电机功率1.1KW/1000r·p·m。
3、收线机操作面板设有:运行准备灯1个、启动按钮、停止按钮、单动按钮、制动选择开关1个、排线选择开关、手动左排右排选择开关、急停。
LW LZ技术参数 象鼻子

LW1/600+LZ6/600直进式拉丝机+Φ750象鼻子卸线机一、供货范围:1. LW1/600+LZ6/600直进式拉丝机1台2.Φ750象鼻子卸线机1台二、技术参数(一)、LW1/600+LZ6/600直进式拉丝机:1.卷筒直径与头数:φ600mm,7头;(第一个头为飞轮式退线,自动积退丝)2.最大进线直径:Φ5.5mm;3.出线直径范围:Φ2.8mm~Φ2.35mm;Φ3.0mm~Φ2.35mm4.设备总压缩率:≤81%,平均道次压缩率:≤21.5%;5.拉丝速度:按高速轻载,低速重载原则设计;最高设计速度10m/s(拉制φ5.5mm→φ2.6mm时≤9m/s);6.材料进线强度:σb≤1250Mpa;7.冷却方式:卷筒内壁螺旋自除垢窄缝水冷;8.成品机台安装活套机构,活套轮配计M传感器(控制收线机与拉丝机之间的速度匹配);9.耗水量:16m3/h(水压0.12~0.2MPa),清水(最好经软化、沉淀及过滤处理);拉丝机组进水阀处水温≤31℃;10.压缩空气耗量(刹车及钢丝压紧一次):约 1.0m3/次(气压0.4~0.6MPa);11.电机制动及调谐辊动力:气动;12.起动与正常停车时间:10~40s(可调),紧急停车≤5s,快停10-15s(快停不断丝);13.主传动电机:交流变频电机,45KW,防护等级IP54,无锡亨达制造;14.模盒采用自流水冷(模盒按客户要求设计),冷却水槽安装缺水检测装置(缺水后生成警报,而且能自动停车),模盒带旋转搅粉装置(按客户要求设计),搅粉时间可调,拉丝模尺寸:用户提供(φ×);(二)、Φ750象鼻子卸线机:1.收线最大钢丝直径:φ3.0mm,收线最小钢丝直径φ2.35mm;2.用户提供收线花篮图纸(φ×φ×);3.收线最大速度:9m/s,正常工作速度6-7m/s;4.收线电机:交流变频电机,37KW,防护等级IP54,无锡亨达制造;5.象鼻子不带拉拔;三、技术要求:(一)、拉丝机:1.卷筒基体为铸钢45,卷筒拉拔表面堆焊,堆焊厚度≥3mm,堆焊高度≥200mm,卷筒喷焊表面光洁度0.8。
直进式拉丝机拉拔工艺及电机功率的计算
直进式拉丝机拉拔工艺及电机功率的计算作者:贾福旺凡俊锋来源:《城市建设理论研究》2014年第28期摘要以进线直径φ14mm、成品钢丝直径φ7mm,最大拉拔速度6m/s,进料钢丝抗拉强度1300MPa的预应力钢丝拉拔为例,介绍直进式拉丝机的拉拔工艺及电机功率的计算。
根据钢丝进出线直径计算出总压缩率。
依据线材拉拔特性及成品要求,初步设定平均压缩率,计算出拉丝机拉拔道次。
然后利用拉拔真伸长法计算出各道次压缩率,计算出各拉拔道次的钢丝直径,依据秒流量相等原则推导出各道次拉拔速度。
根据经验公式对各拉拔道次的钢丝强度和拉拔力进行计算,而后由拉拔力和拉拔速度计算出电机功率。
关键词拉丝机;拉拔工艺;功率计算;压缩率;真伸长值;拉拔力中图分类号:C35文献标识码: AAbstractLine diameter φ14mm, finished wire diameter φ7mm, the maximum drawing speed 6m / s, feed wire drawing 1300MPa tensile strength of prestressing steel for example, describes a straight wire drawing machine drawing process and electrical power calculations. According to the wire diameter of the inlet and outlet to calculate the total compression rate. Wire drawing based on the characteristics and requirements of the finished product, initially set the average compression ratio, calculated drawing machine drawing pass. Then use to calculate the compression ratio of each pass drawing really elongation method, calculated for each drawing pass the wire diameter, according to the principle of equal mass flow is derived for each pass drawing speed. According to the empirical formula is calculated for each pass wire drawing strength and pulling force, then the drawing force and drawing speed to calculate the motor power.Keywordsdrawing machine; drawing process; power calculation; compression ratio; true value of elongation; pulling force拉丝机对线材或棒材的预处理质量直接关系到标准件等金属制品生产企业的产品质量。
直进式拉丝机的开发和应用
直进式拉丝机的开发和应用直进式拉丝机是一种高速、高效、无弯曲、无扭转、强冷却、性价比非常卓越的无滑动连续式拉丝机,在欧美等发达国家或地区早已经得到广泛的应用。
国内金属制品行业由于种种原因,目前的干式拉拔设备仍以滑轮式拉丝机为主,其产品性能与直进式拉丝机的相比,差距甚远。
尽管直进式拉丝机较滑轮式拉丝机在生产效率、生产成本、产品质量等方面存在绝对的优越性,但其昂贵的一次性投资,使许许多多国内金属制品企业望而却步。
要降低一次性投资,冲破维修维护方面的制约,就必须自主开发,走国产化的路子。
本文介绍了恒基公司在消化吸收国外先进经验,融合自身实际使用情况,借助国内军工企业机架工能力和自动编程实力基础上开发出的直进式拉丝机。
1. 直进拉丝机组的组成如图1所示,该直进拉丝机组由放线、拉拔和收线三部分组成。
放线部分由两个鸭嘴式大盘重放线机构组成,每个最大容重 2.5t,使用时,正在使用的一盘坯料的线尾与另一备用坯料的线头相接,当正在使用的坯料用完后,就自动转到另一盘,实现不停机放线。
此外,还配备大盘重工字轮放线装置,以适合不同的放线要求;拉拔部分由9个干式拉拔单元组成,为方便大盘重工字轮放线时有足够换盘的时间,不必停机换轮,将第一个拉拔单元设计为滑轮式,其余的均为直进式。
传动方面,1~4号较低速的拉拔单元,拉拔力较大,初级采用XPB强力齿形三角带传动,次级采用硬齿面平面二次双包络弧面蜗轮副传动方式,结构紧凑,负载能力强。
5~9号较高速的拉拔单元,采用二级XPB强力齿形三角带传动,大大地降低高速的噪音和减少机械故障。
卷筒外表面喷焊耐磨硬质合金硬化处理,表面硬度HRC≥63,内壁采用小腔式大流量紊流水冷,具有自动除垢功能,确保有充分的冷却能力。
模具采用强迫水冷,能迅速将模具热量带走,保证高速拉拔时模具的硬度,总而言之,有效的冷却,是实现高速拉拔的先决条件之一;收线方面,能实现工字轮大盘重收线、线架大盘重收线、普通小盘捆扎兼容,可根据不同的收线要求随时切换,收线设备的传动均采用一级XPB强力齿形三角带传动,传动方式极为简洁精练。
直进式拉丝机技术方案
直进式拉丝机技术方案直进式拉丝机技术方案一、项目背景拉丝工艺是一种常见的材料加工工艺,广泛应用于机械、家电、汽车制造、建筑装修等领域。
目前市场上主要使用的拉丝机有两种类型:直线式拉丝机和盘式拉丝机。
但这两种机型在生产中都存在一定的缺陷,比如拉丝速度较慢,生产效率低下,能耗大等问题。
因此,我们基于市场需求和技术创新,设计开发一种新型的拉扯式直进式拉丝机,旨在提高生产效率、降低生产成本,为广大制造企业提供更高效、稳定、可靠的拉丝加工设备。
二、设计原理该直进式拉丝机由传动系统、钢丝缆绳、电机、轮胎轮轴组成,原理如下:1. 钢丝缆绳通过两个滑轮,一边连接后置机构,另一边通过电机带动前置机构。
2. 电机通过主动轮,传动到被拉伸材料上,然后被拉伸材料就会跟随主动轮转动,缆绳就会把被拉伸材料往前拉。
3. 缆绳传动的同时,前置机构又将被拉伸材料向上送,以便使缆绳可以继续向前传动。
4. 待被拉伸材料到达所需长度后,缆绳紧绷并将材料拉出。
5. 再将拉出来的材料通过机械手操作进行自动裁剪和卷取,完成整个加工过程。
三、技术方案1. 主要零部件的选型(1)传动系统:选用国内顶尖的变频控制器,根据实际需求进行调整,可调速范围广、精度高、响应速度快。
(2)电机:选择功率较小但转速较高的三相异步电机,以达到高效耗能的目的。
(3)滑轮:采用优质低摩擦材料制成,确保传动效率和耐磨程度。
(4)轮胎轮轴:选用经过优化设计的高强度钢材,保证机器能够承受各种恶劣的工作环境。
(5)机械手:采用国内领先的自动卷取机器人,能够自动裁剪拉出的材料,并且快速、准确地进行卷取。
2. 具体实现方案(1)控制系统:采用PLC控制系统,实现全自动化生产。
通过变频控制,可调节拉丝速度,从而适应不同材质的加工需求。
同时,系统还具有故障报警和安全保护功能,确保设备稳定运行。
(2)传动系统:通过减速机传动,保证工作时的转速稳定,缩短加工时间。
(3)安全保护:设备上设置安全门和安全开关,一旦有异常情况发生就会立刻切断电源,保障操作人员安全。
英威腾直进式拉丝机全自动解决方案
英威腾直进式拉丝机全自动解决方案直进式拉丝机是拉丝机中较难控制的一种,由于是多台电机同时对金属丝进行拉伸,其作业效率很高。
与水箱拉丝机和活套式拉丝机不同,直进拉丝机不允许金属丝在各道模具之间打滑,对电机的同步性及动态响应的快速性都有极高的要求。
不锈钢材料特性较脆,在作业过程中比较容易拉断,所以变频器的性能对拉丝的质量起着非常重要的作用。
还在用传统变频器驱动直进拉丝机方案吗?金属丝打滑系统不同步动态响应慢停机电机反转低频启动力矩小英威腾整体解决方案这就给您安排上为解决传统拉丝机技术中生产效率低、响应速度慢、系统可靠性低等问题,英威腾为直进拉丝机设备厂商提供全自动控制系统及方案;通过PLC来实现拉拔品种设定、操作自动化、生产过程控制、实时闭环控制、自动计米等功能,同时满足系统同步性高、大批量生产等要求,能够有效提高直进拉丝机工作效率和品质,降低企业营运成本。
●方案优势●系统同步性高、响应性高、适应性强转速比例统加统减、自动判别寻找新的“基准转股”、重新计算转速比例等。
易穿线、易操作、可靠性高点动、联动、整机运行的加减速时间完全独立,穿线时易穿线;即使有违规操作,系统也会进行自行判断,不会出现断线情况。
程序易管理不同型号的直进式拉丝机可用同一套程序。
支持外部温度检测信号输入支持PT100、KTY84温度检测信号输入。
高速通讯采用Profinet高速通讯,保证线速度在1000米/分以上运行。
英威腾Goodrive350变频器低频起动力矩大,0Hz/200%多种卷径实时精准计算动态响应快,提供多种断线检测功能独特双PID响应算法,卷线过程更加平稳,不断丝不松丝换卷、卷径复位、满卷停机等特色功能支持多种PG卡,采用数字滤波技术,相比传统方案,抗干扰性提升1倍装载英威腾Goodrive350的直进拉丝机系统运行过程中各卷筒间张力稳定,动态响应非常快,值得借鉴!无论是低速,中速,还是高速,Goodrive350变频器都非常稳定、可靠地运行在直进式拉丝机系统上。
LZ8560直进式拉丝机设计
第46卷 第5期金 属 制 品2020年10月 Vol 46 No 5MetalProductsOctober2020 doi:10.3969/j.issn.1003-4226.2020.05.012LZ8/560直进式拉丝机设计杨 程, 文 明, 蔡乾岭(贵州钢绳股份有限公司, 贵州 遵义 563000)摘要:随着成品钢丝产量的增加,现有半成品拉丝设备已不适应生产需要。
根据工艺要求:钢丝进线直径为5.5~6.5mm,出线直径为2.4~3.6mm,钢丝进线抗拉强度≤1350MPa。
设计LZ8/560直进式拉丝机1#~4#卷筒采用齿轮减速箱传动,5#~8#卷筒采用两级三角带传动,传动功率为45kW,成品钢丝采用象鼻子收线机收线,收线速度不大于600m/min。
卷筒冷却采用水冷和风冷2种方式,模盒润滑粉采用电机减速箱进行搅拌,模盒冷却采用循环水方式。
该拉丝机采用全封闭式防护系统,安全性好,噪声较低。
关键词:拉丝机;张力调谐;窄缝式;象鼻子收线;抗拉强度中图分类号:TG355.9 文献标识码:ADesignofLZ8/560straightwiredrawingmachineYangCheng,WenMing,CaiQianLing(GuizhouWireRopeIncorporatedCompany,Zunyi563000,China)Abstract:Withtheincreaseofoutputoffinishedsteelwire,existingsemi finishedwiredrawingmachinecannotmeetpro ductionrequirement.Accordingtoprocessrequirement,wirefeeddiameteris5.5~6.5mm,wireoutletdiameteris2.4~3.6mm,wirefeedtensilestrengthis≤1350MPa.DesignLZ8/560straightwiredrawingmachineNo.1~No.4capstainadoptsgearreducerdrive,No.5~No.8capstainadoptstwopoletrianglebeltdrive,drivingpoweris45kW,finishedsteelwireadoptselephanttrunktake up,take upspeedisnomorethan600m/min.Thecapstainiscooledbywaterandairtwomethods,dieboxlubricantisstirredbymotorspeedreducer,dieboxiscooledbycirculatingwater.Thewiredrawingma chineadoptsfull closedprotectionsystemwithgoodsafetyandlownoise.Keywords:wiredrawingmachine;tensiontuning;slittype;elephanttrunktake up;tensilestrength1 设计要求LZ8/560直进式拉丝机进线直径5.5~6.5mm,成品直径2.4~3.6mm,进线抗拉强度不大于1350MPa,最大收线速度为600m/min,拉丝机拉拔道次为8道次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时间:2002年10月报告人员:朱健
前 言
在金属制品行业中,直进式拉丝机是一种重要的机械设备,以其拉拔效率高、 工艺性能好、磨耗小等优点而得以广泛应用。
在电气传动方面,由于拔丝工艺要求拉丝机启动平稳,能无级调速,低速时启动力矩大,过去一直采用直流拖动。
但直流电机拖动由于生产环境十分恶劣,使电机整流子磨损严重、维护困难、故障率高,因此,近年来直流电机拖动已被交流变频调速拖动所代替。
在电气控制部分,由于拉丝机是一种多台联动拖动系统,各机台在启动、停车以及运行过程中同步的问题也是不可忽略的;在拉拔过程中,由于钢丝抗拉强度、拉模的磨损等因素会造成电机力矩的变化,从而影响电机转速的波动,需要自动调整转速,以保证每个转筒之间的金属丝秒流量相等,实现正常拉拔。
一、设备概况
本设备设计使用的原料:冷拔钢丝2.00 ~ 3.50mm ,产品:0.5 ~ 1.50mm 。
本设备设计使用放线架一个、八个卷筒(机台)、七个张力辊、一个收线机组、及九个防护罩。
卷筒采用风冷和水冷,拉模采用水冷并前置润滑粉,在1#拉模和6#拉模处使用旋转模。
收线机组包括收线机和收线张力架。
在8#卷筒后设有纵矫直器、横矫直器和计米器,在收线机前也设有纵、横矫直器。
2# ~ 7#机台都设有跳头装置。
放线机采用从动方式工作,收线机通过张力架控制转速。
在进行拉拔时,钢丝坯通过1#拉模到1#卷筒,经1#张力辊,穿过2#模到2#卷筒,这样顺序穿丝,至到收线机。
如有跳头,则在相应的机台使用跳头装置。
拉模的冷却水采用低进高出的方式,水的流量通过阀门的开度调节。
卷筒的冷却水由手动阀控制,冷却风机提供固定的冷却风。
放线处设有乱丝和放线尽的检测装置,机台上设有断丝报警装置。
张力辊的张力通过气压调节大小。
二、电气设备
本系统设计使用西门子TP270-10的作为人机界面,S7-300的PLC作为中央控制器,丹佛斯的VLT5000系列变频器作为传动装置。
人机界面和PLC之间采用西门子的MPI网络联接方式,PLC和变频器之间采用RS485通讯进行数据交换。
反馈信号由张力辊的张力大小提供。
在设计本系统时考虑到如下几点:
1.由于在钢丝冷拔过程中,考虑到产品的质量和系统的要求,选用了丹佛斯VLT5000系列的变频器。
丹佛斯为VLT5000系列开发了内置的张力控制选件,它可以提供带前馈功能的高级PID过程控制。
从整卷到芯的拆卷过程或反过来的卷绕过程,由于带前馈功能的高级PID控制器的作用,可获得稳定的张力。
即使在拼接(换卷)和紧急停车时,由于张力反馈补偿了系统有惯性,仍具有稳定的张力。
由于零点位置是可调节的,所以调节辊位置可任意设定。
由于D增益极限,PID低通滤波器和PID调节范围调整,降低了调节辊的摆动幅度。
由于可标定的P增益,能够适应不同应用的调节辊反馈。
张力控制系统设计成带前馈功能的PID控制器,线速度给定信号是可标定的,并且可选择它是正向还是反向。
给PID控制器的反馈信号是可标定的,其极性亦是可选择的。
PID调节器允许限制D增益,PID调节器的低通滤波器使反馈的振动得以衰减。
在达到输出频率极限时,PID的抗超界功能将冻结积分器。
PID的限位功能使得当频率超出限位范围时,关闭PID调节器。
比例增益范围使P增益依赖于当前的线速度。
这些特征在具有多个调节辊的串联系统中,以振动衰减是相当有用的。
正因为VLT5000变频器拥有这些功能,故在系统设计过程决定使用它。
在拉拔过程中,就很好的解决了在启动和停车时经常断丝的现象,甚至在大多数快停(2秒内停车)的情况下,也能很好的保证钢丝不被拉断。
通过速度微调,可以有效的克服诸多外界的干扰因素使得转筒间的金属流量相等、速度平稳,不仅提高了产品的质量和产量,也降低了设备的维护费用和延长了设备的使用寿命。
2.在生产过程中由于原料和产品的规格不断发生变化,需要不断调整变频器的相关参数以适应其变化。
为了了解生产过程中各拉模的状况,需要知道各变频器的输出功率、输出
频率和输出电流,故在系统设计过程中采用了经济实用的RS485通讯方式,完成人机界面和变频器之间的数据交换。
RS-485标准物理接口:数据的传递使用电压差信号。
数据发送终端进行数据传递时,首先将数据的TTL信号转换成数据电缆上(浮地)的电压信号(电压差值为±2V - ±6V) 。
数据接收终端再将电压差信号转换成TTL信号。
RS485通讯为半双工通讯方式,电缆两端必须连接终端电阻;其允许发送器驱动32个接收负载,若使用中继器,则最多可带126个从机。
3.直进式拉丝机是一种多台联动拖动系统。
考虑到速度的调节方便,本系统设计8#卷筒的速度为主令速度,收线机的速度完全由张力架的张力大小决定同时跟随8#卷筒。
1#~7#卷筒在“单动”位置不受张力臂控制,运转速度由各自的变频器决定,处于联动位置时,运转速度由张力臂决定,如遇跳头则由后一级的张力臂决定。
在考虑同步问题时,则是通过工艺要求进行数学计算比例分配的方式解决的。
例如;设拉拔直径为φ3.15→φ2.87→φ2.62→φ2.39→φ2.18→φ1.98→φ1.81→φ1.65,并设最后一台电机的转速为n,则
N7=
N 如机械传动比为12.5n7 = 12.5*N7
N6=N7如机械传动比为15.2n7 = 15.2*N6
N5=N6如机械传动比为17.5n7 = 17.5*N5
依此类推可以计算出第一台电机的转速。
再加上变频器的一些特殊参数的设定和张力辊的反馈信号,就可以控制整套机组的同步工作,加上PLC的控制能实现在启动、停止以及运行过程中自动平稳的加/减速(避免了因启动、停车和运行中,由于速度的突变而引起速度的不稳定,甚至导致钢丝被拉断)。
4.SIMATIC S7-300可编程控制器是模块化结构设计。
各种单独的模块之间可进行广泛组合以用于扩展;强大的通讯网络功能易于实现分布,并应用灵活;大范围的各种功能模块可以非常好地满足和适应自动控制任务。
其工具软件也有着高速的指令处理、良好的人机界面、智能化的诊断功能、方便的编程手段以及多种编程方式等优点,使得整套机组的操作更为方便,自动化程度更高更好,维护更为简单;运行可靠性稳定性高。
三、运行效果
此套直进式拉丝机自开车以来,工作正常,节能效果明显。
其主要技术性能如下:
1.最高拉拔速度为:14米/秒,调频范围为:0~100HZ;
2.成品直径:0.5~1.80mm;
3.变频器频率分辩率:0.001HZ;
4.快停时间2秒以内,正常停车:0.5~60秒
5.噪声:< 80分贝
根据现场调试和运行结果的情况,总结如下:
由于采用交流电机,电机的故障率减少了;由于使用变频器调速,故障停机率减少了,运行过程中的跳闸次数也减少了;由于采用变频传动,电耗明显降低了(据现场实测为36.5%);采用变频调速后,机组的启动、停车平稳,张力均匀,产品质量显著提高;由于使用了控制屏,现场操作简单,操作功能完善,使用方便,运行过程中加/减速平稳。
附录A 电气控制系统硬件配置如下表所示:
附录B 直进式拉丝机系统控制原理图
附录C 参考资料
1. 《VLT5000 操作说明书》丹佛斯公司编著
2. 《STEP 7 - Configuring Hardware with STEP 7》西门子公司编著
3. 《SIMATIC S7-300 可编程程序控制器模板规范参考手册》西门子公司编著
4. 《STEP 7 - Programming with STEP 7》西门子公司编著
5. 《STEP 7 - Statement List for S7-300 and S7-400》西门子公司编著。