切割参考资料-一般尺寸公差标准 (1)
ISO 9013-2002 热切割—热切割分类 产品尺寸规格及品质公差[中文版]
![ISO 9013-2002 热切割—热切割分类 产品尺寸规格及品质公差[中文版]](https://img.taocdn.com/s3/m/ac6f200876c66137ee0619a6.png)
热切割 热切割分类 几何产品规格及品质公差
1 范围
本国际标准适用于采用氧火焰切割 等离子切割以及激光切割的材料 使 用范围分别为 火焰切割 自 3mm 至 300mm,等离子切割 自 1mm 至 150mm, 激光切割 0.5 至 40mm 该国际标准包括几何产品规格及品质公差
如果在图纸或相关文件中 例如交货条件文件 涉及到本国际标准 可以 使用其集合产品规格
图例 1 喷灯 2 喷嘴 3 火焰束 4 切缝
5 切削起点 6 切削终点 a 被加工件厚度 b 喷嘴距离 c 进给方向 d 顶缝宽度 e 切削厚度 f 切削长度 g 底缝宽度 h 切削方向
图 1 与被加工件切削过程相关的术语
3.2.2 有关成品工件相关术语
图例 1 切割的上边缘 2 切割面 3 切割的下边缘
3.4 切缝宽度 由切割射流产生的 切割顶边缘或存在的顶边缘融化切割面的距离
a 加工件厚度 b 切割厚度(可能性最大) c 榫头深度/切割厚度 可能性最大 d 切割厚度 第二可能性 e 切割长度
图 2 有关产品工件的术语
3.2.3 切削类型
图例 1 垂直切割 2 倾斜式切割 3 倾斜式切割 2 次切割
图 3 直线切割
图例 1 垂直切割 2 倾斜切割
图 4 轮廓切割
3.3 切削速度 是指在工具 例如火焰喷管 与工件之间的相对速度
ISO 2002 版权所有 除另有规定外 没有下列地址 ISO 或申请人所在国家 ISO 成员 组织的书面许可 不允许采用任何形式或采用任何方法 包括影印与缩微胶片 对本出版物的任何部分进行复制或使用 ISO 版权办公室 Case postale 56 CH-1211 Geneva 20 电话 +41 22 749 01 11 传真 +41 22 749 09 47 E-mail: copyright@iso.ch Web www.iso.ch 瑞典印刷
尺寸公差与配合标准表
尺寸公差与配合标准表公差与配合公差是机械零件制造中不可避免的概念,用于描述零件尺寸的偏差范围。
在机械零件的配合中,公差是一个非常重要的参数。
公差的大小直接影响到零件的互换性、装配性和使用性能。
基本偏差系列及配合种类在机械制造中,基本偏差系列是一系列用于描述零件尺寸的基准值。
在基本偏差系列中,每个基准值都对应着一组公差值,用于描述零件尺寸的允许偏差范围。
根据不同的配合要求,可以选择不同的基本偏差系列和公差等级。
标准公差值及孔和轴的极限偏差值标准公差值是机械制造中常用的公差规范,适用于基本尺寸大于6至500mm的零件。
标准公差值包括了IT5、IT6、IT7、IT8、IT9、IT10、IT11和IT12等公差等级。
这些公差等级分别对应着不同的公差范围,用于描述零件尺寸的允许偏差范围。
孔的极限差值(基本尺寸由大于10至315mm)μm孔的极限差值是机械制造中用于描述孔尺寸的允许偏差范围的参数。
孔的极限差值包括了不同的公差带级,如+77、+50、+93、-9、+120、+43、+32、+40、+50、+60、+72、+85、+100和+110等。
这些公差带级分别对应着不同的公差范围,用于描述孔尺寸的允许偏差范围。
原文中的数字序列是一个尺寸公差表,需要将其改写成完整的句子形式。
尺寸公差表中,每个尺寸级别的公差范围都有所不同,具体的数字可以参考表格中的数据。
例如,在10~18的尺寸级别中,公差范围为▼9至+12.同理,其他级别的公差范围也可以在表格中找到。
需要注意的是,公差范围的单位是mm,表示该尺寸级别内允许的最大偏差值。
这些公差范围是为了保证产品的尺寸精度,生产过程中需要严格遵守。
Shape and n Tolerances (excerpt from GB1182-1184-80)___ Runout___ ______n ExamplesMain Parameter d(D) mm Tolerance Level5.6.10.18.30.50.80.120.180.250.315.400.500Dynamic bearing fit。
尺寸公差标准
尺寸公差标准尺寸公差是指在零件加工过程中,由于各种因素的影响,导致零件尺寸与设计要求尺寸之间的偏差。
为了保证零件的装配质量和使用性能,尺寸公差的控制显得尤为重要。
尺寸公差标准是对尺寸公差进行统一规定和标准化,以便在工程实践中能够更好地进行尺寸控制和质量保证。
尺寸公差标准的制定是为了满足不同零件的加工需求,确保零件在装配时能够达到预期的功能要求。
尺寸公差标准通常由国家标准化组织或行业标准化组织制定,并在工程设计、加工制造、质量检验等领域得到广泛应用。
尺寸公差标准的内容主要包括了尺寸公差的基本概念、符号表示、尺寸链、公差分配原则、公差的设计原则等方面。
其中,尺寸公差的基本概念是指在零件设计和加工过程中,对于尺寸公差的定义和理解;符号表示是指在图纸上对尺寸公差进行标注和表示的方式;尺寸链是指在零件装配过程中,各个尺寸之间的相互关系;公差分配原则是指在零件设计过程中,如何合理地分配尺寸公差;公差的设计原则是指在零件设计过程中,如何根据零件的功能要求和加工工艺要求来确定尺寸公差的大小和分布。
在实际工程实践中,尺寸公差标准的应用对于提高产品质量、降低生产成本、提高市场竞争力具有重要意义。
通过严格遵循尺寸公差标准,可以有效地控制零件尺寸偏差,保证零件的装配质量和使用性能;可以减少不必要的加工余量,降低生产成本;可以提高产品的一致性和可互换性,提高产品的市场竞争力。
总之,尺寸公差标准是工程设计和制造过程中的重要内容,它对于提高产品质量、降低生产成本、提高市场竞争力具有重要意义。
因此,我们在工程实践中应该充分认识尺寸公差标准的重要性,严格遵循尺寸公差标准的要求,不断提高自身的专业水平和工作能力,为企业的发展和产品的质量提供有力的保障。
各设备下料公差规范

剪板机 钢板
t1-t10
±1㎜
无ห้องสมุดไป่ตู้
无
无
无
无
无
无
否则不建议剪板下料。 ②、当产品长度过长、剪切时发生的锥度差异情况,必须保证尺寸差≤1㎜。
否则不建议剪板下料。
L=1米
±1㎜
无
无
12.5
无
无
无
无
锯床
型钢 L=1米-6米 ±2㎜
无
无
12.5
无
无
无
无
①、规格200以上的型钢,锯切面垂直度≤2㎜。 ②、规格200以下的型钢,锯切面垂直度≤1㎜。
±1㎜ ±1㎜
2米以内 2米以内
±1.5㎜ ①、当产品长度过长、因切割受热发生的弯曲变形情况,必须保证弯曲差≤2 ㎜。否则不建议激光切割机下料。
±1.5㎜ 、长度增加1米,公差递增0.5mm。
钢板
t5以下 ±0.2㎜ ±0.2㎜ ±0.2㎜ 12.5 1米以内 ±1㎜ 2米以内 ±1.5㎜
①、当产品长度过长、剪切时发生的扭曲变形情况,必须保证扭曲差≤2㎜。
25 1米以内 ±2㎜ 2米以内 ±3㎜ 、长度增加1米,公差递增1mm.
钢板
t16
±0.4㎜ ±0.4㎜ ±0.2㎜ 25 1米以内 ±1㎜ 2米以内 ±1.5㎜
激光切割 机
钢板 钢板
t14-t10 t8-t5
±0.4㎜ ±0.4㎜ ±0.2㎜ 25 ±0.3㎜ ±0.3㎜ ±0.2㎜ 12.5
1米以内 1米以内
各设备下料公差规范
设备
材料名称
材料规格/长 度
宽度公差 范围
孔直径公 差范围
孔距公 差范围
粗糙度
普通尺寸公差(切削加工)
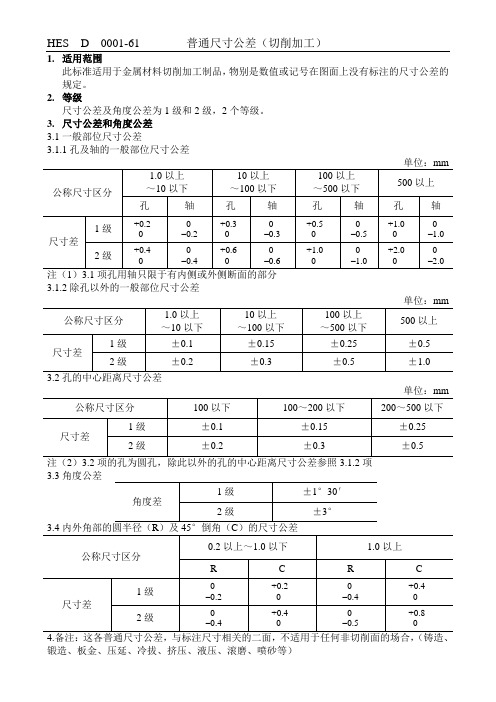
此标准适用于金属材料切削加工制品,物别是数值或记号在图面上没有标注的尺寸公差的规定。
2.等级
尺寸公差及角度公差为1级和2级,2个等级。
3.尺寸公差和角度公差
3.1一般部位尺寸公差
3.1.1孔及轴的一般部位尺寸公差
单位:mm
公称尺寸区分
1.0以上
~10以下
10以上
~100以下
100以上
~500以下
500以上
孔
轴
孔
轴
孔
轴
孔
轴
尺寸差
1级
+0.2 0
0 –0.2
+0.3 0
0 –0.3
+0.5 0
0 –0.5
+1.0 0
0 –1.0
2级
+0.4 0
0 –0.4
+0.6 0
0 –0.6
+1.0 0
0 –1.0
+2.0 0
0 –2.0
注(1)3.1项孔用轴只限于有内侧或外侧断面的部分
3.1.2除孔以外的一般部位尺寸公差
+0.4 0
2级
0 –0.4
+0.4 0
0 –0.5
+0.8 0
4.备注:这各普通尺寸公差,与标注尺寸相关的二面,不适用于任何非切削面的场合,(铸造、锻造、板金、压延、冷拔、挤压、液压、滚磨、喷砂等)
单位:mm
公称尺寸区分
1.0以上
~10以下
10以上
~100以下
100以上
~500以下
500以上
尺寸差
1级
±0.1
±0.15
±0.25
激光切割尺寸公差表

激光切割尺寸公差表是一个重要的参考工具,用于确定激光切割的精确尺寸和误差范围。
它可以帮助激光切割设备的使用者更好地理解切割过程的精度,从而更好地控制生产过程。
激光切割尺寸公差表通常包括各种不同材料和厚度的切割尺寸,以及相应的公差范围。
这些公差范围通常根据切割设备的性能、材料的性质和切割工艺参数进行调整。
在激光切割过程中,尺寸误差的主要原因可能包括激光功率、聚焦准确性、切割速度、材料热膨胀等因素。
因此,激光切割尺寸公差表通常会提供一系列切削条件,如激光功率、切割速度、辅助气体压力等,以帮助使用者选择最适合的参数组合,从而实现最佳的切割精度。
具体来说,激光切割尺寸公差表可能包括以下内容:
1. 各种材料和厚度的切割尺寸,包括最小和最大允许尺寸,以及公差范围。
2. 切割速度和激光功率对切割精度的影响,以及如何调整这些参数以达到最佳切割效果。
3. 考虑材料热膨胀因素的切割公差,特别是在使用易受热膨胀影响的材料时。
4. 特殊情况下的切割公差,如切割拐角和不规则形状的尺寸精度要求。
5. 错误或异常情况下的处理方法,如切割失败或尺寸超出公差范围时的纠正措施。
在使用激光切割尺寸公差表时,使用者需要注意表格中的公差是针对特定设备和材料的。
如果使用不同的设备或材料,可能需要调整参数或选择不同的切割方案。
此外,激光切割尺寸公差表只是一个参考工具,实际生产中的精度还受到操作熟练程度、维护状况等因素的影响。
总的来说,激光切割尺寸公差表是一个重要的工具,可以帮助激光切割设备的使用者更好地控制生产过程,提高产品质量和生产效率。
尺寸偏差标准

D<25.4 [25.4, 38.1] (38.1, 50.8) [50.8, 63.5) [63.5, 76.2) [76.2, 101.6] (101.6, 190.5] (190.5, 228.6]
+0.10/-0.10 +0.15/-0.15 +0.20/-0.20 +0.25/-0.25 +0.30/-0.30 +0.38/-0.38 +0.38/-0.64 +0.38/-1.14
长度范围
ASTM A312-08, ASTM A312-09, ASME SA31207, ASME SA312-10, ASTM A790-08, ASTM A790-09a, ASME SA790-07, ASME SA79008a, ASME SA790-10, ASTM A376-06, ASME SA376-08a, ASME SA376-10
D<15.88 15.88≦D≦38.1 ASME SB677-10 38.1<D≦88.9 88.9<D≦114.3 114.3<D≦152.4 152.4 <D≦168.28 [10.29,48.26]
+0.13/-0.13 +0.19/-0.19 +0.25/-0.25 +0.38/-0.38 +0.51/-0.51 +0.64/-0.64 +0.40/-0.40 +0.79/-0.79 +1.59/-0.79 +2.38/-0.79 ±1.0% +0.13/-0.13 +0.13/-0.13 +0.25/-0.25 +0.38/-0.38 +0.76/-0.76
D<12.7 [12.7, 38.1) [38.1, 88.9) [88.9, 139.7)
ISO_2768-1未注公差标准_中文版_
本 ISO 2768 部分目的是简化图纸说明并对无专门说明的 4 个公差等级的线性和角度尺寸的 一般公差进行技术说明。
备注 1-对线性和角度尺寸规定公差的规定在附录 A 中进行说明。 本标准部分应用于金属切削加工成的产品或金属板材成型产品的尺寸。
备注 2- 这些公差还可适用于不同于金属的其他材料。 3 当具有相似的国际标准或计划采用类似的标准,举例来说,铸件见标准 ISO 8062 1)。
本 ISO 2768 标准部分仅用于以下无专门公差说明的尺寸: a) 线性尺寸(例如外部尺寸,内部尺寸,步长,直径,半径,距离,外部半径和斜高); b) 角度尺寸包括通常不说明的角度尺寸,例如直角(90°),除非参考 ISO 2768-2 或采用
正多边形的角度; c) 机加工装配件的线性和角度尺寸。
3 参考标准
以下标准包含参考的 ISO 2768 部分规定。在出版时,说明版本是有效的。所有标准可进行 修订,并且根据 ISO 2768 部分取得一致的当事人鼓励采用以下标准最新的版本。IEC 和 ISO 成员应保持对当前有效的国际标准的注册。 ISO 2768-2:1989,一般公差-第 2 部分:无单独公差说明的零件的集合尺寸公差 ISO 8015:1985,技术图纸-基本公差原则
量控制。 e) 在合同确定前,当“车间惯用精度”是熟悉的话,采购和附属合同供应工程师可更容易
商议定单;如果完全遵照图纸,也可避免客户和供应商之间的争议。
只有当一般公差未被超越,具有足够的可靠性,以上优势才可完全获得,也就是说当特殊的 车间惯用精度等于或小于图纸上的一般公差。 所以,车间应 - 通过测量找出车间惯用精度; - 只接受图纸一般公差等于或大于车间惯用精度; - 通过样品检测其车间惯用精度未恶化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
熔安重工挖掘机标准
一般加工尺寸公差
目的
新增较好等级标准(普通等级见KS B 0412)
目录
1.适用范围
2.尺寸公差
3.图纸上的说明
4.补充规定
1.适用范围
这个标准规定了尺寸小于8000mm的加工公差体系,不包括在图纸中特别注明的。
但是以下情况不适用:
(1)钻孔和钻孔的孔深
(2)最后一个尺寸和圆的半径
(3)打磨的平面
(4)螺纹的有效长度
(5)齿轮切割机的中心部分的相关尺寸
(6)参考尺寸
2.尺寸公差
表格1 单位:mm
尺寸等级
公差
较高等级普通等级
0.5~3 ±0.1 ±0.15
3~6 ±0.1 ±0.2
6~30 ±0.2 ±0.5
30~120 ±0.3 ±0.8
120~315 ±0.5 ±1.2
315~1000 ±0.8 ±2
1000~2000 ±1.2 ±3
2000~4000 ±2.0 ±4
4000~8000 ±3.0 ±5 3.图纸上的说明
(1)普通等级:将不会特别指出的
(2)较好等级:将会特别指出的
(3)一般加工尺寸公差:较好等级在KOR A 101
4.补充说明
4.1 参考
(1)KS B 0412 (一般加工尺寸公差)
(2)KES 04.052.1 (一般加工公差的尺寸)
(3)DIN 7168 (一般公差,线性和角度的尺寸)
4.2 修订版1(
(1)较好等级(普通等级见KS B 0412)是新增加进去的,目的在于适用于水压零件。