工序能力调查
工序能力指数Ca、Cp、CPk详解解读

μX
SL
SU
e
μ→ X
SL
SU
可以通过调 整机床、加 大检测频度 等环节入手
P1
② 放宽公差带 T
μ
SL
SU
T
② 减小离散程度σ
μ
SL
SU
T
Cpk解析
μ
SL
SU
T
技术部
当设计精度要求过高或放宽公差 范围不至影响产品质量时,可适 当降低精度时、适当放宽设计公 差,以迁就现有的工程能力,从 而控制成本。
实测值
0.5720 0.5512 0.5710 0.5930 0.5824 0.5530 0.5740 0.5102 0.5736 0.5713 0.4810 0.5620 0.5740 0.6300 0.4700 0.5523 0.5432 0.5810 0.5760 0.5683 0.5400 0.5278 0.5760 0.5910 0.6100 0.7100 0.5712 0.5283 0.5680 0.5640 0.5625 0.5659 0.0429 0.0179 1.4571 1.4310
P4
技术部
Cpk解析
(2)当X严重偏离μ时,制程精确度Cp不足以反映工程能力,此时必须通过Cpk来判断。
μ
e
即使制程精密度Cp很好,但若制程准确度Ca过大,也会导致不良品率过高现象发生。如下:
μ
SL
SU
T
超下 差概 率
μ
SL
SU
T
μ
SL
T
SU
超上 差概 率
P1
技术部
Cpk解析
5.工程能力判定标准
注: X(实际中心值)= Σx/100
工序能力指数的基本概念
0.40 20.19 14.59 10.55 7.53 5.27 3.59 2.39 1.54 0.96 0.59 0.35 0.20 0.11 0.06 0.03 0.02 0.01 0.00
0.44 21.58 16.51 12.10 8.98 6.53 4.65 3.23 2.19 1.45 0.93 0.59 0.36 0.22 0.13 0.07 0.04 0.02 0.01 0.01 0.00
单位:%
0.48
0.25
23.09 24.71
17.85 19.69
13.84 15.74
10.62 12.48
8.02
9.75
5.94
7.49
4.31
5.66
3.06
4.20
2.13
3.06
1.45
2.19
0.96
1.54
0.63
1.07
0.40
0.72
0.25
0.48
0.15
0.31
0.09
0.20
●措施: (1)合理,经济地降低工序能力。如改用低精度的设备、 工艺、技术和原材料;放宽检验或放宽管理 (2)在保证产品质量和提高经济效益的前提下更改设计, 加严规格要求;
e
1 2
(TU
TL )
x
T2
1 2
(TU
TL )
工序能力指数:
P2
T
或:
C pk
(1 k )C p
(1 k ) 6S
C pk
T 6S
2eT T 6S
T 2e 6S
当k≥1,即e≥T/2时,
P1 TL Tm
μ TU e
x
工序能力分析

里比IQC培训教材
根据MOTOROLA 培训教材改编
11
Lithium Ion Battery
多变异图的绘制按以下步骤进行(续)
3、将相邻两个样品的均值一一连接起来,样 品间均值的波动表示产品间变异,各样品线条 的高度表示产品内变异。 4、分别、计算各时间点样本观测值的均值, 4 并Y轴上找到对应数值绘制一条水平线,表示 该时间点的平均值,各时间点均值之差别,即 时间变异。 5、标明多变异图的数据来源、绘制目的、时 间、采样人、绘制人等信息。
23
Lithium Ion Battery
几种非正态分布的直方图(续)
编者:赵俭平 作于2001年3月5日
里比IQC培训教材
根据MOTOROLA 培训教材改编
24
Lithium Ion Battery
几种非正态分布的直方图(续)
编者:赵俭平 作于2001年3月5日
里比IQC培训教材
根据MOTOROLA 培训教材改编
编者:赵俭平 作于2001年3月5日
里比IQC培训教材
根据MOTOROLA 培训教材改编
3
Lithium Ion Battery
什么是工序能力?(续)
1、6M所导致的变异有两类: 、 所导致的变异有两类 所导致的变异有两类:
—随机性变异 —系统性变异(非随机性变异)
2、 若工序仅受随机性因素的影响 , 一般情况下 , 、 若工序仅受随机性因素的影响, 一般情况下, 质量特征值服从正态分布(中心极限定理) 质量特征值服从正态分布(中心极限定理), 如下图所示: 如下图所示:
25
Lithium Ion Battery
几种非正态分布的直方图(续)
工序能力分析与评价

汇报人: 日期:
contents
目录
• 工序能力分析的概念与目的 • 工序能力分析的步骤与方法 • 工序能力评价的指标与标准 • 工序能力分析与质量管理体系 • 工序能力分析与持续改进 • 工序能力分析案例研究
01
工序能力分析的概念与 目的
工序能力分析的定义
• 工序能力分析是指对产品制造过程中各个工序的能力进行调 查、分析、评价,以确定工序能力是否满足产品质量要求及 能否实现产品制造的目标。它是对工序加工过程进行质量控 制的一种有效方法。
05
工序能力分析与持续改 进
持续改进的概念与目的
概念
持续改进是一种不断优化生产过程、提高产品质量和生产效 率的哲学和方法。它以不断追求卓越为目标,强调在改进中 寻找机会,通过持续改进实现企业价值的最大化。
目的
持续改进的目的是提高企业的竞争力,降低生产成本,缩短 交货期,提高产品质量和客户满意度,同时提高企业的社会 声誉和品牌价值。
01 收集数据
02 分析数据
03 制定改进措施
04 实施改进措施
05 循环改进
通过对生产过程中的各项 数据进行收集和分析,了 解生产过程的实际情况, 为后续的工序能力分析和 持续改进提供数据支持。
通过对收集到的数据进行 整理和分析,发现生产过 程中的瓶颈和问题,找出 影响工序能力的关键因素 。
根据分析结果,制定相应 的改进措施,包括优化工 艺流程、提高设备精度、 改善工作环境等。
分析工序能力状况
分析工序能力指数
根据计算出的工序能力指数,评估工序能力的状况。如果工序能力指数接近1,则工序能力充足;如果工序能力 指数远小于1,则工序能力不足。
分析关键因素
工序能力指数的判断与计算
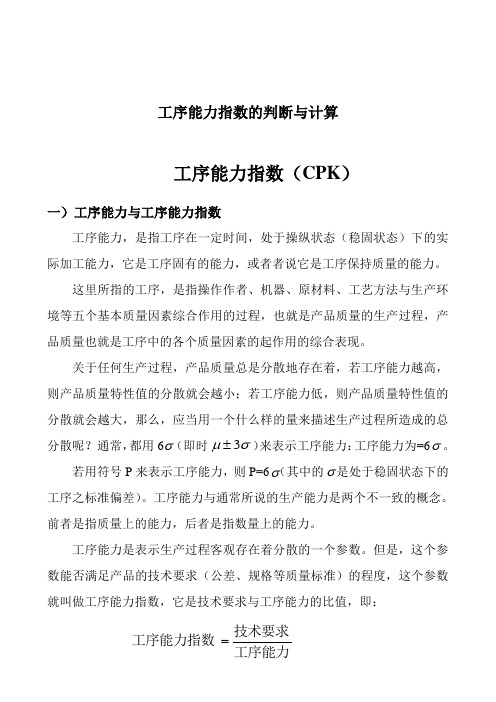
工序能力指数的判断与计算工序能力指数(CPK )一)工序能力与工序能力指数工序能力,是指工序在一定时间,处于操纵状态(稳固状态)下的实际加工能力,它是工序固有的能力,或者者说它是工序保持质量的能力。
这里所指的工序,是指操作作者、机器、原材料、工艺方法与生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程,产品质量也就是工序中的各个质量因素的起作用的综合表现。
关于任何生产过程,产品质量总是分散地存在着,若工序能力越高,则产品质量特性值的分散就会越小;若工序能力低,则产品质量特性值的分散就会越大,那么,应当用一个什么样的量来描述生产过程所造成的总分散呢?通常,都用6 (即时 )来表示工序能力:工序能力为=6 。
若用符号P 来表示工序能力,则P=6 (其中的 是处于稳固状态下的工序之标准偏差)。
工序能力与通常所说的生产能力是两个不一致的概念。
前者是指质量上的能力,后者是指数量上的能力。
工序能力是表示生产过程客观存在着分散的一个参数。
但是,这个参数能否满足产品的技术要求(公差、规格等质量标准)的程度,这个参数就叫做工序能力指数,它是技术要求与工序能力的比值,即:σσμ3±σ工序能力技术要求工序能力指数=σσ当分布中心与公差中心重合时,工序能力指数记为Cp,当分布中心与公差中心偏离时,工序能力指数记为CPK,运用工序能力指数,能够帮助我们掌握生产过程的质量水平。
二)工序能力指数的推断工序的质量水平按Cp值能够划分为5个等级。
按其等级的高低,在管理上可作下列推断与处理,该表中的分级推断与处理关于CPK也同样运用。
工序能力指数的分级推断与处置参考表三)工序能力指数的计算1、在介绍工序能力指数计算往常,先介绍一下平均值与标准偏差的计算:平均值的数学表达式:标准偏差的数学表达式:在实际过程中,由于所取的数据通常较多(100个左右),这样用数学表达式来计算标准偏差十分烦恼,因此,在生产现场常得用作直方图过程中的频数表,使用两种简化的办法来求解平均值与标准偏差,这里不一一作介绍。
质量管理:工序能力分析

例:抽取大小为n100的样本20个,其中不合格品数分别 为:1, 3, 5, 2, 4, 0, 3, 8, 5, 4, 6, 4, 5, 4, 3, 4,
5, 7, 0, 5,当允许样本不合格品数£nP)为10时,求工序能力 指数。
工序能力指数--计算
不良品率的计算
由此(公差中心与分布中心重合的情况)不良品率为:
P = 1 — P (TL < X < TU ) =2^(—3Cp)
例:在双侧公差情况下,分布中心与标准中心重
合,CP = 1时,求该工序的不良品率P"
不良品率的计算
由此(公差中心与分布中心重合的情况)不良品率 为:
P = 1 — P (TL < X < TU ) =2^(—3Cp)
数。
p1
=
1
+
3 + 5 + …+ 20 x 100
5
=
0
039
np
''
=
100
x
0
039
=
3
9
Cppn -卩-—/ 10 —3七
、-1.0503
3° 3 x A/100 x 0.039 x (1 — 0.039)
工序能力指数--计算
。计点值情况下的cp
例:抽取大小为n = 50的样本20个,其中疵点数分别 为:1, 2, 0, 3, 2, 4, 1, 0, 3, 1, 2, 2, 2, 6, 3, 3, 5, 1, 3, 2,当允许样本疵点数为6时,求工序能力指数
不良品率的计算
当质量特性的分布呈正态分布时,一定的工序能力指数与 一 定的不良品率相对应。
工序能力分析
工序能力分析工序能力分析是对某项工作的具体工序进行分析和评估,以确定工作人员的能力和技能,以及工作过程中的优化空间和改进措施。
本文将对工序能力分析进行详细的解析和阐述。
一、工序能力分析的定义和意义工序能力分析是指对某项工作中的具体工序进行深入分析和评估,以确定各个工作环节的能力需求和要求,进而确定工作人员的能力和技能,以及工作过程中的优化和改进措施。
工序能力分析是组织管理和人力资源开发的重要工具,对提高工作效率和质量有着重要的意义。
工序能力分析的意义主要体现在以下几个方面:1. 确定能力需求:通过对工作流程和工序的分析,可以明确每个环节所需的专业技能和能力要求,从而更加准确地确定人员的能力和技能要求。
2. 优化工作流程:分析工序能力还可以发现工作流程中存在的问题和瓶颈,进而提出改进措施,优化工作流程,提高工作效率和质量。
3. 提高工作效率:通过对工序能力的分析,可以准确衡量和评估员工的工作能力,合理分配和配置工作任务,提高工作效率。
4. 促进职业发展:通过对工序能力的分析,可以为员工提供明确的职业发展方向,促进员工的职业发展和晋升。
二、工序能力分析的步骤和方法工序能力分析需要按照以下步骤进行:1. 确定工作任务和目标:明确需要进行能力分析的工作任务和目标,确定分析的范围和重点。
2. 分析工作流程:详细描述和分析工作流程,将工作流程分解为不同的工序和环节,明确每个工序所需的能力和技能。
3. 识别关键工序:根据工作流程和目标,识别出关键的工序,即对工作成果和效率产生重要影响的环节。
4. 评估能力要求:根据每个关键工序的要求,明确工作人员所需的能力和技能,进行能力要求评估。
5. 评估人员能力:根据对工作人员所需能力的要求,进行实际人员能力评估,确定每个人员的能力和技能水平。
6. 优化改进措施:根据评估结果,确定工作流程中存在的问题和改进空间,提出相应的优化和改进措施。
7. 实施和跟踪:将优化和改进措施付诸实施,并进行跟踪和监控,评估效果并适时进行调整和改进。
工序能力调查课件

目录
• 工序能力调查概述 • 工序能力调查方法 • 工序能力调查步骤 • 工序能力调查结果应用 • 工序能力调查案例分析
01
工序能力调查概述
定义与目的
定义
工序能力调查是指对生产过程中的各个环节进行系统的、全 面的调查分析,以了解各环节的工艺水平、生产能力、质量 状况等,从而为生产计划的制定、生产过程的控制以及质量 管理的提升提供基础数据和信息。
THANKS
感谢观看
VS
工序能力评估
根据数据分析结果,对每个调查对象的工 序能力进行评估,包括工序能力的不足、 缺陷和改进空间等。
报告编写与发布
报告编写
根据数据分析结果和工序能力评估结果,编 写报告,包括调查目的、方法、结果、结论 等部分。
报告发布
将报告发布给相关领导和部门,以便他们了 解调查结果和后续的改进方向。同时,也可 以将报告作为经验总结和知识积累的资料保 存。
目的
通过对生产过程中的各个环节进行工序能力调查,可以识别 出生产过程中的瓶颈、问题及薄弱环节,以便采取相应的措 施进行改进和优化,提高生产效率、降低成本、提升产品质 量和客户满意度。
调查范围与对象
调查范围
工序能力调查的范围应涵盖从原材料 采购到产品完工的整个生产过程,包 括每个环节的设备、人员、工艺方法 、工作环境等因素。
生产线布局、优化工艺流程等。
案例三:某电子制造企业CPK调查与改进
总结词
计算CPK值、分析制程能力、找出不良品原因、提高产 品质量
详细描述
该电子制造企业为了提高产品质量和生产效率,需要进 行CPK调查与改进。首先,需要计算各个工序的CPK值 ,并分析制程能力。通过分析,发现了一些问题,如如加强原材料质量控制、更换设 备等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陡壁型
双峰型
孤岛型
剔除规格外的全部数据
平均值不同的2种分布混在一 起
存在异常值
2. 和规格对比分析 3. 分层比较,调查层次之间的差异
10
正态分布
相 对 个 数
直方图(统计量)
fi N
正态分布(总数) 总体平均
样本平均 样本标准偏差
x
µ
s
总体标准偏差
ab
σ
x
正态分布断概率密度函数
y = f (x)
= ∑ (每个数据的平方) −
( 数据的和)
2
数据的个数
(3 , 3)
定义
xi
1 2 3 4 5 15
计算
( xi − x ) 2
4 1 0 1 4 10
xi − x
-2 -1 0 1 2 0
xi
1 2 3 4 5
= 15
xi2
1 4 9 16 25
= 55
∑x
2 i
−
(∑ xi ) 2 n
152 = 55 − = 10 5
(取原始数据的小数点后1位)
步骤3.计算 X 的平均 X (总平均)、 R 的平均 R 。 X 的总和 10500.2 X= = = 350.01 (取原始数据的小数点后2位) 组的总和 30 R 的总和 141 R= = = 4.70 组的总和 30 步骤4.求取 X - R 控制图中计算的3西格玛控制界限的系数 假设 n = 5 ,则
(规格
140 ± 30 g)
112 146 123 128 136 126 130 121 133 110
131 143 126 137 129 123 138 133 118 128
134 134 129 123 137 125 126 137 115 139
142 138 130 129 116 131 129 115 121 130
349 355 351 348 354
347 356 352 349 352
349.6 353.4 349.4 347.6 350.8
7 6 6 11 6
(
用控制图)
(管理用控制图)
№ №
X 控制图
R 控制图
26
控制图的解读方法(1)
正态分布的统计量的纲领 (JIS Z 9021:1998 参考GB 4091-2001)
σ =5
σ = 0.3µ
155cm
±1 µ 程度的偏差
12
休哈特理论
不良品
不良品
以检查排除不良品
在工序内保证质量 13
控制图
用于调查工序状态是否稳定,或用于维持工序的稳定状态的图。
14
控制线
控制线是为了帮助判断管理对象是否处在管理状态之内而在控制 图上标示的线,有中心线和控制界限(线)。两端的控制界限处在距 离中心位置3σ的位置。日常管理时以控制线为基准,观察有无超出 控制界限的点、点位的排列趋势等,判断工序是否有异常。
3
统计量的计算方法
名 称
x=
平均值 (Mean) 中心位置 中位数 (median)
定 义
∑ xi n
× × × × ×
计算例
数据 1、2、3、4、5
x
S = ∑( xi − x ) 2
平方和 (Square Summary) × ×
x=
(中心的位置)
1+ 2 + 3 + 4 + 5 =3 5
从大到小排列时的中心的值
µ −σ
µ µ +σ
68.3% 95.4%
µ + 2σ
µ + 3σ
(超出概率5%)
99.7%
(超出概率0.3%)
11
µ
(例)
µ 和σ
(总体平均)表示中心位置 男性身高 (例)
σ
(总体标准偏差)表示偏差大小 → 相对目标值的偏差 建筑物的偏差
σ =5
σ = 0.3cm
170cm ±1cm程度的偏差 女性身高 半导体的偏差
1
量产品的质量 ← 试制品的质量检测结果
样本的选取方法
样法 的 样法 方法
样的方法 特 性 值 样本 8点 要考 到 ②. 9点 10点 化和地点差异 金吊架 上的注意点 ・要明确指示 ・ 方法、 所等
1 器― 品公差的 5 以下 器― 品公差的 110 以下
零件
零件
器的精度(最小刻度)・・模 数字
σ
− 1 f ( x) = e 2π σ
( x − µ )2 2σ 2
正态分布和概率
−∞
µ
ab
∞
σ
放大直方图的数据N,缩小纵轴幅度h 时的极限状态。 特征 ・中心分布最多 ・向两侧逐步减少 ・左右对称 ・呈现西洋钟的形状 ・自然界的物品,相同规格的产品 ・零件基本呈正态分布。
µ − 3σ
µ − 2σ
131 134 133 120 130 123 134 128 142 132
128 137 139 140 135 129 125 132 128 124
7
直方图
・ 何谓直方图
・大量数据的分布一目了然 ・容易计算平均值、标准偏差 ・帮助辨明数据和规格之间的关系
・ 直方图的用语
柱(组)
组的界限值
幅 度
V=
S n −1
x
×
+ ( 4 - 3) 2 + (5 - 3) 2 = 10
V=
10 = 2 .5 5 −1
s= V
R = L−S
L:最大値 ,S:最小值
s = 2.5 = 1.58
数据 1、2、3、4、5
R = 5 −1 = 4
4
平方和S的计算
定义 计算
S = ∑ ( xi − x ) 2
= ∑ xi2 − (∑ xi ) 2 n
h
・ 直方图制作要点
从最大值到最小值分成几个级别(几组),使得分布更加简单易懂。
最大值 最小值
h
・・・・・・
8
直方图
X 和 s的计算
・可以在电脑上计算
20 25
规格 下限
x
度
规格 中心
规格 上限
X 和 s 的含义
・ X 是分布的峰中心 ・ s 表示偏差的大小 (扩大)
数
15
n = 100 x = 129 .75 s = 9. 03
组1 组2 组n
← 特 性 值
样
n
X1
n
n
( X − R)
R1
X2
R2
Xn
Rn
r1
( pn)
r2
样曓和 组 组 的 昩 暼
rn
20
控制图的画法
步骤 (1)确定管理特性 (2)选择要使用的控制图 (3)确定抽样方法和分组 (4)获取预备数据 (5)根据预备数据计算控制线 (6)在控制图上输入相应点位(分析用控制图) (7)分析工序的稳定性 (8)根据需要利用预备数据再次计算控制线 (9)延长控制线 (10)进行工序管理(管理用控制图) (11)控制线的修正
17
何谓控制图(2)
18
偏差的要因
偶然原因、不可避免的原因、不明原因 经常发生的无法抑制的偏差 行动是多余的,甚至带来新的伤害
异常原因、无法忽视的原因、能查明的原因 和常规不同的,包含某种意义的偏差 如果不采取行动,恶劣的状态会频繁发生, 或导致真正的要因被掩盖,使改善变得困难
19
抽样方法和子组的决定
25
管理用控制图的事例
在前面数据的基础上,得到以下的数据,在延长的管理用控制图上输入相应点位。
№ 31 32 33 34 35
・・ ・
月日 11.6 7 8 9 10
X1
X2
X3
X4
X5
X
R
350 352 348 340 348
348 350 350 351 348
354 354 346 350 352
∑x
i
∑x
2 i
5
统计量和参数
统计量(拉丁文记号) 参数(希腊文)
相当于样本的总体的真值的数值 根据抽样数据计算的数值 定义 只有上帝才知道的数值
平均值
x
V
(样本平均)
µ
(总体平均)
方差
(样本方差) (或者 s 2 )
σ2
(总体方差)
标准 偏差
s
(样本标准偏差)
σ
(总体标准偏差)
6
例题 超市里售卖的重量标记为140g的汉堡包出现实际重量不足的问题, 为了调查偏差状态抽取了100个进行检查,得出了以下数据。 将以下数据用直方图的形式表现出来。
15
控制图的种类
特性的种类
计量值(正态分布)
X − R 控制图…性能、镀膜厚度等质量特性
X − RS 控制图…焊接电流、镀金液浓度等加工条件
(并用移动范围 计数值(二項分布、泊松分布) )
p 控制图(不良率)、 np 控制图(不良个数)
u 控制图(缺陷率)、 c 控制图(缺陷数)
16
何谓控制图(1)
A2 、D3 、D4
A2 = 0.577 D3 = 0.0000 D4 = 2.115
23
步骤5.计算控制线。
X 控制图
中心线 上方控制界限 下方控制界限
CL : X = 350.01
UCL : X + A2 R = 350.01 + 0.577 × 4.70 = 352.72 LCL : X − A2 R = 350.01 − 0.577 × 4.70 = 347.30