工序能力及工序能力指数的计算
工序能力和工序能力指数计算
工序能力和工序能力指数计算工序能力是指在一定时间内完成生产过程中的一项特定工序所需要具备的能力和技术水平。
工序能力指数是对工序能力的评估和度量,用于衡量工序能力的强弱和优劣。
工序能力的计算是一个复杂的过程,需要综合考虑多个因素和指标。
以下是一种常见的工序能力计算方法。
首先,确定评估的工序和评估期间。
工序可以是一个单独的操作,如车床加工或焊接,也可以是一个更复杂的过程,如产品的装配过程。
评估期间可以是一天、一周、一个月或更长的时间。
其次,确定评估的指标和准则。
这些指标和准则应该与具体的工序和生产需求相关,可以包括以下几个方面:1.产能:工序单位时间内能够完成的产品数量。
这个指标是工序能力的一个重要指标,可以通过实际生产数量和所需完成时间比较得出。
2.效率:工序完成工作所需的时间与实际工作时间之比。
这个指标反映了工序的工作效率和工艺水平,可以通过实际完成时间与预期工作时间的比较得出。
3.资源利用率:工序所使用的资源(如设备、人力、材料)的利用率。
这个指标反映了工序的资源管理和协调能力,可以通过实际资源使用量与预期资源使用量的比较得出。
4.质量:工序完成产品的质量水平。
这个指标反映了工序的工艺控制和质量管理能力,可以通过实际产品质量和质量标准比较得出。
5.合格率:工序完成产品的合格率。
这个指标反映了工序的质量控制能力,可以通过合格产品数量与总产品数量的比较得出。
基于这些指标,可以按照一定的权重和算法进行综合计算,得出一个工序能力指数。
可以使用加权平均法,根据不同指标的重要性给出相应的权重,然后将每个指标的得分按照权重加权求和,得出总得分。
工序能力指数的计算结果可以用于衡量和比较不同工序的能力和优劣,为生产管理和工艺改进提供参考和依据。
同时,还可以作为企业内部激励和绩效评估的重要依据,对工序能力的提升和改进进行管理和监控。
在实际应用中,为了准确和全面评估工序能力,需要对数据进行收集和分析。
可以通过生产管理系统、生产记录、现场观察和员工反馈等多种渠道获取数据,然后进行整理和统计。
工序能力指数的基本概念
0.40 20.19 14.59 10.55 7.53 5.27 3.59 2.39 1.54 0.96 0.59 0.35 0.20 0.11 0.06 0.03 0.02 0.01 0.00
0.44 21.58 16.51 12.10 8.98 6.53 4.65 3.23 2.19 1.45 0.93 0.59 0.36 0.22 0.13 0.07 0.04 0.02 0.01 0.01 0.00
单位:%
0.48
0.25
23.09 24.71
17.85 19.69
13.84 15.74
10.62 12.48
8.02
9.75
5.94
7.49
4.31
5.66
3.06
4.20
2.13
3.06
1.45
2.19
0.96
1.54
0.63
1.07
0.40
0.72
0.25
0.48
0.15
0.31
0.09
0.20
●措施: (1)合理,经济地降低工序能力。如改用低精度的设备、 工艺、技术和原材料;放宽检验或放宽管理 (2)在保证产品质量和提高经济效益的前提下更改设计, 加严规格要求;
e
1 2
(TU
TL )
x
T2
1 2
(TU
TL )
工序能力指数:
P2
T
或:
C pk
(1 k )C p
(1 k ) 6S
C pk
T 6S
2eT T 6S
T 2e 6S
当k≥1,即e≥T/2时,
P1 TL Tm
μ TU e
x
工序能力和工序能力指数

⑨
14.8 13.9 13.8 14.3 13.9 13.8 13.7
⑩
14.0 13.7 13.7 14.3 14.0 14.7 14.3
H
I J
14.6
14.4 13.1
13.7
14.0 14.4
14.7
13.7 14.4
13.6
14.1 14.9
13.9
13.5 14..4
14.8
13.9 14.5
偏差大
工序偏差过度大,必须进行 工序改善,减小标准偏差。 对以生产产品应实施全数筛选。
x
下 限
规 格 产品范围
偏差很大
上 限
相对与规格的宽度,工序能力非常不足的情况 下,如果无论如何也不能改变规格和工序的话, 应在全数筛选或分层后使用。但是,这些只是 应急措施,为了从根本上见减小偏差, 必须进行要因分析并采取对策
2
二、表示分散程度的统计量
1、极差: f=xmax-xmin 2、偏差和的平均值: d= / x1-x /+/ x2-x /+….+/ xn-x /
n
3、方差(又称分散):偏差平方和的平均值
v ( x1 x)2 ( x2 x)2 ... ( xn x)2 /(n 1)
30
直方图的用途:
(1)、把握分布形态
判断工序状态
直方图最基本的使用方法是把握分布的形态。 如出现双峰、孤立、不规则形状 形状规则为正态分布 工序异常
(2)、调查分散和偏离的程度、原因
通过4M1E等方法分参层的直方图,可以了解分散和偏离的原因。
(3)、 通过与规格的比较,可了解工序能力是否有问题 记入规格值后,可了接相对与规格的分散程度、不良的发生状况 当Cpk>1.33较多时,可适当放松管理。 (4)、 研究改善的效果 比较改善前后的直方图,可了解平均值、分散、分布形状的变化。
工序能力计算方法
= 20-20.05 =0.05
=
Cpk =
6S
双侧公差
(3)给定公差上限时
某零件清洁度要求不大于95mg,抽样结果为:
X=48mgS=12mg
(3)给定公差下限时
某金属材料抗拉强度要求不得少于32Kg/cm2,抽样结果为:
X=38mgS=1.8mg
2级
过程能力尚可
必须用控制图或其他方法对工序进行控制和监督,以便及时发现异常波动;对产品按正常规定动作进行检验
1.0≥Cp≥0.67
3级
过程能力不足
分析分散程度的原因,制订措施加以改进,在不影响产品质量的情况下,放宽公差范围,加强质量检查,全数检验或增加检验检验频次
0.67>Cp
4级
过程能力严重不足
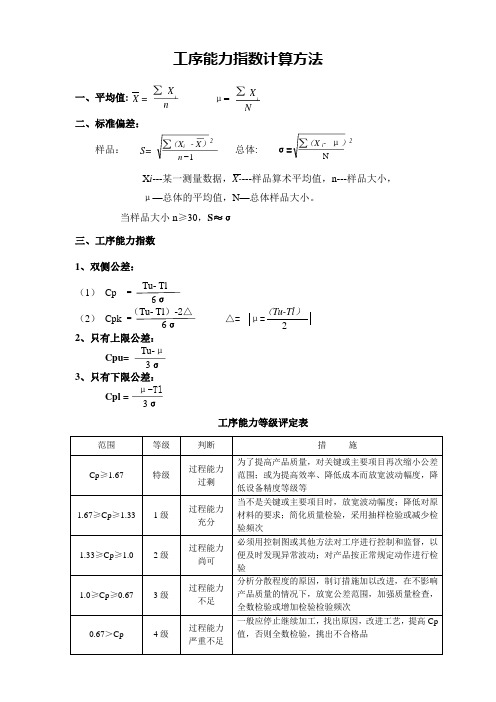
工序能力指数计算方法
一、平均值:
二、标准偏差:
样品:总体:
Xi---某一测量数据,X----样品算术平均值,n---样品大小,
μ—总体、工序能力指数
1、双侧公差:
(1)Cp
(2)Cpk
2、只有上限公差:
Cpu=
3、只有下限公差:
Cpl=
工序能力等级评定表
范围
等级
判断
措施
Cp≥1.67
特级
过程能力过剩
为了提高产品质量,对关键或主要项目再次缩小公差范围;或为提高效率、降低成本而放宽波动幅度,降低设备精度等级等
1.67≥Cp≥1.33
1级
过程能力充分
当不是关键或主要项目时,放宽波动幅度;降低对原材料的要求;简化质量检验,采用抽样检验或减少检验频次
1.33≥Cp≥1.0
一般应停止继续加工,找出原因,改进工艺,提高Cp值,否则全数检验,挑出不合格品
工序能力与工序能力指数的计算
工序能力与工序能力指数的计算工序能力是指企业在完成一项生产工序时所展现的效率和能力水平。
它反映了企业在工艺流程、技术设备、人员素质、管理水平等方面的综合实力。
工序能力指数是用来评估工序能力的指标。
它可以通过以下公式来计算:工序能力指数 = (实际产量 / 标准产量) × 100%其中,实际产量指的是工序在实际生产过程中所完成的产量,标准产量则是根据工艺流程和设备性能所确定的预期产量。
通过工序能力指数的计算,企业可以了解到工序执行的效果和水平。
当工序能力指数高于100%时,表明企业的工序能力较强,达到甚至超过了预期的产量。
而当工序能力指数低于100%时,则表明企业的工序能力较弱,无法达到预期的产量。
工序能力和工序能力指数的计算对企业的生产管理和效率提升有着重要的意义。
通过不断地监测和分析工序能力指数,企业可以及时发现生产中存在的问题,并采取相应的措施进行改善。
同时,工序能力指数的计算还可以作为企业生产绩效评价的重要依据,帮助企业进行业务决策和资源配置。
总之,工序能力和工序能力指数是评估企业生产能力和管理水平的重要指标。
通过不断提升工序能力和提高工序能力指数,企业可以实现生产效益的最大化,提高竞争力和市场份额,实现可持续发展。
工序能力和工序能力指数是企业生产管理的重要指标。
在现代企业管理中,高效的工序能力是提高生产效率和产品质量的关键。
因此,企业需要不断提升工序能力,并通过工序能力指数来评估其所处的水平。
首先,工序能力的提升是通过优化工艺流程和技术设备来实现的。
工厂生产中,往往需要经历一系列的工序,例如原材料加工、组装、包装等。
在每一个工序中,都需要确保设备正常运转和操作者的熟练程度。
优化工序流程可以缩短加工周期,提高单位时间的产出,从而提高生产效率。
与此同时,引入先进的技术设备也可以加快生产速度,提高产品质量,并降低生产成本。
其次,工序能力还与操作人员的技能水平和素质有关。
工人的技能水平和操作经验对工序能力有着直接影响。
工序能力
工 序 能 力 指 数 计 算 表 (单向公差)
生产线 气缸 PK线 0.030 0.020 0.040 量 数 据 值 Xi 0.030 0.030 机 台 NC B( R轴) 0.030 0.030 0.030 0.030 0.030 0.030 0.050 0.030 0.030 0.030 生产机种 K系列 0.030 0.040 0.030 0.030 0.030 0.030 0.030 0.020 0.030 0.050 检查项目 同心度 0.030 0.030 0.020 0.030 0.030 0.040 0.020 0.030 0.020 0.030 0.040 0.030 0.030 0.030 0.030 测量单位 mm 0.040 0.040 0.030 0.030 0.030 抽检数量 5 0台 0.030 给定上公差 Tu 0.030 给定下公差 Tl 0.030 频数 n 0.040 平均值 X 0.030 标准偏差 S 公差值 T Cp = |T-X| 3S 50 0.0312 0.0063 0.0600 1.530 CP>1.33;充分 1.33> CP>1.01尚可 CP<1.0;不足 n= 50 生产量 5 0台 日 期 5月10日 0.060
《工序能力知识》
“以人为本”建立强有力的人力资 源
一、工序能力的概念
1、概念
工序能力是指工序处于控制状态下的实际加工能力, 它是描述加工过程客观存在分散的一个量值。
2、工序能力的数量表示
工序能力的数量表示通常用质量特性分布的6倍总体标 准偏差。即:工序能力=6σ (σ是处于控制状态下的工序标准偏差,常用样本的标 准偏差 S 代替总体标准偏差σ,即:工序能力=6S)
工序能力及工序能力指数的计算
正态分布标准偏差σ的大小反映了参数的分散程度。绝大 部分数值集中在μ±3σ范围内,其比例为99.73% 通常将6σ称为工序能力。6σ范围越小,表示该工序加工 的工艺参数越集中,则生产出成品率高、可靠性好的产品的能 力越强,即固有能力越强。
2. 工序能力的定量表征
(2)潜在工序能力指数CP
为了综合表示工艺水平满足工艺参数规范要求的程 度,工业生 产中广泛采用下式定义的工序能力指数: CP=(TU-TL)/ 6σ=T/ 6σ 通过积分可得工艺成品率为: 可得工序能力指数与成品率之间的关系: 规范范围 CP 工艺成品率 不合格品率 ±3σ ±6σ 1 2 99.73% 99.9999998% 2700PPM 0.002PPM
2. 工序能力的定量表征
(5) Cp和Cpk的常规计算方法 计算Cp和Cpk的关键是计算母体正态分布的均值和 标准偏差。常规计算方法为:
通常用下述计算方法计算得S,作为母体分布标准偏 差的近似值。
2. 工序能力的定量表征
(5) Cp和Cpk的常规计算方法
— —工序能力及工序能力指数的计算— —
1. 基本要点 2. 工序能力的定量表征
1. 基本要点
(1) 只有工序能力强的工艺才可能生产出质量好、可 靠性水平高的产品。 (2) 工序能力指数是一种表示工艺水平高低的方便方 法,其实质作用是反映工艺成品率的高低。 (3) “ 6σ设计”是在工序能力指数分析基础上对生 产工艺水平的新要求,其实质作用也是反映工艺成品率 的高低。
(5) Cp和Cpk的常规计算方法
2. 工序能力的定量表征
(1) 工序能力 通常工艺参数服从正态分布 N(μ,σ2)
正态分布标准偏差σ的大小反映了参数的分散程度。绝大 部分数值集中在μ±3σ范围内,其比例为99.73%
工序能力指数的判断与计算
工序能力指数的判断与计算工序能力指数(CPK )一)工序能力与工序能力指数工序能力,是指工序在一定时间,处于操纵状态(稳固状态)下的实际加工能力,它是工序固有的能力,或者者说它是工序保持质量的能力。
这里所指的工序,是指操作作者、机器、原材料、工艺方法与生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程,产品质量也就是工序中的各个质量因素的起作用的综合表现。
关于任何生产过程,产品质量总是分散地存在着,若工序能力越高,则产品质量特性值的分散就会越小;若工序能力低,则产品质量特性值的分散就会越大,那么,应当用一个什么样的量来描述生产过程所造成的总分散呢?通常,都用6 (即时 )来表示工序能力:工序能力为=6 。
若用符号P 来表示工序能力,则P=6 (其中的 是处于稳固状态下的工序之标准偏差)。
工序能力与通常所说的生产能力是两个不一致的概念。
前者是指质量上的能力,后者是指数量上的能力。
工序能力是表示生产过程客观存在着分散的一个参数。
但是,这个参数能否满足产品的技术要求(公差、规格等质量标准)的程度,这个参数就叫做工序能力指数,它是技术要求与工序能力的比值,即:σσμ3±σ工序能力技术要求工序能力指数=σσ当分布中心与公差中心重合时,工序能力指数记为Cp,当分布中心与公差中心偏离时,工序能力指数记为CPK,运用工序能力指数,能够帮助我们掌握生产过程的质量水平。
二)工序能力指数的推断工序的质量水平按Cp值能够划分为5个等级。
按其等级的高低,在管理上可作下列推断与处理,该表中的分级推断与处理关于CPK也同样运用。
工序能力指数的分级推断与处置参考表三)工序能力指数的计算1、在介绍工序能力指数计算往常,先介绍一下平均值与标准偏差的计算:平均值的数学表达式:标准偏差的数学表达式:在实际过程中,由于所取的数据通常较多(100个左右),这样用数学表达式来计算标准偏差十分烦恼,因此,在生产现场常得用作直方图过程中的频数表,使用两种简化的办法来求解平均值与标准偏差,这里不一一作介绍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 工序能力的定量表征
(5) Cp和Cpk的常规计算方法 计算Cp和Cpk的关键是计算母体正态分布的均值和 标准偏差。常规计算方法为:
通常用下述计算方法计算得S,作为母体分布标准偏 差的近似值。
2. 工序能力的定量表征
(5) Cp和Cpk的常规计算方法
1. 基本要点
预备知识-关于测试数据的“ 分布”
关于正态分布
— —工序能力及工序能力指数的计算— —
1. 基本要点 2. 工序能力的定量表征
2. 工序能力的定量表征
(1) 工序能力 (2) 潜在工序能力指数: Cp (3) 实际工序能力指数: Cpk
(4) 单侧规范值情况的工序能力指数CPL和CPU
(5) Cp和Cpk的常规计算方法
2. 工序能力的定量表征
(1) 工序能力 通常工艺参数服从正态分布 N(μ,σ2)
正态分布标准偏差σ的大小反映了参数的分散程度。绝大 部分数值集中在μ±3σ范围内,其比例为99.73%
2. 工序能力的定量表征
(1) 工序能力 通常工艺参数服从正态分布 N(μ,σ2)
2. 工序能力的定量表征
(4)单侧规范值情况的工序能力指数CPL和CPU:
如果要求参数大于某一下限值TL ,无上限要求, 工序能力指数应按下式计算: CPL=(μ-TL)/3σ 若μ<TL ,则取CPL为零,说明该工序完全没有 工序能力。 如果参数规范只规定了上限值TU ,无下限要求, 则工序能力指数应按下式计算: CPU=(TU-μ)/3σ 若μ>TU ,则取CPU为零,说明该工序完全没有 工序能力。
— —工序能力及工序能力指数的计算— —
1. 基本要点 2. 工序能力的定量表征
1. 基本要点
(1) 只有工序能力强的工艺才可能生产出质量好、可 靠性水平高的产品。 (2) 工序能力指数是一种表示工艺水平高低的方便方 法,其实质作用是反映工艺成品率的高低。 (3) “ 6σ设计”是在工序能力指数分析基础上对生 产工艺水平的新要求,其实质作用也是反映工艺成品率 的高低。
正态分布标准偏差σ的大小反映了参数的分散程度。绝大 部分数值集中在μ±3σ范围内,其比例为99.73% 通常将6σ称为工序能力。6σ范围越小,表示该工序加工 的工艺参数越集中,则生产出成品率高、可靠性好的产品的能 力越强,即固有能力越强。
2. 工序能力的定量表征
(2)潜在工序能力指数CP
为了综合表示工艺水平满足工艺参数规范要求的程 度,工业生 产中广泛采用下式定义的工序能力指数: CP=(TU-TL)/ 6σ=T/ 6σ 通过积分可得工艺成品率为: 可得工序能力指数与成品率之9.73% 99.9999998% 2700PPM 0.002PPM
结论:工序能力指数越高,成品率也越高。
2. 工序能力的定量表征
(3) 实际工序能力指数: CPK
2. 工序能力的定量表征
(3) 实际工序能力指数: CPK
在元器件生产中,采用闭环工艺控制的情况并不多,大多为“ 间 接”工艺控制,很难使两者重合。例如,IC中的扩散工艺,并不 能在扩散过程中随时监测方块电阻Rs的变化情况,因此不能做到 在Rs达到规范中心值时结束扩散。实际上都是先做试片,根据试 片测试结果调整工艺条件。实践表明, 对于这种“ 间接 ”控制的 工艺,工艺参数分 布中心值μ与规范 中心值偏移的程度一般为 1.5。
实际工艺能力指数CPK计算公式:
偏离为1.5情况下Cpk与Cp的关系:若工艺参数分布的中心值与 规范中心值偏移的程度为1.5σ,即:(μ-(TU+TL)/2)=1.5σ, 由上式可得:
Cpk=Cp-0.5
即工艺参数分布的中心值μ与规范中心值偏移为1.5σ的情况下, Cpk要比Cp小0.5。如果Cp=2,Cpk只有1.5。因此,有时将Cp 称为潜在工序能力指数,将Cpk称为实际工序能力指数,简称为 工序能力指数。