铣削螺旋槽旋风铣床C轴部件设计
螺纹旋风铣

Topic al Review
CNC 螺纹旋风硬铣削
———高效绿色制造技术
黄祖尧
11 螺纹旋风铣削的原理
机床厂还专门生产了一批旋风铣床 , 原机械工业部
螺纹的旋风铣削是用安装在刀盘上的多把成形 北京机床研究所下属精密机床零件厂 , 在精密丝杠
刀 , 借助于刀盘旋转中心与工件中心的偏心量 e 来 生产线上就采用大连厂的旋风铣床对精密丝杠进行
MASCHIN ENBAU 公司 、Linsinger 公司等 。海外 的是我国 20 世纪 70~80 年代的水平 , 因此 , 引进
一些滚珠丝杠生产企业例如日本的 NS K , 台湾的 软件技术是十分必要的 。
HIWIN , 德 国 的 Rexrot h 、SHU TON , 美 国 的
在 CNC 旋风铣中 , 刀具材料和刀具的制造 、
4m) 和 CNC 内旋风铣 , 用于淬火前的软铣 。
S50C (J IS 标准) , 类似我国的 50~55 H 可控淬透
CNC 旋风铣床不但生产效率高 , 而且由于它不 性钢 。而 我 国 目 前 大 量 使 用 GCr15 、GCr15SiMn
使用难于处理的切削液 , 呈 “逗号”状的切屑易于 轴承钢 。我们要立项研究既能满足 CNC 旋风铣削
回收 , 对生产工厂的环境的污染大大低于一般铣削 工艺的要求 , 又能满足滚珠丝杠副使用性能要求的
和螺纹磨削 , 是值得推广的高效绿色制造技术。新 新钢种 。
一代的 CNC 旋风铣具有旋铣 、圆周铣 、车 、磨 、抛
作为一种技术附加值高的高效专用装备 , 其售
光等多种功能 。国外在机械制造的许多领域都采用 价是十分昂贵的 , 10 多年前的价格约为 40 万马克
数控铣加工中螺旋铣削的运用

数控铣加工中螺旋铣削的运用数控铣加工是一种利用数控铣床进行加工的工艺,它通过程序控制铣刀在工件上进行切削,可以完成各种复杂的零件加工。
螺旋铣削作为数控铣加工中常用的一种切削方式,具有高效、精度高、表面质量好等优点,在实际加工中得到了广泛的应用。
本文将重点介绍数控铣加工中螺旋铣削的运用,并探讨其加工特点、工艺要点以及应用范围,以期为相关行业提供参考和借鉴。
一、螺旋铣削的概念及特点螺旋铣削是一种刀具在轴向上进行螺旋进给的切削方式,它可以有效地提高切削效率和加工精度。
相比于传统的径向铣削,螺旋铣削具有以下显著特点:1. 切削力均匀:螺旋铣削时,刀具在轴向和径向上均匀分布切削力,可以减小工件和刀具的振动,提高加工质量。
2. 加工效率高:螺旋铣削采用螺旋进给方式,可以使刀具的切削速度得到充分利用,提高了切削效率。
3. 表面质量好:螺旋铣削时,切屑排除顺畅,有利于散热,减少切削温度,提高了工件表面的光洁度和精度。
4. 刀具寿命长:螺旋铣削时,刀具切削时所受到的冲击力小,可以延长刀具的使用寿命。
二、数控铣加工中螺旋铣削的工艺要点1. 刀具选择:螺旋铣削需要选择适合的刀具,常用的有螺旋铣刀、螺旋铣刀头等,切削角度一般为30°~45°,其次要注重刀具的刚性和耐磨性。
2. 切削参数:螺旋铣削的切削参数包括切削速度、进给速度和切削深度,这些参数要根据工件材料、形状和精度要求来确定,一般来说,切削速度宜选取较高的数值,进给速度宜选取适当的数值,切削深度宜选取较小的数值。
3. 刀具路径规划:螺旋铣削的刀具路径一般为螺旋线状,需要根据工件的形状、尺寸和加工要求进行合理规划,以保证切削效果和加工质量。
4. 冷却润滑:螺旋铣削时,要保证刀具和工件的冷却润滑,以降低切削温度,延长刀具寿命,改善加工质量。
三、数控铣加工中螺旋铣削的应用范围1. 复杂曲面的精密加工:螺旋铣削能够有效地处理复杂曲面的加工,如模具、汽车零部件等。
旋风铣削丝杠螺纹时牙槽两侧表面质量差异分析及铣刀设计
的表 面质 量 明 显 提 高 。 由 加 工 结 果 可 知 , 论 是 采 无 用 刀 具 进 给 方 式 、 车 床 改 装 的旋 风 铣 削装 置 , 刀 和 工 件 的 转 动 角 速 度 . 山F 山 z 为装 刀 数 。设 转 速 比 =山F 山 / =n / n , 分 Fn ( Fn 别 为铣 刀 和 工 件 的 转 速 ) 则 可 得 ,
t 1 ( +1 ∞ Z = / )
旋 风 铣 削丝 杠 螺 纹 时 牙 槽 两 侧 面 的 表 面 质 量 进 行 了
关键 词 : 风铣 削 , 丝 杠 , 表面 质量 , 铣 刀 盘 旋
A ay i o f r n u fc ai ewen T ie fGr o e n ls f s Di ee tS ra eQu ly B t e woSd so o v t
.
W lie W h r wi d . il a S r w nd s g f M i n Cu t r I l i l n M u I Le d c e a g De i n o m g te
Ke ywo ds: i rwi d mi ig, r wh l n l n l l a sr w , e d ce s f c ai ura e q ly, u t f cn utr a ig c te
1 引 言
高 速 切 削 、 力 切 削 可 显 著 提 高加 工效 率 , 现 强 是
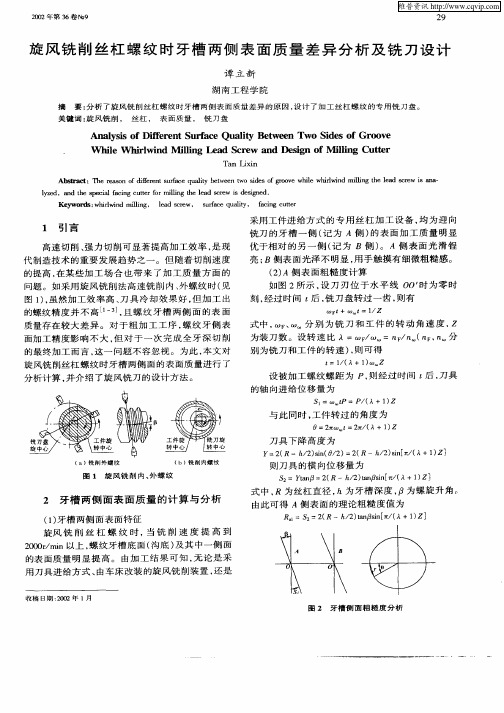
亮 ; 侧 表 面 光 泽 不 明显 , 手 触 摸 有 细 微 粗 糙 感 。 B 用 () 2 A侧 表 面 粗 糙 度 计 算 如 图 2所 示 , 刀 刃 位 于 水 平 线 0 为 零 时 设 0时 刻 , 过 时 间 t , 刀 盘 转 过 一齿 , 有 经 后 铣 则
槽形零件数控铣削加工及编程实例
槽形零件数控铣削加工及编程实例随着科技的不断发展,数控技术已经被广泛应用于加工行业中,成为了机械加工中的重要方式之一,特别是在零件加工中应用越来越广泛。
而其中槽形零件是比较常见的一种,本文将讨论数控铣削加工及编程实例。
首先,我们需要了解数控铣削的基本概念。
数控铣削是通过计算机控制铣床进行加工操作的一种方法。
与传统的手动和半自动加工方式相比,数控铣削具有更高的精度、更快的速度和更低的成本。
对于槽形零件的加工,数控铣床可以实现快速且精密的加工。
其次,讨论数控铣削加工的流程。
在数控铣削中,我们需要进行程序编制、刀具选用、夹具设计、机床调整等步骤。
程序编制是整个加工过程中最关键的一步。
槽形零件加工程序可以采用G代码或ISO代码进行编制。
需要注意的是,编写的程序应该尽可能简洁,保证精度和速度的同时又不影响工件的质量。
具体的程序编写过程需要根据机床、材料、零件形状等因素进行细致的调整。
刀具选用是根据零件形状、材料、加工精度等因素进行选择。
对于槽形零件的加工,通常采用铣刀进行加工。
铣刀应该选用合适的形状和尺寸,保证其能够完成加工任务,同时也应注意刀具材料的选择,保证切削性能。
夹具设计是数控铣削加工中不可或缺的一步。
打磨或用夹具将工件固定在铣床上。
采用合适的夹具设计,可以保证加工精度和工件质量,同时还能提高加工效率。
在夹具设计过程中还要考虑到充分挖掘加工精度,并不断优化夹具的设计和制造工艺。
最后,与编写工艺相关的问题。
机床的调整是保证加工精度的关键环节。
在加工旋转镜像和直线式槽时,加工过程中需要进行编程选择。
这里需要根据加工要求进行选择。
另外,完成加工后还要进行工件的检验,通过研磨和漆膜等工艺处理方式,进行清洗,最后昨次交付。
简要的讲述了槽形零件数控铣削加工及编程实例,必须从实际需求出发,充分了解加工要求以及设计要求,根据设计要求努力创造出助力精度和减少成本的装置,质量{\color{red}测试前调整}完美的加工,设置自动化质量检查系统,保证加工质量达到最佳状态。
旋风铣削丝杠螺纹时牙槽双侧表面质量不同分析与铣刀设计
旋风铣削丝杠螺纹时牙槽两侧表面质量差异分析及铣刀设计作者:湖南工程学院谭立新1 引言高速切削、强力切削可显著提高加工效率,是现代制造技术的重要发展趋势之一。
但随着切削速度的提高,在某些加工场合也带来了加工质量方面的问题。
如采用旋风铣削法高速铣削内、外螺纹时(见图1),虽然加工效率高、冷却效果好,但加工出的螺纹精度并不高,且螺纹牙槽两侧面的表面质量存在较大差异。
对于粗加工工序,螺纹牙侧表面加工精度影响不大,但对于一次完成全牙深切削的最终加工而言,这一问题不容忽视。
为此,本文对旋风铣削丝杠螺纹时牙槽两侧面的表面质量进行了分析计算,并介绍了旋风的设计方法。
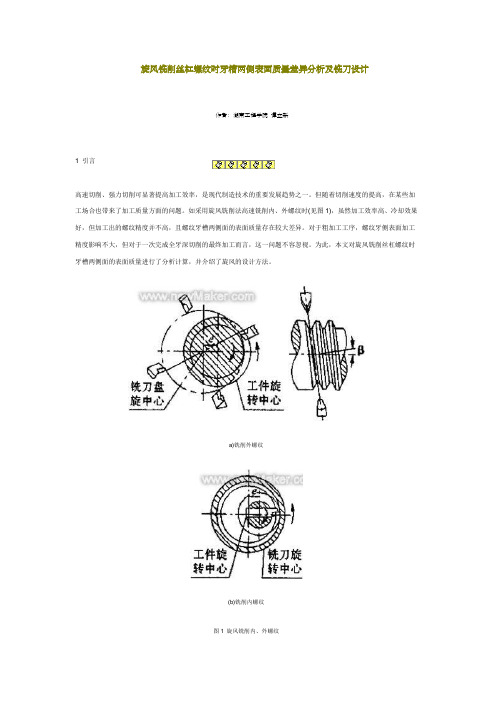
a)铣削外螺纹(b)铣削内螺纹图1 旋风铣削内、外螺纹2 牙槽两侧面表面质量的计算与分析1) 牙槽两侧面表面特征旋风铣削丝杠螺纹时,当铣削速度提高到2000r/min 以上,螺纹牙槽底面(沟底)及其中一侧面的表面质量明显提高。
由加工结果可知,无论是采用刀具进给方式、由改装的旋风铣削装置,还是采用工件进给方式的专用丝杠加工设备,均为迎向铣刀的牙槽一侧(记为A侧)的表面加工质量明显优于相对的另一侧(记为B侧)。
A侧表面光滑锃亮;B侧表面光泽不明显,用手触摸有细微粗糙感。
2) A侧表面粗糙度计算如图2所示,设刀刃位于水平线OO'时为零时刻,经过时间t后,铣刀盘转过一齿,则有ωF t+ωωt=1/Z式中,ωF、ωω分别为铣刀和工件的转动角速度,Z为装刀数。
设转速比λ=ωF/ωω=n F/nω(n F,nω分别为铣刀和工件的转速),则可得t=1(/λ+1)ωωZ图2 牙槽侧面粗糙度分析设被加工螺纹螺距为P,则经过时间t后,刀具的轴向进给位移量为S1=ωωtP=P(/λ+1)Z与此同时,工件转过的角度为θ=2πωωt=2π(/λ+1)Z刀具下降高度为Y=2(R-h/2)sin(θ/2)=2(R-h/2)sin[π(/λ+1)Z]则刀具的横向位移量为S2=Ytanβ=2(R-h/2)tanβsin[π(/λ+1)Z]式中,R为丝杠直径,h为牙槽深度,β为螺旋升角。
旋风铣削在螺旋件中的应用研究
旋风铣削在螺旋件中的应用研究作者:刘顺华来源:《山东工业技术》2015年第21期摘要:旋风铣削是一种相对先进的加工方法,加工螺旋件零件具有许多优点。
本文分析了旋风铣削的工作原理、加工优势和影响旋风铣削加工精度的因素。
着重介绍了CNC旋风铣削工艺的应用。
提出了旋风铣削是目前精密螺纹高效制造中提高质量降低成本的优先方向。
关键词:旋风铣;螺纹加工;硬铣削;螺旋体DOI:10.16640/ki.37-1222/t.2015.21.016随着航空工业和医疗行业的快速发展,对为之配套的像螺钉样的螺旋类零件提出了越来越多的需求。
螺纹的传统加工方式如采用螺纹车刀、滚齿加工等都存在生产成本高、加工效率低、表面粗糙度大等问题。
旋风铣削加工具有加工效率高、工件表面质量好、加工成本低及绿色环保等特点,正成为螺旋件加工领域关注的热点。
目前旋风铣削与高效加工技术的结合与应用在精密螺纹高效制造中得到了迅速的发展,并且旋风铣削可以加工像不锈钢和钛合金类的难切削材料,使得旋风铣削具有强大的生命力和广阔的应用前景。
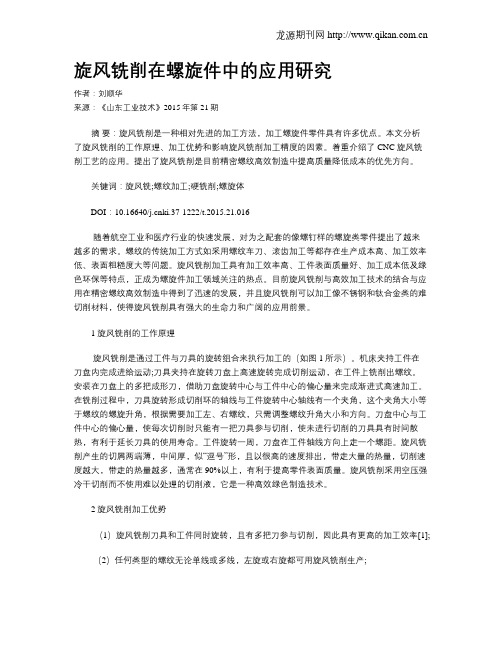
1 旋风铣削的工作原理旋风铣削是通过工件与刀具的旋转组合来执行加工的(如图1所示)。
机床夹持工件在刀盘内完成进给运动;刀具夹持在旋转刀盘上高速旋转完成切削运动,在工件上铣削出螺纹。
安装在刀盘上的多把成形刀,借助刀盘旋转中心与工件中心的偏心量来完成渐进式高速加工。
在铣削过程中,刀具旋转形成切削环的轴线与工件旋转中心轴线有一个夹角,这个夹角大小等于螺纹的螺旋升角,根据需要加工左、右螺纹,只需调整螺纹升角大小和方向。
刀盘中心与工件中心的偏心量,使每次切削时只能有一把刀具参与切削,使未进行切削的刀具具有时间散热,有利于延长刀具的使用寿命。
工件旋转一周,刀盘在工件轴线方向上走一个螺距。
旋风铣削产生的切屑两端薄,中间厚,似“逗号”形,且以很高的速度排出,带走大量的热量,切削速度越大,带走的热量越多,通常在90%以上,有利于提高零件表面质量。
数控铣加工中螺旋铣削的运用

数控铣加工中螺旋铣削的运用螺旋铣削是数控铣加工中常用的一种铣削方式,它同传统的直线铣削相比,具有许多优点。
螺旋铣削可以大幅度提高加工效率,并且减少加工过程中对机床的冲击,从而使加工更加平稳和精确。
本文将介绍螺旋铣削在数控铣加工中的运用。
一、螺旋铣削的原理及优点螺旋铣削是一种优化的铣削方式,它是通过同时进行径向和轴向运动来实现铣削的。
在铣削过程中,铣刀沿着螺旋线的路径移动,完成对工件的切削,与传统铣削相比,其主要优点包括:1. 提高加工效率:螺旋铣削可以在同样的时限内更好的削除工件材料,提高加工效率。
2. 减少加工过程对机床的冲击:直线铣削时,铣刀往返运动,加工过程对机床冲击较大;而螺旋铣削可以将铣刀运动转换为连续性的螺旋线运动,减少对机床的冲击,有利于保护机床和提高加工精度。
3. 改善表面质量:螺旋铣削时,铣刀在一定程度上可以自动补偿工件表面几何偏差,使表面质量更加光滑。
螺旋铣削在数控铣加工中的应用已经比较广泛,主要应用领域包括:1. 去除工件的大面积材料:螺旋铣削可以处理较大的工件面积,有效的去除工件材料。
2. 完成轮廓加工:螺旋铣削可以完成复杂工件的轮廓加工,如螺旋形零件、弯曲零件等。
3. 修改工件表面:螺旋铣削可以通过修改表面来改变工件的功能特性,例如制造传动齿轮时,螺旋铣削可以减少齿轮的噪声和振动。
在螺旋铣削的应用中,需要注意以下几点:1. 选择合适的铣刀:螺旋铣削需要选择大小合适的铣刀,铣刀的几何参数直接影响铣削效果。
2. 控制加工参数:铣削过程中,需要合理的控制加工参数,正确的切入切出角度和切削深度可以提高加工效率和加工质量。
3. 精确的加工配合度:螺旋铣削过程中需要保证加工配合度的精确度,太小的配合度会导致工件无法安装或者安装后卡滞,太大的配合度则会导致工件松动。
总之,螺旋铣削是数控铣加工中一个非常重要的铣削方式,它可以大幅度提高加工效率并减少对机床的冲击,减少机械损伤,从而实现更高的精度和可靠性。
螺纹加工神器——旋风铣

螺纹加工神器——旋风铣什么是旋风铣?旋风铣是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。
因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。
旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。
表面粗糙度能达到Ra0.8μm。
旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种最先进的螺纹加工方法。
旋风铣加工的运动形式:旋风铣在加工过程中需要完成五个加工运动:·刀盘带动硬质合金成型刀高速旋转(主运动)·机床主轴带动工件慢速旋转(辅助运动)·旋风铣根据工件螺距或导程沿工件轴向运动,走心机为棒材的进给运动(进给运动)·旋风铣径向运动(切削运动).旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)旋风铣的切削形式及旋风铣可加工的零件种类:旋风铣的切削形式分为:·内切式·外切式;旋风铣可以加工接骨螺钉,螺纹,丝杠,蜗杆,螺杆类零件;旋风铣加工零件类型旋风铣加工螺纹的优势:与其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高几倍甚至十几倍以上;2、由于是成型加工,产品一刀成形,偏心切削不需退刀,精度高;3、由走心机加装旋风铣动力刀座构成,机床结构无需任何改动,螺旋升角可调,安装方便;节省投资专机设备的费用;4、表面粗糙度可达Ra0.8微米,加工精度提高2级;5、旋风铣刀座作为一把特殊刀具,在数控系统控制下全自动加工;旋风铣的实现方式:1、旋风铣专机:该方式精度虽高,加工范围也广,但需要巨额投资专用设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰;2、普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;3、瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件最先进的加工解决方案!接骨螺钉旋风铣圆形刀片接骨螺钉旋风铣三角形刀片。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣削螺旋槽旋风铣床C轴部件设计
机械设计制造及其自动07010431 赵礼永
指导老师:陈惠贤职称:教授
谢小正职称:助理研究员
中文摘要
文章针对螺杆的加工要求,经分析,得出了形成螺旋型面所需的各种运动,提出了一种高效、高精度实用的内旋风式无瞬心包络数控铣削加工方法,从而设计出了即通用有专用的数控旋风铣床,并论述了回转轴(C轴)部件的设计与计算。
为充分利用旋风铣削的高效率,又能克服其加工质量不太高的弱点,介绍了特别适合大批量丝杠生产的旋风铣机床设计要点
关键字:旋风铣床C轴伺服旋风铣削数控外切法刀盘进给
Abstract
This article introduces the processing of the hetrogeneous screw. After analys is, obtains each kind of the need movement which fome the hetrogeneous screw profile. And grogoses one kind of high-efficient high-gereasion and grracticd emelge meth-CNC milling for hettrogeous screw with inner whirlwind non-in start center conter envelgre .Then designs CNC milling machine for heterogenous screw with inner whirlwind, that is both general and special-purpose . At the gyro-axis (the C axis) .
For fully use the high efficient of whirlwind milling guide screw . And overcome the shorting of processing quality. The whirlwind milling machines can particularly max production of guide screw is introduced.
Key word: heterogeneous screw; inner whirlwind milling; C axis servo whirlwind milling cutterfedrat; numerical control; circumserile method.
正文
一.概述
(一)数控旋风铣床的概念
数控机床集计算机技术、电子技术、自动控制、传感测量、机械制造、网络通信技术与一体,是典型的几点一体化产品,它的发展和运用开创了制造业的新时代,改造了制造业
的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大的变化。
数控铣床是一种加工功能很强的数控机床,目前迅速发展起来的加工中心柔性加工单元等都是在数控铣床的基础上产生的,两者都离不开铣削方式。
旋风铣的定义:旋风铣就是安装在普通车床上的高速切削动力头,用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。
因为其铣削速度搞(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却,加工过程中切削飞溅如旋风儿得名旋风铣。
(二)旋风铣床的工作原理及特点
旋风铣就是安装普通车床上的高速切削动力头,可以选用不同硬质合金刀具对各种材料精心高速、高效的螺纹铣削。
旋风铣是在引进德国旋风铣车床(加工军品丝杠用)基础上研制开发的,旋风铣告别了传统螺纹加工,使螺纹加工的工时、成本大幅度降低,产品精度提高。
1.不改动车床结构,安装方便。
2.螺旋升角可以有效调整。
3.切削速度高,不需要退刀槽,铣、削一刀成型。
4.主轴进给慢,铣头高速切削,退到方便,操作简单。
5.加工零件表面粗糙度可达Ra0.8,实现以铣代磨。
(三)旋风铣床的应用
旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。
表面粗糙度能达到Ra0.8um。
车床主轴转速满,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。
异型螺杆呗广泛应用于石油、化工、轧钢、塑胶、轻工业和农业中的原料加工、供送等工序中。
在供送装置中他将规则和不规则的成批物体按照规定的工艺要求成批或者逐个的供送到包装工位,在供送过程中可以按照要求完成增距、减距、分流、合流、升降、起伏、转向或者翻身等工艺要求。
近年来,螺杆的外形正逐步由圆柱向圆锥形、等导程向变导程国度看,工作方式也有单螺杆积压向双螺杆积压发展。
根据异型螺杆参数的不同又可将其分成变深螺杆、变距螺杆、变深变距螺杆及其组合体。
根据螺纹槽的法相截型可将其分为直线型和曲线型。
这些螺杆形状辅助而且精度要求精度高,通常其加工是有专用机床完成的。
这大大的降低了制造的灵活行。
针对该问题,在异型螺杆数字模型基础上对其数控加工技术精心研究并设计数控机床。
二.设计参数
1.工件参数
工件直径:20~80mm
工件长度:100~200mm
工件锥度:<30°
工件螺旋参数:外圆螺旋角β<45°;螺旋放心:右旋;断面廓形为r,廓形精度为±0.08mm以内,螺距:15~150mm;头数:1~3。
2.工艺参数:
生产纲领:1500件/年;
毛坯形式:锻件
刀具参数:专用刀具
三.总体方案设计
(一)总体方案的确定
通过与传统方式铣床加工、卧式车铣复合加工,内旋风式无瞬心包络铣削等方案的比较,犹豫内旋风式铣削加工表面成型精度高,铣刀切削刃在工件表面上扫过的面积大,在相同表面粗糙度要求的条件下,可大大缩短加工时间,而且其成本低廉,因此选用内旋风式
无瞬心包络铣削方案。
(二)内旋风式无瞬心包络铣削方案的特点
旋风铣床总体来说就是将普通的数控车床的刀具更换为内旋风式铣刀的刀盘,这是一种高效、经济、实用的加工方式。
此种方式在加工时不但刀刃回转表面与工件表面的接触线较长,切削平稳,减少加工时间。
一般的工艺节拍都在5分钟左右,而高效率的旋风铣加工方式只要2分钟,而且加工的螺旋表面的粗糙度值极小,内旋风式铣刀的刀盘为径向刀盘,刀头为机夹式,装有棱形标准车刀刀片,在包络加工过程中,工件以加工表面则是由刀尖圆弧部分回转形成的内圆环面包络成形,而主切削刃回转锥面起到切削金属的作用。
四. 设计说明书简介
前言
中文摘要
英文摘要
目录
第一章概述
第二章总体方案的制定与比较
第三章部件的设计与计算
第四章电器控制及液压控制原理设计与计算
第五章其他
参考文献
外文原文和翻译
致谢
五. 图纸部分
1. 具有螺旋槽特征零件图
2. 旋风铣床总体联系尺寸图
3. 旋风铣床主轴箱展开图
4. 旋风铣C轴部件装配图
5. 旋风铣床电器原理图
6. 液压气动原理图
六. 本次毕业设计的收获
本次毕业设计是我们机电专业学生在毕业前的一次全面系统的训练,通过结合实际的毕业设计过程,巩固和扩展了我们在学校期间所学到的基础知识和专业知识,训练了我们综合应用所学知识来分析和解决工程实际问题的能力,在设计期间,在老师的带领下参观了实习车间,接触了各种实际车床,了解了机床的具体结构,为此次设计提供了很大的帮助。
通过此次毕业设计,不仅使我们对数控机床的结构设计、受力分析、国产数控系统单元的应用、电器控制及数控单元的配合设计、CAD绘图等方向的知识得到了进一步的巩固和加深,为我们在今后的实际工作提供了一次演练的机会,也为在以后工作中独立完成工程设计打下了良好的基础。
在此感谢指导老师对此次设计的指导和帮助!
参考文献
【1】《机械设计手册》化学工业出版社
【2】《SIEMNS SINUMERIK 802D &STEPDRIVE》手册
【3】《机械设计》北京机械工业出版社
【4】《机械制造工艺设计手册》王绍俊主编机械工业出版社
【5】《机械制造基础》韩秋实编机械工业出版社【6】《机械制造装备及设计》杜君文主编天津大学出版社【7】《机床电气自动化控制技术》齐占庆主编机械工业出版社【8】《机械设计常用元器件手册》刘松仁主编机械工业出版社【9】《机电一体化系统设计》赵松年主编机械工业出版社【10】《实用数控机床技术手册》李福生主编北京出版社
【11】《技术切削机床简明设计手册》范云涨主编机械工业出版社【12】《机电一体化实用技术》徐志毅主编上海科学技术出版社【13】教师提供的各种样本
【14】有关的国家标准、企业标准等在实习调用中收集。