s7-200PLC对步进电机的快速精确定位控制
基于S7—200LC实现步进电机的驱动控制

基于S7—200LC实现步进电机的驱动控制【摘要】步进电机是一种将电脉冲信号转变为角位移或线位移的的执行元件。
驱动步进电机的方法较多,本文旨在用S7-200PLC通过发送脉冲信号给步进电机的驱动器,由驱动器来驱动步进电机进行工作。
本设计采用S7-200PLC 和大功率晶体管实现对步进电机的驱动控制,硬件结构简单可靠,成本较低,实用性较强,具有良好的通用性和应用推广价值。
【关键词】步进电机;S7-200PLC;驱动器;晶体管1.引言步进电机作为执行元件,是机电一体化的关键产品之一,广泛应用在各种家电产品中,例如打印机、磁盘驱动器、玩具、雨刷、机械手臂和录像机等。
此外也广泛应用于各种工业自动化系统中。
因此实现对步进电机良好的驱动控制显得十分必要。
驱动步进电机的方法较多,目前流行的是采用S7-200PLC驱动控制步进电机。
步进电机驱动器可以通过接收S7-200PLC发送的脉冲个数来控制步进电机的位移量,从而达到准确定位的目的;同时可以通过接收S7-200PLC发送的脉冲频率来控制步进电机的速度和加速度,从而达到调速的目的。
许多S7-200PLC都内置了脉冲输出功能,并设置了相应的控制指令,可以很好的对步进电机进行驱动控制。
本文采用西门子公司的CPU226晶体管输出型PLC对步进电机进行驱动控制。
2.样例系统本文的驱动控制过程为:某运货小车在甲、乙两地之间运行(如图1所示),装货及卸货,在此过程中要求小车准确定位和平稳运行。
要想实现上述控制过程,只需对小车的动力装置(步进电机)进行合理的驱动控制即可。
步进电机的驱动控制方法如图2所示。
驱动控制方法是通过上位机设定参数,利用S7-200PLC输出高速脉冲信号,送给大功率管组成的驱动电路,经过步进电机驱动器去控制步进电机的准确定位和平稳运行。
本文采用的PLC 为西门子公司的CPU226DC/DC/DC、驱动器为SH-20403两相混合式步进电机细分驱动器、步进电机型号为42BYG250B,其步距角为1.8°;相电流为1.5A;保持转矩为0.43(N·m)。
用S7_200PLC的高速输出口实现步进电机位置控制的设想

开始
快速向后
到达传感器
Y
SQ2
N
Y 快速向前
到达传感器 SQ3
N
慢速向后
离开传感器
N
SQ2
Y 结束
《玻璃纤维》2008年 第4期 10
图2 参考点寻找程序流程图
张祖光,等:用S7-200PLC 的高速输出口实现步进电机位置控制的设想
技术交流
MOVW VW100,SMW68 //设置脉冲周期 PLS 0 //发脉冲 INT-0 //中断服务程序 LD M0.0 //脉冲输出使能 MOVW VW100,SMW68 //设置脉冲周期 PLS 0 //发脉冲 INCW VW200 //累计实发脉冲数 2.2 参考点寻找程序的设计 在该控制系统中,SQ2为参考点传感器。程序中 采用向后寻找,即感应块向后离开传感器的瞬间作 为参考点。为了快速准确地寻找到参考点,先快速 向后寻找,到达传感器SQ2区域后改成慢速向后,直 至向后离开传感器。如果一开始排线器感应块停在 SQ2与SQ3之间,则向后寻找过程中会先到达后侧传 感器SQ3,再向前寻找。如图2为参考点寻找流程图。 2.3 往复控制程序的设计 拉丝机起动后排线器先运行寻找参考点程序, 让其停在中间位置,然后作前后往复运动。 往复动程及速度可根据工艺要求随时更改。前 后两端装有限位传感器SQ1和SQ3。图3为往复控制流 程图。
Abstract:For the control of reciprocation of the traverse of a strand winder,the use of pulse train output instruction in combination with interrupt control technology to find reference point by programming can not only make full use of the resourses of CPU itself,but alse save the hardware configuration of the control system. The position control by a step motor is usually done by position control modules. However,SIEMENS S7-200 PLC integrate has two high-speed outlets of 20 kHz,which can replace the modules for position control if they are properly used. Key words:S7-200 PLC;position control;high-speed outlet;winder;traverse
s7-200步进电机控制s-200步进电机控制s7-200步进电机控制s7-200步进电机控制

PTOx_RUN子程序(运行轮廓)
• PTOx_RUN子程序(运行轮廓)命 令PLC执行存储于配置/轮廓表的 特定轮廓中的运动操作。开启EN位 会启用此子程序。在懲瓿蓲位发出 子程序执行已经完成的信号前,请 确定EN位保持开启。
• 现在比较常用的步进电机包括反应式步进电机(VR)、 永磁式步进电机(PM)、混合式步进电机(HB)和单相 式步进电机等。
• 电机固有步距角:
• 它表示控制系统每发一个步进脉冲信号,电机所 转动的角度。电机出厂时给出了一个步距角的值 。
• 如86BYG250A型电机给出的值为0.9°/1.8°(表 示半步工作时为0.9°、整步工作时为1.8°), 这个步距角可以称之为‘电机固有步距角’,它 不一定是电机实际工作时的真正步距角,真正的 步距角和驱动器有关。
• Error(错误)参数包含本子程序的结果。 如果PTO向导的HSC计数器功能已启用, C_Pos参数包含用脉冲数目表示的模块; 否则此数值始终为零。
编程
运行。 • 脉宽时间 = 0 占空比为0%:输出关闭。 • 周期 < 2个时间单位 周期的默认值为两个时间单
位。
• PTO操作
• PTO为指定的脉冲数和指定的周期提供方 波(50%占空比)输出。PTO可提供单脉冲 串或多脉冲串(使用脉冲轮廓)。您指定 脉冲数和周期(以微秒或毫秒递增)。
• 周期范围从10微秒至65,535微秒或从2毫秒 至65,535毫秒。
产生一个高速脉冲串或一个脉冲调制波形。 • Q0.0 • Q0.1
• 当Q0.0/Q0.1作为高速输出点使用时,其普 通输出点禁用,反之。
S7-200控制步进电机

步进电机是工业自动化过程当中经常用到的一种控制传动机构,它是通过接受输入脉冲,然后每个脉冲转动一定的步距(角度)来完成对执行机构的控制传动的。
使用PLC可以通过特殊功能存储器(SM)或者增加EM253位控模块来控制步进电机,但是使用SM需要熟悉每一位的意义,而且编程烦琐。
如果为PLC增加功能扩展模块,无疑会增加产品成本。
鉴于这些原因并结合本人的实践经验,本文利用STEP 7-Micro/WI N 位置控制向导来实现应用PLC控制步进电机的运动功能。
1 操作步骤[2]使用STEP 7——Micro/WIN位置控制向导,为线性脉冲串输出(PTO)操作组态一个内置输出。
启动位置控制向导,可以点击浏览条中的向导图标,然后双击PTO/PWM图标,或者选择菜单命令工具→位置控制向导。
(1)在位置控制向导对话框中选择“配置S7-200 P LC内置PTO/PWM操作”。
(2)选择Q0.0或Q0.1,组态作为PTO的输出。
(3)从下拉对话框中选择“线性脉冲串输出(PTO)”。
(4)若想监视PTO产生的脉冲数目,点击复选框选择使用高速计数器。
(5)在对应的编辑框中输入最高电机速度(MAX_SPE ED)和电机的启动/停止速度(SS_SPEED)的数值。
(6)在对应的编辑框中输入加速和减速时间。
(7)在移动包络定义界面,点击新包络按钮允许定义包络,并选择所需的操作模式。
a)对于相对位置包络:输入目标速度和脉冲数。
然后,可以点击“绘制包络”按钮,查看移动的图形描述。
若需要多个步,点击“新步”按钮并按要求输入步信息。
b)对于单速连续转动:在编辑框中输入目标速度的数值。
若想终止单速连续转动,点击子程序编程复选框,并输入停止事件后的移动脉冲数。
(8)根据移动的需要,可以定义多个包络和多个步。
(9)选择完成结束向导。
2 应用实例本例通过PLC控制步进电机在车轮自动超声探伤中的应用,进一步说明利用STEP 7-Micro/WIN 位置控制向导来实现利用PLC控制步进电机的具体操作过程。
基于西门子S7_200PLC控制步进电机的设计及应用

工程技术 Project technique基于西门子S7-200PL C 控制步进电机的设计及应用徐 智 杜逸鸣 熊田忠 孙承志(三江学院电气系 210012)【摘 要】PLC 控制步进电机在许多工业控制中应用广泛,本文介绍了PL C (Programmable Logic Cont roller )通过发送脉冲和方向信号给步进电机的驱动器,由驱动器来控制步进电机工作的原理。
本设计采用PL C 和大功率晶体管实现步进电机的驱动和控制,结构简单,可靠性高,成本低,实用性强,具有较高的通用性和应用推广价值。
【关键词】步进电机;PLC ;驱动器1 引言PL C 是广泛应用于工业自动化领域的控制器,PL C 及其有关的设备,都按易于与工业控制系统连成一个整体、易于扩充功能的原则而设计。
现在,PL C 功能得到了很大的扩充和完善,比如为了配合步进电机的控制,许多PL C 都内置了脉冲输出功能,并设置了相应的控制指令,可以很好地对步进电机进行控制,实现和其它设备的通信等。
本文用SIEM ENS 公司CPU226晶体管输出型PL C 控制步进电机。
2 步进电机的控制方法步进电机控制方法框图如图1所示。
控制方案是通过上位机设定参数,利用S7-200PL C 的高速脉冲输出功能输出脉冲信号,送给大功率管组成的驱动电路,经过驱动器去控制步进电机实现位置控制。
其中本文中的PL C 为西门子公司的CPU226DC/DC/DC 、驱动器为某公司的SH -20403两相混合式步进电机细分驱动器、步进电机为42B YG 250B 型,步距角1.8°。
本文的控制过程为某运料小车在A —B 两地之间运行(如图2所示),装料及卸料,要求定位准确,运行平稳。
3 PL C 对步进电机的速度控制及定位步进电机在启动和停止时有一个加速及减速过程,且加速度越小则冲击越小,动作越平稳。
所以,步进电机工作时一般要经历这样—个变化过程:加速→恒速(高速)→减速→恒速(低速)→停止。
基于S7-200PLC与步进电机的位置控制系统设计
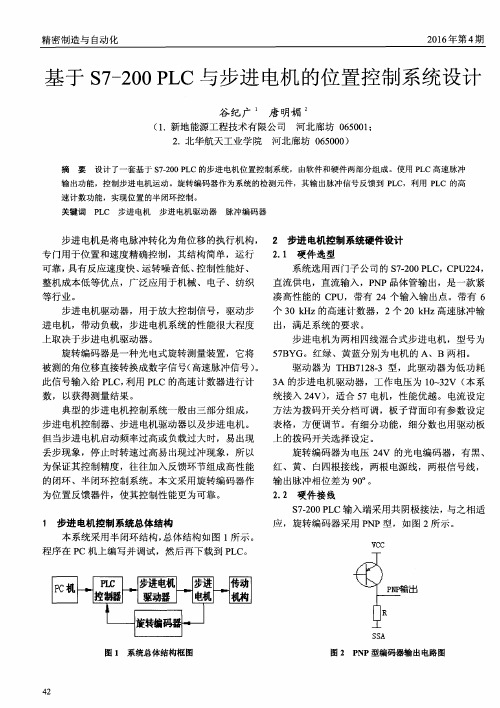
步 进 电机驱 动器 ,用 于放 大控 制 信号 ,驱 动步 进 电机 ,带动 负载 ,步进 电机 系 统 的性 能很大 程度
上 取决 于步 进 电机 驱动器 。
设计 了一套基于 S 7 , 2 0 0 P L C的步进 电机位 置控制 系统, 由软件和硬件两部分组成 。使用 P L C高速脉冲
输 出功 能,控制步进 电机运动 。旋转编码器 作为系统的检测元件,其输 出脉冲信号反馈到 P L C,利用 P L C 的高 速计数功能 ,实现位置 的半 闭环控制 。 关键词 P L C 步进 电机 步进 电机驱动器 脉冲编码器
精 密制 造 与 自动化
2 0 1 6 年第 4 期
基于 ¥ 7 - 2 0 0 P L C与步进 电机 的位置控制 系统 设计
谷 纪 广 唐 明媚
( 1 . 新 地 能源 工 程技 术有 限公司 河 北廊坊 0 6 5 0 0 1 ;
2 .北华 航 天工业 学 院
摘 要
河北 廊坊 0 6 5 0 0 0 )
上 的拨 码开 关选 择设 定 。 旋 转编码 器 为 电压 2 4 V 的光 电编码 器 ,有 黑 、
丢 步现 象 ,停止 时 转速过 高 易 出现 过 冲现 象 ,所 以 为保证 其控 制精 度 ,往往 加 入反馈 环 节组 成高 性 能
的 闭环 、 半 闭环 控制 系统 。本文采 用 旋转 编码 器作
旋 转编 码器 是 一种光 电式旋转 测 量装 置 ,它将 被 测 的角位 移直 接转 换成 数字 信 号( 高速脉 冲信 号 ) 。 此 信号 输入 给 P L C, 利用 P L C 的高速 计数器 进 行计
S7—200PLC的PTO在步进电机位置控制中的应用
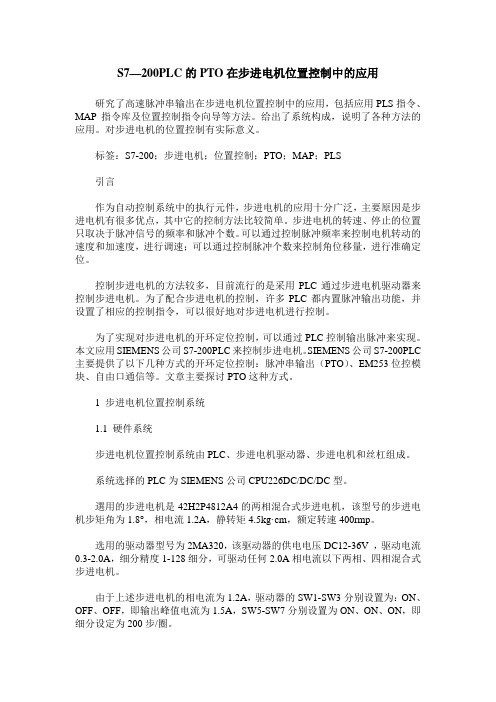
S7—200PLC的PTO在步进电机位置控制中的应用研究了高速脉冲串输出在步进电机位置控制中的应用,包括应用PLS指令、MAP指令库及位置控制指令向导等方法。
给出了系统构成,说明了各种方法的应用。
对步进电机的位置控制有实际意义。
标签:S7-200;步进电机;位置控制;PTO;MAP;PLS引言作为自动控制系统中的执行元件,步进电机的应用十分广泛,主要原因是步进电机有很多优点,其中它的控制方法比较简单。
步进电机的转速、停止的位置只取决于脉冲信号的频率和脉冲个数。
可以通过控制脉冲频率来控制电机转动的速度和加速度,进行调速;可以通过控制脉冲个数来控制角位移量,进行准确定位。
控制步进电机的方法较多,目前流行的是采用PLC通过步进电机驱动器来控制步进电机。
为了配合步进电机的控制,许多PLC都内置脉冲输出功能,并设置了相应的控制指令,可以很好地对步进电机进行控制。
为了实现对步进电机的开环定位控制,可以通过PLC控制输出脉冲来实现。
本文应用SIEMENS公司S7-200PLC来控制步进电机。
SIEMENS公司S7-200PLC 主要提供了以下几种方式的开环定位控制:脉冲串输出(PTO)、EM253位控模块、自由口通信等。
文章主要探讨PTO这种方式。
1 步进电机位置控制系统1.1 硬件系统步进电机位置控制系统由PLC、步进电机驱动器、步进电机和丝杠组成。
系统选择的PLC为SIEMENS公司CPU226DC/DC/DC型。
選用的步进电机是42H2P4812A4的两相混合式步进电机,该型号的步进电机步矩角为1.8°,相电流1.2A,静转矩4.5kg·cm,额定转速400rmp。
选用的驱动器型号为2MA320,该驱动器的供电电压DC12-36V ,驱动电流0.3-2.0A,细分精度1-128细分,可驱动任何2.0A相电流以下两相、四相混合式步进电机。
由于上述步进电机的相电流为1.2A,驱动器的SW1-SW3分别设置为:ON、OFF、OFF,即输出峰值电流为1.5A,SW5-SW7分别设置为ON、ON、ON,即细分设定为200步/圈。
基于西门子S7—200SMARTPLC的步进电机控制

基于西门子S7—200SMARTPLC的步进电机控制作者:范长青来源:《无线互联科技》2019年第03期摘要:文章介绍利用西门子S7-200 SMART PLC输出的高速脉冲输出信号及方向信号来控制步进电机驱动器,从而驱动步进电机运转,实现精确定位、正转、反转、急停、位置归零等功能。
这种控制方式简单易行,成本比较低,精度较高。
关键词:PLC;步进电机;位置控制;运动控制PLC作为新型的电控装置,由于具有可靠性高、通用性好、环境适应性好、抗干扰能力强、接线简单、编程简单易学和体积小等优点,已经广泛应用于钢铁、石油、化工、电力、机械制造等各行各业。
步进电机只有周期性的误差而无累积误差,并且控制精度稳定、准确,步进电机已经广泛应用于各类开环控制中[1]。
本文利用西门子S7-200 SMART系列ST30的高速脉冲输出实现步进电机位置控制功能,给出了位置控制系统设计方案,实验表明能够实现精确定位控制。
1 控制原理步进电机是用电脉冲信号进行控制的,每输入一个脉冲信号,输出轴便转动一定的角度或前进一步。
步进电机输出轴的角位移量与输入脉冲成正比,控制输入的脉冲数就能准确地控制输出的角位移量,精准地定位。
步进电机输出轴的转速与输入的脉冲频率成正比,控制输入的脉冲频率就能准确地控制步进电机的转速。
改变控制绕组的通电顺序,步进电机就能反转。
因此,可以通过控制输出脉冲数量、频率和控制绕组的通电顺序来控制步进电机的转动。
本系统是利用西门子S7-200 SMART自带的脉冲发生器向步进电机发出脉冲信号和方向控制信号,并通过调节步进电机驱动器的拨码开关实现脉冲频率变化,以此来控制电机的速度变化。
这种方法可以实现步进电机的正转控制和反转控制,可实现在运转状态下,正向或反向的切换;在停止状态下,可正向或反向启动电机;在运转中实时改变旋转速度大小,并且可以实现低速运转[2-3]。
步进电机控制系统框如图1所示。
2 系统硬件设计本控制系统选用西门子S7-200 SMART系列的ST30 PLC作为控制器,S7-200 SMART系列的ST 30 PLC有18个输入点,12个输出口,两个PTO /PWM 输出端口(Q0.0,Q0.1)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
正文字体大小:大中小
PLC对步进电机的快速精确定位控制
(2012-09-29 21:01:43)
转载▼
标签:
分类:PLC
plc编程
plc培训
称重传感器
PLC对步进电机的快速精确定位控制
步进电机是一种将电脉冲转化为角位移的执行机构。
当步进驱动器接收到一个脉冲信号时就驱动步进电机按设定的方向转动一个固定的角度(称为“步距角”),其旋转以固定的角度运行。
可以通过控制脉冲个数来控制角位移量以达到准确定位的目的;同时也可以通过控制脉冲频率来控制电机转动的速度和加速度而达到
调速的目的。
步进电机作为一种控制用的特种电机,因其没有积累误差(精度为100%)而广泛应用于各种开环控制。
ﻫ 1 定位原理及方案
1.1 步进电机加减速控制原理ﻫ步进电机驱动执行机构从一个位置向另一个位置移动时,要经历升速、恒速和减速过程。
当步进电机的运行频率低于其本身起动频率时,可以用运行频率直接起动并以此频率运行,需要停止时,可从运行频率直接降到零速。
当步进电机运行频率fb>fa(有载起动时的起动频率)时,若直接用fb频率起动会造成步进电机失步甚至堵转。
同样在fb频率下突然停止时,由于惯性作用,步进电机会发生过冲,影响定位精度。
如果非常缓慢的升降速,步进电机虽然不会产生失步和过冲现象,但影响了执行机构的工作效率。
所以对步进电机加减速要保证在不失步和过冲前提下,用最快的速度(或最短的时间)移动到指定位置。
步进电机常用的升降频控制方法有2种:直线升降频和指数曲线升降频指数曲线法具有较强的跟踪能力,但当速度变化较大时平衡性差。
直线法平稳性好,适用于速度变化较大的快速定位方式。
以恒定的加速度升降,规律简练,用软件实现比较简单,本文即采用此方法。
1.2 定位方案
要保证系统的定位精度,脉冲当量即步进电机转一个步距角所移动的距离不能太大,而且步进电机的升降速要缓慢,以防止产生失步或过冲现象。
但这两个因素合在一起带来了一个突出问题:定位时间太长,影响执行机构的工作效率。
因此要获得高的定位速度,同时又要保证定位精度,可以把整个定位过程划分为两个阶段:粗定位阶段和精定位阶段。
粗定位阶段,采用较大的脉冲当量,如0.1mm/步或1mm/步,甚至更高。
精定位阶段,为了保证定位精度,换用较小的脉冲当量,如0.01mm/步。
虽然脉冲当量变小,但由于精定位行程很短(可定为全行程的五十分之一左右),并不会影响到定位速度。
为了实现此目的,机械方面可通过采用不同变速机构实现。
工业机床控制在工业自动化控制中占有重要位置,定位钻孔是常用工步。
设刀具或工作台欲从A点移至C点,已知AC=200mm,把AC划分为AB与BC两段,AB=196mm,BC=4mm,AB段为粗定位行程,采用0.1mm/步的脉冲当量依据直线升降频规律快速移动,BC段为精定位行程,采用0.01mm/步的脉冲当量,以B
点的低频恒速运动完成精确定位。
在粗定位结束进入精定位的同时,PLC自动实现变速机构的更换。
2 定位程序设计ﻫ 2.1 PLC脉冲输出指令ﻫ目前较为先进的PLC不仅具有满足顺序控制要求的基本逻辑指令,而且还提供了丰富的功能指令。
SiemensS7-200系列PLC的PLUS指令在Q0.0和Q0.1输出PTO或PWM高速脉冲,最大输出频率为20KHz。
脉冲串(PTO)提供方波输出(50%占空比),用户控制周期和脉冲数。
脉冲宽度可调制(PWM)酮能提供连续、变占空比输出,用户控制周期和脉冲宽度。
本文采用PTO的多段管线工作方式实现粗定位,PTO的单段管线方式实现精定位。
ﻫ上述例子中,假定电机的起动和结束频率是2KHz,最大脉冲频率是10KHz。
在粗定位过程中,用200个脉冲完成升频加速,400个脉冲完成降频减速。
使用PLC的PTO多段管线脉冲输出时,用下面的公式计算升降频过程中的脉冲增量值。
ﻫ给定段的周期增量=(ECT—ICT)/Q 式中:ECT=该段结束周期时间ﻫICT=该段初始周期时间ﻫ利用这个公式,加速部分(第1段)周期增量为2,减速部分(第3段)周期增量为1。
因第2
段是恒速部分,故周期增量为0。
如果PTO的包络表从VB500开始存放,则表1为上例的包络表值。
2.2源程序
//主程序ﻫ LDSM0.1 //首次扫描为1
R Q0.0,1 //复位映像寄存器位ﻫCALL 0 //调用子程序0,初始化粗定位相关参数
LD M0.0 //粗定位完成
RQ0.0,1ﻫ CALL 1 //调用子程序1,初始化精定位相关参数
//子程序0,粗定位ﻫ LD SM0.0
MOVB 16#A0,SMB67 //设定控制字:允许PTO操作,选择ms增量,选择多段操作
MOVW 500,SMW168 //指定包络表起始地址为V500ﻫMOVB 3,VB500 //设定包络表段数是3
MOVW 500,VW501 //设定第一段初始周期为500ms
MOVW -2,VD503 //设定第一段周期增量为-2ms
MOVD 200,VD505//设定第一段脉冲个数为200ﻫMOVW 100,VW509 //设定第二段初始周期为100msﻫMOVW 0,VD511 //设定第二段周期增量为0msﻫ MOVD 1360,VD513 //设定第二段脉冲个数为1360ﻫ MOVW 100,VW517 //设定第三段初始周期为100ms
MOVW 1,VD519 //设定第三段周期增量为1msﻫMOVD 400,VD521 //设定第三段脉冲个数为400ﻫATCH 2,19 //定义中断程序2处理PTO完成中断
ENI //允许中断ﻫ PLS 0 //启动PTO操作
//子程序1,精定位ﻫLD SM0.0 //首次扫描为1
MOVB 16#8D,SMB67 //允许PTO功能,选择ms增量,设定脉冲数和周期MOVW 500,SMW68 //设定精定位周期为500ms
MOVD 400,SMD72 //设定脉冲个数为400
ATCH3,19//定义中断程序3处理PTO完成中断ﻫ ENI //允许中断ﻫPLS 0 //启动PTO操作
//中断程序2
LD SM0.0 //一直为1
= M0.0 //启动精定位
ﻫ//中断程序3
LD SM0.0 //一直为1
= M0.1//实现其他功能
+++++++++++++++++++++++++++++++++++++++++++++
+++++++++++++++
已投稿
到:。