三通放样
异径三通放样展开方法 -回复
异径三通放样展开方法-回复"异径三通放样展开方法"是一种在制作异径三通管件时用于绘制展开图的方法。
该方法可以帮助制造人员更准确地切割和折弯管件,以确保其符合设计要求。
在本文中,我将详细介绍这种方法的步骤和应用。
首先,让我们来了解一下什么是异径三通管件。
异径三通管件是一种管道连接件,通常用于连接不同直径的管道。
它具有一个主管和两个支管。
正确制作和安装异径三通管件对于管道系统的流体运行至关重要。
当我们需要制作一个异径三通管件时,首先需要准确测量和计算相关参数。
这些参数包括主管的直径、支管的直径、各支管和主管之间的距离等。
在本文的剩余部分,我们将假设我们已经得到了这些参数,并讨论如何使用异径三通放样展开方法。
异径三通放样展开方法的核心在于绘制三个相互连接的圆。
我们将以主管的中心为原点,绘制一个半径为主管半径的圆。
然后,我们根据支管直径和支管与主管之间的距离,以支管与主管的连接点分别为圆心,绘制两个相应的圆。
接下来,我们需要根据异径三通管件的要求将这些圆进行切割。
通常,切割有两种方式:轧及展开和展开轧压。
首先,我们将讨论轧及展开的方法。
这种方法适用于直径较小的管件。
我们可以在圆切割行上选择一个起始点,并在每个管道的支管上绘制平行线。
然后,通过连接这些平行线的顶点,我们可以得到支管的展开图。
对于直径较大的管件,我们将使用展开轧压方法。
这种方法先将一个支管按照切割线切开,然后按照展开图的形状绕着另一个支管进行弯曲。
最后,将两个切割好的半圆状管道连接起来,即可制作出异径三通管件。
在实际应用中,我们通常使用软件辅助绘制展开图。
这些软件可以根据输入的参数和要求,自动计算和绘制展开图。
例如,一些机械加工软件、CAD 软件和制图软件都可以完成这项任务。
总结一下,异径三通放样展开方法是一种在制作异径三通管件时使用的方法,可以帮助制造人员绘制准确的展开图。
通过绘制相互连接的圆和切割线,我们可以得到管件的展开形状。
最新三通放样
三通放样三通的制作一、挤压三通挤压三通(见图5-17)是利用钢材的塑性并在不破坏金属组织的条件下,使钢管段按照三通胎模作塑性变形。
采用无缝钢管切成管段,经过压椭圆、加热挤凸颈、开孔、整形等加工成三通。
用挤压法,加工三通所用的钢管管径应使用比三通主通管直径大2~3号的管子,例如三通主通管为φ76mm,则采用φ102mm以上的钢管加工。
国内有挤压三通的定型产品。
图5-17 挤压三通二、焊接三通干管连接支管时经常在干管上开孔焊接支管而成焊接三通。
1.正三通正三通是支管与干管垂直的三通,分为等径正三通和异径正三通,其样板画法是相同的。
异径正三通展开法画样板,见图5-18。
先用于管外圆直径D画一圆,并画横向和竖向轴线。
在竖向轴线上截取0-4等于支管高度,过4点竖向轴线的垂线1-1,1-1长度等于支管外圆的直径D1,并被竖向轴线所平分(即1-4长度等于4-1长度)。
以1-1长度为直径在上方画半圆,再将半圆弧等分6等分,过圆弧上各等分点作支管直径1-1的垂线,交直径1-1于2、3、4、3、2点,延长各垂线交下面大圆(干管截面)于1′、2′、3′、4′、3′、2′各点。
过1-1向右引水平线,在水平线上截取1-1,等于支管外圆周长L1(L1=πD1),再将1-1等分12等分,等分点为1、2、3、4、3、2、1、2、3、4、3、2、1,过各等分点作1-1的垂线,在各垂线上分别截取1-1′,2-2′,3-3′、4-4′、3-3′、2-2′、1-1′、2-2′……1-1′,其长度分别等于左图中的各线对应长度。
再用曲线板连接1′、2′、3′、4′、3′、2′、1′、2′……各点,可得出支管的展开图,用剪刀剪出即支管的下料样板。
图5-18 正三能下料样板图2.斜三通在样板纸上先画出斜三通的正面图与侧面图。
见图519。
分别在正面图和侧面图的支管端部,以支管外圆直径画半圆,分别将两个半圆等分八等分,过各等分点。
作与支管直径垂直的平行垂线。
三通管放样加工制作
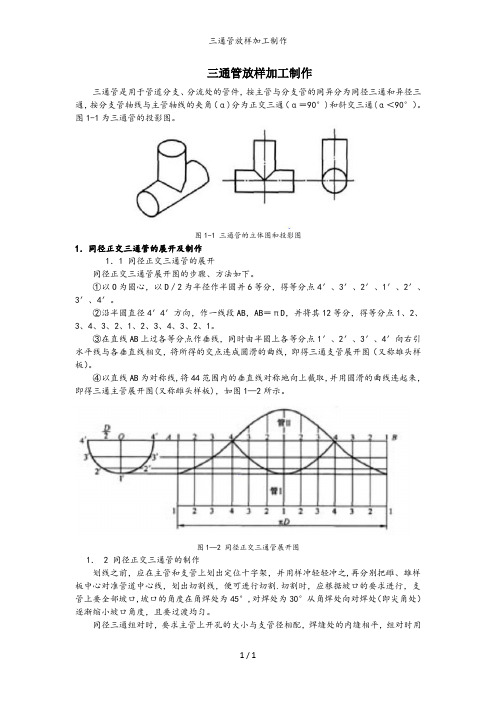
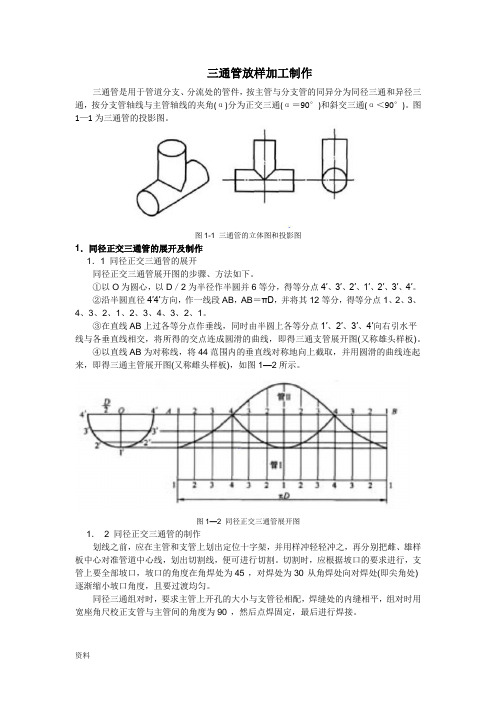
三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1-1为三通管的投影图。
图1-1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下。
①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′。
②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2 同径正交三通管展开图1. 2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割.切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
三通管放样加工制作

三通管放样加工制作固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
②将支管半圆6等分,得交点4、3、2、1、2、3、4,再从各等分点作支管轴线的平行线,与主管圆弧交于4′、3′、2′、1′、2′、3′、4′各点。
③沿直管直径44线的水平方向作一水平线段AB,AB=πD(D为支管管径),并将其12等分,得各分点1、2、3、4、3、2、1、2、3、4、3、2、1各点。
④由直线AB上的各等分点作垂直引下线,然后由主管圆弧上各交点向右引水平线,对应相交于各点,用圆滑的曲线把各相交点连接起来,即得支管展开图(又称雄头样板)。
⑤再延长支管圆中心线的垂线,将此垂线的某一点定为1°,在此直线上以1°为中心,上下对称量取主管圆弧上的弧长,得交点1°、2°、3°、4°,通过这些点作支管圆中心垂线的垂直线。
⑥过支管与主管圆弧的各相交点4′、3′、2′、1′、2′、3′、4′作支管圆中心垂线的平行线,对应相交于各点,用圆滑的曲线将各相交点连接起来,即得三通主管展开图(又称雌头样板)。
2.2 异径正交三通管的制作划线之前,应先在主管和支管上划出定位十字线,并用样冲轻轻冲之,分别把雄、雌样板中心对准管道中心线划出割线,然后即可进行切割,组对时应用宽座角尺校正支管与主管的角度为90°,支管管端应与主管内壁相平,支管不得伸入主管管腔内。
3.同径斜交三通管的展开及制作同径斜交三通管简称同径斜三通,图1—5为同径斜三通的立体图和投影图。
异径偏心斜交三通CAD展开放样新方法

异径偏心斜交三通CAD展开放样新方法异径偏心斜交三通是一种常用于管道系统的连接器件,它由两个相交的中心徑向不同的圆柱体构成。
在CAD设计中,展开放样是一种常见的技术,用于将三维物体展开成二维图形,以便进行加工和制造。
然而,对于异径偏心斜交三通的展开放样来说,由于其结构的特殊性,传统的展开方法存在一些问题,如计算复杂、精度低等。
因此,需要开发一种新的方法来实现该异径偏心斜交三通的CAD展开放样。
新方法的主要思路是将异径偏心斜交三通的展开问题转化为求解多个圆台展开的问题。
具体步骤如下:1.建立三维模型:在CAD软件中,根据异径偏心斜交三通的结构参数,建立其三维模型,包括两个相交的圆柱体和一个偏心的配接体。
2.切割圆柱体:将两个圆柱体根据与偏心的配接体的相交平面进行切割,得到多个截面。
3.圆台展开:对每个截面进行圆台展开,即将圆台展开成矩形。
展开的方法可以采用传统的等变形展开法或者参数化展开法。
4.拼接展开图形:根据切割的顺序和位置,拼接所有的展开图形,得到异径偏心斜交三通的总展开图形。
通过该新方法,可以有效地解决异径偏心斜交三通的展开问题,并实现高精度的展开图形。
与传统的展开方法相比,该方法具有如下的优点:1.计算简单:将异径偏心斜交三通的展开问题转化为多个圆台展开的问题,减少了计算的复杂性,提高了展开的效率。
2.精度高:采用等变形展开法或者参数化展开法,可以确保展开图形的准确性和精度。
3.易于制造:展开图形是二维的,可以直接应用于加工和制造过程中,提高了制造的效率和便利性。
需要注意的是,该新方法在实际应用中仍然需要进一步研究和验证。
同时,对于特殊形状的异径偏心斜交三通,可能需要进一步优化算法或开发专门的软件工具。
三通放样
三通的制作一、挤压三通挤压三通(见图5-17)是利用钢材的塑性并在不破坏金属组织的条件下,使钢管段按照三通胎模作塑性变形。
采用无缝钢管切成管段,经过压椭圆、加热挤凸颈、开孔、整形等加工成三通。
用挤压法,加工三通所用的钢管管径应使用比三通主通管直径大2~3号的管子,例如三通主通管为φ76mm,则采用φ102mm以上的钢管加工。
国内有挤压三通的定型产品。
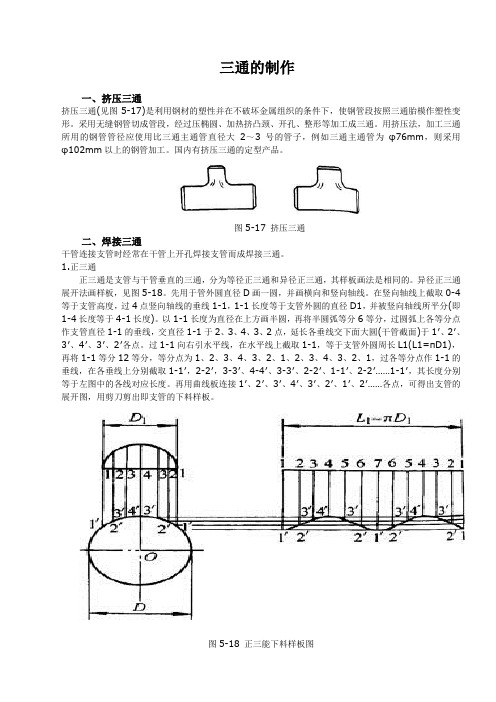
图5-17 挤压三通二、焊接三通干管连接支管时经常在干管上开孔焊接支管而成焊接三通。
1.正三通正三通是支管与干管垂直的三通,分为等径正三通和异径正三通,其样板画法是相同的。
异径正三通展开法画样板,见图5-18。
先用于管外圆直径D画一圆,并画横向和竖向轴线。
在竖向轴线上截取0-4等于支管高度,过4点竖向轴线的垂线1-1,1-1长度等于支管外圆的直径D1,并被竖向轴线所平分(即1-4长度等于4-1长度)。
以1-1长度为直径在上方画半圆,再将半圆弧等分6等分,过圆弧上各等分点作支管直径1-1的垂线,交直径1-1于2、3、4、3、2点,延长各垂线交下面大圆(干管截面)于1′、2′、3′、4′、3′、2′各点。
过1-1向右引水平线,在水平线上截取1-1,等于支管外圆周长L1(L1=πD1),再将1-1等分12等分,等分点为1、2、3、4、3、2、1、2、3、4、3、2、1,过各等分点作1-1的垂线,在各垂线上分别截取1-1′,2-2′,3-3′、4-4′、3-3′、2-2′、1-1′、2-2′……1-1′,其长度分别等于左图中的各线对应长度。
再用曲线板连接1′、2′、3′、4′、3′、2′、1′、2′……各点,可得出支管的展开图,用剪刀剪出即支管的下料样板。
图5-18 正三能下料样板图2.斜三通在样板纸上先画出斜三通的正面图与侧面图。
见图519。
分别在正面图和侧面图的支管端部,以支管外圆直径画半圆,分别将两个半圆等分八等分,过各等分点。
作与支管直径垂直的平行垂线。
展开放样等径直交三通管ppt课件
二、等径直交三通管的展开
1、画出主视图。 2、注意比例关系。
1、在主视图下方,画一 个长为πD的长方形。
2、在长方形的中间画一 个长为πD/2的直线。
4321234
123 4 3 21
1、6等分线段。
2、如图所示给关键点编 号。
4 3 2 1 23 4
43 2 12 34
12 3 4 321
三通管放样
三通管定义及分类
• 三通管是用于管道分支、分流处的管件, 按主管与分支管的同异分为同径三通和异 径三通,按分支管轴线与主管轴线的夹角 (α)分为正交三通(α=90°)和斜交三通(α< 90°)。
一、等径直交三通管
透视图
ቤተ መጻሕፍቲ ባይዱ
α
主视图
一、等径直交三通管
1、两圆管直径相等。 2、两圆管垂直相交。 3、两圆管相交部分的高
123 4 3 2 1 2 34 3 2 1
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
12 3 4 3 21
43 2 1 2 3 4
123 4 321
1 23 432 123 432 1
1、在与主视图高平齐的 位置画直线,长度为 πD。
2、将线段12等分。并标 出关键点。
1、根据关键点,对应的 引素线。
12 3 4 3 21
123 4 3 2 1 2 34 3 2 1
12 3 4 3 21
三通管放样加工制作
三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1—1为三通管的投影图。
图1-1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下。
①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′。
②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2 同径正交三通管展开图1.2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割。
切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三通的制作
一、挤压三通
挤压三通(见图5-17)是利用钢材的塑性并在不破坏金属组织的条件下,使钢管段按照三通胎模作塑性变形。
采用无缝钢管切成管段,经过压椭圆、加热挤凸颈、开孔、整形等加工成三通。
用挤压法,加工三通所用的钢管管径应使用比三通主通管直径大2~3号的管子,例如三通主通管为φ76mm,则采用φ102mm以上的钢管加工。
国内有挤压三通的定型产品。
图5-17 挤压三通
二、焊接三通
干管连接支管时经常在干管上开孔焊接支管而成焊接三通。
1.正三通
正三通是支管与干管垂直的三通,分为等径正三通和异径正三通,其样板画法是相同的。
异径正三通展开法画样板,见图5-18。
先用于管外圆直径D画一圆,并画横向和竖向轴线。
在竖向轴线上截取0-4等于支管高度,过4点竖向轴线的垂线1-1,1-1长度等于支管外圆的直径D1,并被竖向轴线所平分(即1-4长度等于4-1长度)。
以1-1长度为直径在上方画半圆,再将半圆弧等分6等分,过圆弧上各等分点作支管直径1-1的垂线,交直径1-1于2、3、4、3、2点,延长各垂线交下面大圆(干管截面)于1′、2′、3′、4′、3′、2′各点。
过1-1向右引水平线,在水平线上截取1-1,等于支管外圆周长L1(L1=πD1),再将1-1等分12等分,等分点为1、2、3、4、3、2、1、2、3、4、3、2、1,过各等分点作1-1的垂线,在各垂线上分别截取1-1′,2-2′,3-3′、4-4′、3-3′、2-2′、1-1′、2-2′……1-1′,其长度分别等于左图中的各线对应长度。
再用曲线板连接1′、2′、3′、4′、3′、2′、1′、2′……各点,可得出支管的展开图,用剪刀剪出即支管的下料样板。
图5-18 正三能下料样板图
2.斜三通
在样板纸上先画出斜三通的正面图与侧面图。
见图519。
分别在正面图和侧面图的支管端部,以支管外圆直径画半圆,分别将两个半圆等分八等分,过各等分点。
作与支管直径垂直的平行垂线。
侧面图上的平行垂线相交于干管的圆上,得到5、6、7、8、9等若干交点。
通过侧面图5、6、7、8、9各点向左作水平直线,与正面图上引下来的平行垂线相交在正面图中1、2、3、4、5、6、7、8、9点,这些点的连线就是三通的支管与干管间的结合线。
作正面图上方支管直径1-9的延长线。
在得长线上截取9-9等于支管外圆周长,并将其平分16等分,过各等分点作线段9-9的平行垂线。
再过正面图中的各结合点(即1、2、3……9点)作与9-9线段平行的直线,连接它们的对应交点可得斜三通的支管展开图,将放样图剪出即得支管下料样板。
施工中只作支管下料样板。
支管按样板切割后,清除氧化铁与毛刺,然后扣到干管的连接部位,划出切割线,留出切割余量,再用割炬进行切割,除去氧化铁与毛刺并坡口,组对支管,检查对口间隙合格后再焊接。
严禁支管插入干管内。
否则阻力大,易堵塞,特别是当通球扫线时易卡住清管,球不能前进或损伤球表面造成漏气
图5-19 斜三通下料样板图
a)正面图b)侧面图。