烙铁温度点检
电烙铁温度点检测试作业指导书
电烙铁温度点检测试作业指导书一、测试目的本作业指导书旨在指导人员正确进行电烙铁温度点检测试,确保电烙铁的工作温度符合要求,从而保证工作效果和产品质量。
二、测试方法及步骤1. 准备工作a. 确保测试前电烙铁已经预热,并达到稳定工作温度。
b. 准备温度计、温度计探头以及温度计校准证书。
2. 测试前准备a. 仔细阅读电烙铁的说明书,了解其工作温度要求以及温度范围。
b. 根据说明书的要求,选择合适的测试温度点进行点检测试。
3. 测量电烙铁温度a. 使用温度计探头,将探头固定在电烙铁的热处,确保探头与电烙铁表面接触密切。
b. 确保温度计读数稳定后,记录下温度计的读数。
4. 温度点检验a. 根据电烙铁的说明书,核对温度计读数是否在规定范围内。
b. 如果温度计读数在规定范围内,说明电烙铁温度正常,测试合格。
c. 如果温度计读数超出规定范围,说明电烙铁温度异常,测试不合格。
d. 对于温度异常的电烙铁,应立即停止使用,并进行维修或更换。
5. 记录与报告a. 每次测试完成后,将温度计读数记录在检测表中,并保存相关数据。
b. 对于温度异常的电烙铁,需要详细记录异常情况,并进行报告。
c. 定期汇总测试数据,进行分析和评估,以提高电烙铁的温度控制质量。
三、注意事项1. 在进行温度点检测试时,应保证测试环境的稳定和准确,避免外界因素对测试结果的影响。
2. 温度计的选择应严格按照要求进行,确保其精确度和稳定性。
3. 在测试过程中,应注意电烙铁的安全使用,避免烫伤或其他意外事故的发生。
4. 对于温度异常的电烙铁,应及时进行维修或更换,确保电烙铁工作温度恢复正常。
四、总结通过本作业指导书的指导,人员可以正确进行电烙铁温度点检测试,并及时发现温度异常问题,保证电烙铁的工作温度符合要求。
只有在合适的温度下工作,才能确保工作效果和产品质量。
因此,温度点检测试是非常重要的,应认真对待,并按照规范进行操作。
希望本指导书能为您的工作提供帮助!。
电烙铁点检作业规范
1. 目的规范电烙铁的检验方法,确保生产线电烙铁实际温度符合产品品质要求。
2. 适用范围适用于本厂电烙铁的预置及检验。
3. 定义3.1 无。
4. 职责4.1 品质中心:负责检验电烙铁的合规性。
4.2 使用部门:负责已检验完成电烙铁的有效性,不得擅自调校。
5. 程序5.1 电烙铁温度点检:5.1.1 检验前准备:5.1.1.1 确保仪器电池电量充足。
如电量不足,先行换电池。
5.1.1.2 检查测试仪上三角温度传感器良好,传感器上颜色标记与测试仪上颜色相对应。
5.1.1.3 打开测试仪电源开关,屏幕上显示当时室内温度。
5.1.2 检验步骤:5.1.2.1 测试仪上开关置于“ON”位置。
5.1.2.2 将测试仪平放工作台上,一手持锡线,一手持待检烙铁,将烙铁头放置于温度传感器中间位置,在接触部位加少许锡。
5.1.2.3 当烙铁温度测试仪屏幕上温度稳定不再上升,即为烙铁头实际温度,记下此温度;记录测试数据。
5.1.2.4 间隔少许时间,待屏幕显示温度降至约室温时,重复5.1.2条b.- c.步骤,测量下一个电烙铁的温度;记录测试数据。
5.1.2.5 参照《烙铁温度设定标准》规定的烙铁温度范围,如结果合格,在记录表上记录“P”,如结果不合格,在记录表上记录“N”,并调试电烙铁温度至合格为止。
5.1.2.6 点检合格后,操作员不得擅自调整电烙铁温度。
5.1.2.7 测试完毕后,关闭测试仪器开关,并用棉签蘸少许酒精,将传感器下方的助焊剂残留及锡珠清理干净,放回仪器于合适位置。
5.1.3 注意事项:5.1.3.1 仪器使用时需确保电量充足。
5.1.3.2 每次测试时确保传感器良好。
5.1.3.3 测试时烙铁头与传感器中心接触即可,禁止用力下压,损坏传感器。
5.1.3.4 取放仪器轻拿轻放,防止仪器使用过程中碰撞/跌落等情况而损坏仪器。
5.2 烙铁接地检验:5.2.1 检验前准备:5.2.1.1 确保万用表电量充足,如电量不足,先行换电池。
电烙铁温度和漏电点检指引

文件名称电烙铁温度、漏电点检指引文件编号VIG-GW-SC-001 第1页共2 页
制定部门品质部版本 A 修改状态O次修改日期
1目的
制定烙铁温度、漏电点检指导,预防温度失控或漏电,造成元件损坏或焊点不可靠
2适用范围
本规范适用于本公司所有电烙铁、热风枪温度测试指导,使用仪器SLD191。
3 职责
3.1工程部
3.1.1制定烙铁操作规范及各工位烙铁温度的标准;
3.2生产车间
3.2.1 负责电烙铁日常维护及保养
3.2.2 负责对电烙铁温度、漏电进行点检,并将点检结果进行记录并存档。
3.3 品质部
3.3.1负责对点结果确认是否符合规定要求
4烙铁温度点检方法
模拟焊焊的状态,将烙铁沾锡,然后接触测量点,持续3-5S,待温度稳定后读取温度值,温度值应在SOP规范的范围
文件名称电烙铁温度、漏电点检指引文件编号VIG-GW-SC-001 第2页共2 页
制定部门品质部版本 A 修改状态O次修改日期
内。
(具体操作可见下图)
5电铬铁漏电点检方法
将用万用表的档位调至AC档(20V),将万用表黑色表笔接地线,红色表笔接电烙铁头,读取万用表之电压值应小于1V。
6点检异常处理
6.1当点检发现异常时,需更换电烙铁,经点检合格方可使用;
7.如温度符合点检要求范围,但上锡效果较差或在焊接时易起铜皮,应立即停止操作,并需通知工程部到现场处理;
7点检注意事项
7.1 点检时应注意安全,避免被烫伤;
7.2 操作员每天在操作前点检三次,分别:上午、下午、加班;
8相关表单
《烙铁温度、漏电点检记录表》。
电烙铁温度点检测试作业指导书
电烙铁温度点检测试作业指导书电烙铁温度点检测试作业指导书⒈引言⑴目的本文档旨在提供一份电烙铁温度点检测试作业的指导书,以确保测试人员能够正确进行测试,并保证电烙铁的温度符合制定的标准要求。
⑵背景电烙铁是一种常用的焊接工具,其温度是否符合要求直接影响到焊接质量。
因此,对电烙铁的温度进行点检测试非常重要,以确认其工作温度是否正常。
⒉测试准备⑴测试工具- 温度计- 校准仪表(可选)⑵测试环境- 温度稳定的实验室- 无干扰的测试台面⒊测试步骤⑴前期准备⒊⑴确保电烙铁已经预热至工作温度,并保持稳定。
⒊⑵准备测试工具和环境。
⑵测试过程⒊⑴将温度计放置于电烙铁的加热元件附近,确保接触牢固。
⒊⑵记录温度计显示的温度值。
⒊⑶持续观察电烙铁的温度,确保其稳定在预定的工作温度范围内。
⒊⑷若发现电烙铁的温度超出预定的工作温度范围,则测试结果为不合格。
⒋测试记录⑴创建测试记录表格,包括以下信息:- 电烙铁编号- 日期- 测试人员- 测试结果⑵在测试记录表格中填写测试过程中的温度值和测试结果。
⑶根据测试结果,将测试记录标记为合格或不合格。
⒌测试结果分析⑴合格结果:若电烙铁的温度稳定在预定的工作温度范围内,则测试结果为合格。
⑵不合格结果:若电烙铁的温度超出预定的工作温度范围,则测试结果为不合格。
⒍测试报告- 电烙铁编号- 日期- 测试人员- 测试结果- 不合格结果的原因分析- 不合格结果的改进措施⒎附件本文档无附件。
⒏法律名词及注释- 温度计:一种用于测量温度的工具。
- 校准仪表:一种用于校准温度计的仪器。
烙铁、风枪温度点检规范

烙铁、风枪温度点检规范1.目的:规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质.2.范围:本规范适用于规则XX公司内所有的焊接工位。
3.职责:3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数.3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该.4.名词释义:无5.作业流程:5.1 PIE在SOP内定义烙铁温度值:5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定.5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃.5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整5.2IPQC检测烙铁温度值:5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.SOP-TD-C-012 A REV.0-2018.03.225.2.2确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见,将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值,然后与室内温度计的温度值进行对比,如果数值差别在±3℃以内,判定温度测试仪OK,可以用于检测烙铁温度。
烙铁点检操作指导书
文件号:SV-PE003 第 1 页共 3 页
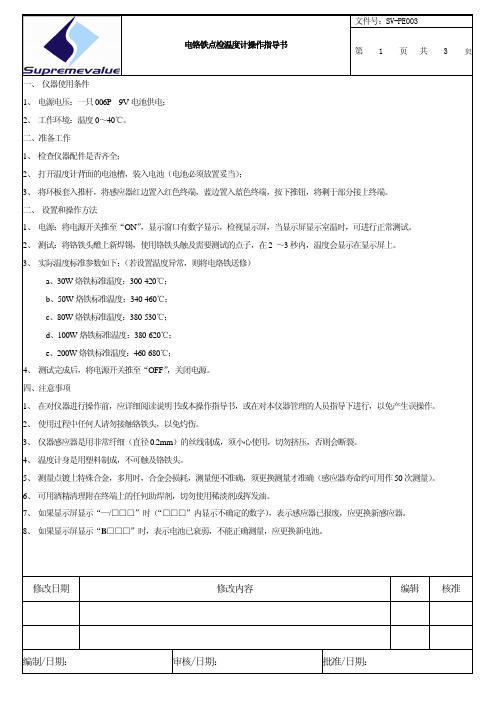
一、 仪器使用条件 1、 电源电压:一只 006P 9V 电池供电; 2、 工作环境:温度 0~40℃。 二、准备工作 1、 检查仪器配件是否齐全; 2、 打开温度计背面的电池槽,装入电池(电池必须放置妥当); 3、 将环板套入推杆,将感应器红边置入红色终端,蓝边置入蓝色终端,按下推钮,将剩于部分接上终端。 二、 设置和操作方法 1、 电源:将电源开关推至“ON”,显示窗口有数字显示,检视显示屏,当显示屏显示室温时,可进行正常测试。 2、 测试:将铬铁头醮上新焊锡,使用铬铁头触及需要测试的点子,在 2 ~3 秒内,温度会显示在显示屏上。 3、 实际温度标准参数如下:(若设置温度异常,则将电烙铁送修)
修改日期 编制/日期:
(3)装上电池,盖好后盖。
修改内容
审核/日期:
编辑 核准 批准/日期:
电铬铁点检温度计操作指导书
文件号:SV-PE003 第 3 页共 3 页
(4)启动开关,将环板套入推杆,将感应器红边置入红色终 端,蓝边置入蓝色终端,按下推钮,将剩于部分接上终端。
(5)测试:将铬铁头醮上新焊锡,使用铬铁头触及需要测 试的点子,在 2 ~3 秒内,温度会显示在显示屏上。修改日期 编制/日期:修改内容 审核/日期:
编辑 核准 批准/日期:
修改日期
修改内容
编辑 核准
编制/日期:
审核/日期:
批准/日期:
电铬铁点检温度计操作指导书
五、仪器维护与保养 1、 按照仪器维护保养要求,做好日常维护与保养。 2、 注意防水、防尘、防摔。 操作图示:
文件号:SV-PE003 第 2 页共 3 页
(1)打开烙铁温度测试仪后盖,取出电池连接线。
烙铁点检仪的使用和维护解析

5.3.温度测试仪使用完毕后,应关闭电源开关,长时间不使用时,应取出电池。
5.4.测试时发热丝不可装反,红色装下方的左侧,蓝色装右侧。
感温线支 撑线
感温线正 极线 (红 色套)
感温线负 极线(蓝 色套)
K-Mate 三、操作方法: 3.1.首先确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔 到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见。
3.2.将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值, 然后与室内水银温度计的温度值进行对比,如果数值差别在±3℃以内,判 定温度测试仪OK,可以用于检测烙铁温度。 3.3.焊接员工将烙铁电源开关开启10分钟(或多于10分钟),且能够正常熔 化锡丝进行焊接后,方可对烙铁温度进行量测。
中山格美通用电子有限公司
(一) 烙铁点检仪的使用和维护
K-Mate 一、目的 规范烙铁温度测试仪操作手法,保证烙铁温度量测的准确性以及测试仪的 使用寿命。 二、 适用范围 公司现使用的数显式烙铁温度测试仪(HANKO191),如下图所示: Nhomakorabea-Mate
数显 屏幕
电源开关 ON/OFF
接线柱调整 开关
20°~3 0°
四、测试频率:
K-Mate
4.1.烙铁温度量测的频率为:2小时/次,并记录在《焊接温度记录表》中。 4.2.当生产线上作以下变更时,应按以上操作方法进行测量。 4.2.1.更换烙铁头时。 4.2.2.变更焊接产品,需调节焊接温度时。
五、注意事项:
K-Mate
5.1.测试时,应注意铬铁头与感温线接触时不可用力,测量过程中应保持用力均匀, 防止感温线断裂。
烙铁、风枪温度点检规范
烙铁、风枪温度点检规范1.目的:规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质.2.范围:本规范适用于规则XX公司内所有的焊接工位。
3.职责:3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数.3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该.4.名词释义:无5.作业流程:5.1 PIE在SOP内定义烙铁温度值:5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定.5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃.5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整5.2IPQC检测烙铁温度值:5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.SOP-TD-C-012 A REV.0-2018.03.225.2.2确认温度测试仪的电池电量以及显示效果,将温度测试仪的开关拔到“ON”位,开启电源,观察数显屏幕显示的数值是否清晰可见,将温度测试仪置于室温下约3分钟,观察数显屏幕所显示的温度数值,然后与室内温度计的温度值进行对比,如果数值差别在±3℃以内,判定温度测试仪OK,可以用于检测烙铁温度。