刀具半径补偿指令应用
刀具半径补偿的方法及指令
1.刀具半径补偿的方法
把实际的刀具半径存放在一个可编程刀具半径偏置寄存器中D ##;(可编程刀具半径偏置寄存器号。
)
假设刀具的半径为零,直接根据零件的轮廓形状进行编程;
CNC系统将该编号(寄存器号)对应的刀具半径偏置寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
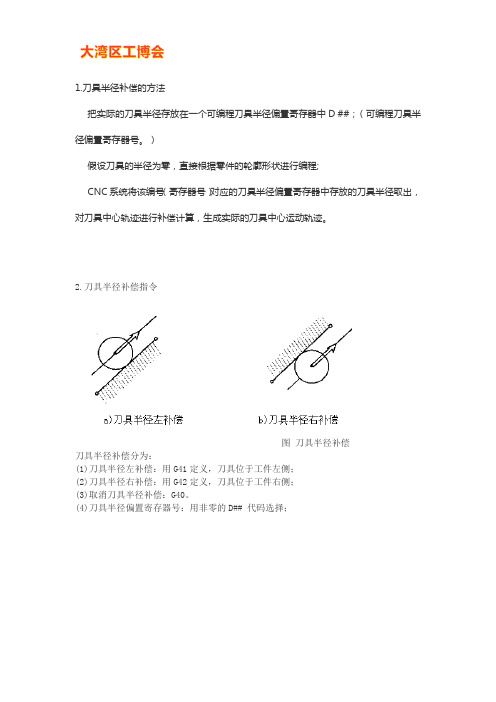
2.刀具半径补偿指令
图刀具半径补偿
刀具半径补偿分为:
(1)刀具半径左补偿:用G41定义,刀具位于工件左侧;
(2)刀具半径右补偿:用G42定义,刀具位于工件右侧;
(3)取消刀具半径补偿:G40。
(4)刀具半径偏置寄存器号:用非零的D## 代码选择;。
G40 G41(数控指令)
1.刀具半径补偿参数及设置(1)刀尖半径使用刀具半径补偿之前首先应将刀尖圆弧半径尺寸输入到系统的存储器中。
一般粗车刀取0.8mm,精车刀取0.2mm。
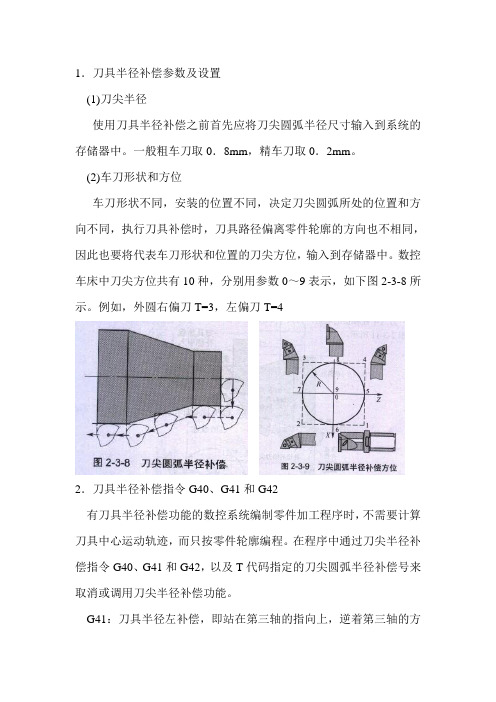
(2)车刀形状和方位车刀形状不同,安装的位置不同,决定刀尖圆弧所处的位置和方向不同,执行刀具补偿时,刀具路径偏离零件轮廓的方向也不相同,因此也要将代表车刀形状和位置的刀尖方位,输入到存储器中。
数控车床中刀尖方位共有10种,分别用参数0~9表示,如下图2-3-8所示。
例如,外圆右偏刀T=3,左偏刀T=42.刀具半径补偿指令G40、G41和G42有刀具半径补偿功能的数控系统编制零件加工程序时,不需要计算刀具中心运动轨迹,而只按零件轮廓编程。
在程序中通过刀尖半径补偿指令G40、G41和G42,以及T代码指定的刀尖圆弧半径补偿号来取消或调用刀尖半径补偿功能。
G41:刀具半径左补偿,即站在第三轴的指向上,逆着第三轴的方向观察刀具运动轨迹,刀具位于工件左侧时的刀具半径补偿,如下图所示。
格式:G41 G00/G01 x z ;G41 G42G42~刀具半径右补偿,即站在第三轴的指向上,逆着第三轴的方向观察刀具运动轨迹,刀具位于工件右侧时的刀具半径补偿,如上图格式:G42 G00/G01 x z :G40~刀具半径补偿取消。
格式:G40 G00/G01 x z :3.刀具半径补偿的编程实现(1)刀具半径补偿的引入:刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。
(2)刀具半径补偿的进行:刀具中心始终与编程轨迹保持设定的偏置距离。
(3)刀具半径补偿的取消:刀具中心从与编程轨迹偏离过渡到与编程轨迹重合的过程,如图2-3—11所示。
刀尖圆弧半径补偿的建立与取消说明:a.建立和取消刀具半径补偿必须是在不切削的空行程上,在G00或G01程序段中实施;b·调用新刀具前或更改刀具补偿方向中间必须取消刀具补偿,以避免产生加工误差:c·G41、G42不带参数,其补偿数由T指令指定并与刀具偏置补偿号对应。
巧用G41、G42、G40(刀具半径补偿指令)编制数控程序

巧用G41、G42、G40(刀具半径补偿指令)编制数控程序作者:魏国军来源:《中国科技博览》2015年第15期[摘要]数控铣床手动编程中二维加工在没有使用刀补的情况下编制数控加工程序时,由于刀具是圆柱形,存在一定的直径,使刀具中心轨迹与零件轮廓不重合。
如此时按照轮廓线编程,刀具中心(刀位点)行走轨迹将和图样上的零件轮廓轨迹重合,就会造成过切或少切现象。
作者通过分析、尝试及验证,在数控程序中巧秒地使用G41、G42、G40指令,不仅可以解决上述问题,且使编程及加工变得简单。
[关键词]巧用;刀具半径补偿指令;编制;数控程序中图分类号:TG659 文献标识码:A 文章编号:1009-914X(2015)09-0304-02在手动编制数控铣加工程序时,为了确保铣削加工出的轮廓符合要求,编程员必须依据图样尺寸要求结合所使用刀具半径计算出新的节点坐标,再根据这些坐标值进行编程,这给编程带来了很大数据计算及处理的麻烦(见图1)。
编程时为了避免出现上述所说的数据坐标值计算,考虑利用刀具半径补偿来解决这一问题(见图2),可大大地节省时间提高编程效率。
一、刀具半径补偿数控加工中,是按零件轮廓进行编程的。
由于刀具总有一定的半径(如铣刀半径、铜丝的半径),刀具中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个刀具半径值。
这种偏移称为刀具半径补偿。
1、刀具半径补偿指令及格式G41(刀具半径左补偿指令):G41 G00/G01 X Y DG42(刀具半径右补偿指令):G42 G00/G01 X Y DG40(刀具半径补偿取消指令):G40 G00/G01 X Y2、刀具半径补偿指令注意事项在编制数控程序时,使用G41、G42、G40指令可让我们省去因刀具半径而造成的坐标点计算,但在使用过程中需注意一些事项,规纳总结如下五点:(1)、G40、G41指令在使用前,必须由G17、G18、G19指令指定刀具半径补偿平面,且补偿中不能随意更换铣削平面,需要半径补偿指令结束后才能更换铣削平面,否则程序出现报警信号;(2)、编程时,X、Y坐标值的计算参照G00、G01格式,与没有使用刀补时一样,刀补建立时,只能使用G00、G01指令,不能使用G02、G03指令;(3)、D-指令代码为刀具半径补偿寄存器的地址字,在编写程序时应与补偿寄存器号相对应;(4)、G41、G42判别:沿着刀具前进方向看,刀具在前进轨迹方向左侧为左刀补,刀具在前进轨迹方向右侧为右刀补;(5)、刀具半径补偿值设置为负值时,G41、G42刀具所走轨迹将相反。
刀具补偿指令及其编程方法

G94是什么指令?—————— 5.对于FUNNC系统,( D )指令不能取消长度补 偿。 A.G49 B G44 H00 C G43 H00 D G41
端面切削循环
• 6..刀具长度补偿值的地址是( B ) • A D×× B H×× C R×× D J××
• 7..执行G90 G01 G44 H02 Z-50 F100(H02为2mm)程序后,刀具的实际 移动距离为(48mm )
N170 N180 N190 N200 N210 N220 N230 N240 N290 N300 N310 N320 N330
G01 X15 Z0 F40 ; X30 Z-20 ; Z-35 ; 精车A—B—C—D—E 的外轮廓 X50 ; Z-59 ; G0 X50 Z50 ; 返回起刀点(即安全位置方便换刀) T0303 ; 换2号切断刀 G0 X52 Z-58 ; 快速定位 G01 X-0.1 F40 ; 切断 G0 X50 ; Z50 ; T0100 M05 ; M30 ; 返回起刀点(即安全位置方便换刀 换回基准刀,主轴停止 程序结束
N-- G0 X60 Z2; 快速定位
D C H)
N-- G94 X60 Z-10 R-1 F60; 走刀路线:(A
N-N-N--
R-4; 走刀路线:(A
R-7; 走刀路线:(A
E
F B
C
C
H)
H) C H)
R-10; 走刀路线:(A
A、B 点Z方向加刀宽 (分析图) O0001 ; N T0303 S02 M03 ; N G0 X52 Z-30 ; N G94 X20.3 Z-30 F50 ;
61刀具半径补偿?无论车削还是铣削在对轮廓加工时用刀具补偿功能编程当刀具尺寸车刀的圆弧半径铣刀的直径因更换磨损等原因发生变化时不需要重新编程只要修改刀具半径值即可从而简化了编程
撤消刀具半径补偿
撤消刀具半径补偿
撤消刀具半径补偿是指在数控机床加工时,由于刀具的半径及其补偿参数的设置,会导致加工尺寸与设计尺寸存在差异。
当需要恢复到设计尺寸时,可以通过撤消刀具半径补偿来实现。
具体操作步骤如下:
1. 进入刀补界面:在数控机床的操作界面上选择相应的刀补指令或功能键,进入刀补界面。
2. 选择撤消半径补偿:在刀补界面上选择相应的撤消补偿选项,通常为G42或G40指令。
3. 输入刀具号码:根据实际使用的刀具,在操作界面上输入相应的刀具号码,以确定要进行撤消的补偿参数。
4. 执行撤消操作:确认刀具号码后,执行相应的撤消刀具半径补偿指令。
机床会自动根据补偿参数的负值来进行补偿消除,使加工尺寸恢复到设计尺寸。
需要注意的是,撤消刀具半径补偿只会影响当前加工过程中的刀具路径,不会改变刀具的实际半径。
在进行下一次加工时,如果仍需要刀具半径补偿,则需要重新设置补偿参数。
MasterCAM刀具半径补偿功能的应用

口 湖南广播电视大学理工学院 张导成 许子 联 舒大松 L
一
M se C M at rA -维铣 削加工方式 程 ,然后通过机床控制 器配合 N 程 C 中,最 常用的加工方式之一就是外 序代码来计算 刀具 中心 实际轨迹 , 形铣削 ,而外形铣削参数 中一个重 N 程 序 代码 中的 坐标值 与 图样尺 C 偿方 向的选 择。M se C M .提供 轮廓重合 ,如 图1所示 。 at r A 90 b
计算的刀具路径程序加 工 ,则加工
出的零件尺寸上一定会发 生变化 ( 外形尺寸变大 ,内孔尺寸 变小 ), 甚至超 出公差值 ,成为废 品。这时 虽然可 以再 回到M se C M ,用 atrA 中 磨损后 的刀具直 径再次生成刀具路
心轨迹 时,将刀具 中心从编程路径
向指定方 向偏移刀具半径的距离 ,
两者反 向以及关 闭( 不补偿) 五种 等
选择 方式。根据刀具轨 迹切削移 动
方 向可 以选 择 左 、右 补偿 两 个 方 向。本 文从方 便操作者编程 、控 制
序 中不再含有刀具半径补偿指令( 如 左补偿G 1 4 、右补偿G 2 4 或取消补偿
G 0及补偿代号 ( x 4) D x)了。补正选
且 必须事 先在M se C M at rA 参数 中设 上专 门设置一个 寄存器来 存储刀具 所 以在机床控 制器中刀具半径补偿
置 补偿 量,精加 工时尺寸 精度只能 的半径值和 刀具磨损值 ( 控制器最 值一般设为零 ,只需要在刀具磨损 通过修 改编 程刀具直 径值 或者修改 后补正值是 刀具 的半径值 与刀具磨 值 中输入 刀具磨 损量 ,该补偿值较 ×方 向的预 留量来保证 ,不方 便现 损值之和 )。而 且其中的值可 以由 小 ,所 以加 工 时不 易 产 生过 切 现 Y 场控 制零件 的尺寸精 度。
数控车削时不同坐标系下刀具半径补偿功能的应用

G z 暖//4 4 乙 l/A 1 / /' l /G / / /  ̄ / 2
图 l 6 图 l 7
M0 ¥ 0 3 6 0:
5 结论 .
数控车 削时右手坐标系和左手坐标 系的程序是 一样
()假想刀尖位置为 P 时 ,刀具半径补偿指令 为 4 6
X9 3; 0 R一 Z5 一 6; G40 T01 0 0 G99;
()假想刀尖位置为 P 时 ,刀具半径补偿指令 为 3 5
G 1 4 ,如图 1 4 、G 2 6所示 ;假 想 刀尖 位置 为 P 7时 ,刀 具半径补偿指令为 G 1 4 ,如图 1 4 、G 2 7所示。
维普资讯
数 控 车削 时不 同坐标 系 下 刀 具 半 径 补 偿 功 能 的应 用
西安 飞机工业 ( 团)有 限责任公 司 ( 集 陕西
手工编制数控 车削程序 时,一个很重要 的方面就是 正确使用刀具半径补偿功能 。当车刀刀尖具有 刀刃 圆弧 时,如果不考虑刀具半径补偿功能 ,在车 圆锥 面 、倒角 或圆弧时就会 产生 过切 削 或欠 切削 的现 象 ,如 图 1 所 示 ,图中假想 刀尖位置轨迹为工件精加工形状 ( 序路 程 径) 。如果刀具半 径补偿功能 使用不 当 ,就会 出现 实际 加工尺寸与程序要求尺寸不一致的情况 ,因此刀具半径
图 3
C 1 4 ,如图 1 示 ;假 想刀 尖位 置为 P 4 、C 2 0所 8时 ,刀
圜 z 生 笾 筮
ww ., . ot 口’ , 强dI料 t r . }
缸槭 冷工 l 加
维普资讯
具半径补偿指令为 G 1 4 , 图 1 所示 。 4 、G 2 如 1
刀尖 R为 0 4 。 .mm
刀具半径补偿指令G40、G41、G42,
刀具半径抵偿指令G40.G41.G42,1、刀具半径抵偿的目标:在编制轮廓铣削加工的场合,假如按照刀具中间轨迹进行编程,其数据盘算有时相当庞杂,尤其是当刀具磨损.重磨.换新刀具而导至刀具半径变更时,必须从新盘算刀具中间轨迹,修正程序,如许不既麻烦并且轻易出错,又很难包管加工精度,为进步编程效力,平日以工件的现实轮廓尺寸为刀具轨迹编程,即假设计刀具中间活动轨迹是沿工件轮廓活动的,而现实的刀具活动轨迹要与工件轮廓有一个偏移量(即刀具半径),应用刀具半径抵偿功效可以便利地实现这一改变,简化程序编制,机床可以主动断定抵偿的偏向和抵偿值大小,主动盘算出现实刀具中间轨迹,并按刀心轨迹活动.现代数控系同一般都设置若干个可编程刀具半径偏置存放器,并对其进行编号,专供刀具抵偿之用,可将刀具抵偿参数(刀具长度.刀具半径等)存入这些存放器中.在进行数控编程时,只需挪用所需刀具半径抵偿参数所对应的存放器编号即可.现实加工时,数控体系将该编号所对应的刀具半径掏出,对刀具中间轨迹进行抵偿盘算,生成现实的刀具中间活动轨迹.2、刀具半径抵偿的办法(1)刀具半径指令从操纵面板输入被抵偿刀具的直径或(半径)值,将其消失刀具参数库里,在程序中采取半径抵偿指令.刀具半径抵偿的代码有G40.G41.G42,它们都是模态代码,G40是撤消刀具半径抵偿代码,机床的初始状况就是为G40.G41为刀具半径左抵偿,(左刀补),G42为刀具半径右抵偿(右刀补).断定左刀具抵偿和右刀具抵偿的办法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏抵偿,当刀具偏在加工轮廓的右侧时,为右偏抵偿,如图1所示.图1a中,在相对于刀具进步偏向的左侧进行抵偿,采取G41,这时相当于顺铣.图1b中在相对于刀具进步偏向的右侧进行抵偿,采取G42,这时相当于逆铣.在数控机床加工中, 一般采取顺铣,原因是从刀具寿命.加工精度.概况光滑度而言顺铣的后果比较好,因而G41应用的比较多.G17 XY(2)指令格局刀具半径抵偿的格局:{G18 }{G00.G01}{G41.G42} ZX DG19YZXY 刀具半径抵偿撤消的格局:(G00.G01)G40{ ZX}YZ刀具半径抵偿操纵应选择在一个坐标平面内进行.当G17被选择时,则抵偿只在XY偏向抵偿,而Z偏向不进行抵偿;当G18被选择时,则抵偿只在ZX偏向抵偿;而Y偏向不进行抵偿;当G19被选择时,则抵偿只在YZ偏向抵偿.而X偏向不进行抵偿.G00和G01为刀具活动指令,刀具抵偿的树立和撤消必须在G00或G01状况下完成,XYZ后所跟的值为活动的目标点坐标,与指定平面中的轴相对应.D与后面的数值是刀补号码,它代表刀具参数库中刀补的数值.如D01暗示刀参数库中第一号刀具的半径值.这一数值预先输入在刀具参数库刀补表中的01号地位上.在一般情形下,我们把刀具的半径抵偿量在抵偿代码中输入为正值(+),假如把刀具半径抵偿量设为负值(—)时,在走刀轨迹偏向不变的情形下,则相当于把抵偿指令G41.G42交换了.加工工件内侧的刀具会变成外侧,加工工件外侧的刀具会变成内侧.3.刀具半径的抵偿动作以加工图2所示工件为例子,依据加工程序剖析刀具半径的抵偿动作.加工程序如下:O0001;N10 G54 G90 G17 G00 X0 Y0 S1000 M03;N20 [G41] X20 Y10 [D01];N30 G01 Y50 F100 ;N40 X50 ;N50 Y20;N60 X10 ;N70 G00 [G40] X0 Y0 M05;N80 M30;上述程序中的刀补动作为;(1)启动并树立刀具半径抵偿阶段当N20程序中编入G41和D01指令后运算装配同时先读入N30.N40两段,在N20段的终点(N30段的始点)作出一个矢量,该矢量的偏向与下一段的进步偏向垂直且向左,大小等于刀补值.刀具中间在履行这一段(N20)时移向该矢量终点.在该阶段中动作指令只有效G00或G01不克不及用G02或G03.(2)刀补状况从N30段开端进入刀补状况,在这个阶段下G01.G02.G03.G00都可以应用.这一阶段也是第段都先行读入两段,主动按照启动阶段的矢量法作出第个沿进步偏向侧且加上刀补的矢量路径.(3)撤消刀补当N70程序段顶用到G40指令时,则在N60段的终点(N70段的始点)作出一个矢量,它的偏向与N60段进步偏向垂直且朝左,大小为刀补值.刀具中间就停滞在这个矢量的终点,从这一地位开端刀具中间移向N70段的终点.此时也只能用G01或G00,面.而不克不及用G02或G03.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教学目标 学情分析 教学大纲 知识目标 能力目标 德育目标
二、教学目标
知识目标
刀具半径补偿指令的指令格式;刀具半径补偿 指令的应用
能力目标
培养学生能够熟练掌握刀具半径补偿指令并能够 应用于实际加工
德育目标
培养学生团结协作的能力;激发学习兴趣,增强学 好数控的信心;培养学生严谨细致的工作作风;认真负 责的工作态度;形成锲而不舍的钻研精神。
G40 α_β_ 其中α_β_表示X,Y,Z 中的两个坐标(与坐标 平面选择指令配合) D后跟的数值是刀具补 偿号,它用来调用内存
G54G00X0Y0 Z20 M03S1000F100 G42G01X28.2843Y10D01 G01Z-10F100 G01X18.8562Y36.6667 G03X0Y50R20 G03X0Y-50R50 G03X18.8562Y-36.6667R20 G01X28.2843Y-10
中刀具半径补偿的数值。 二、方向判断 沿运动方向看刀具在左侧叫
G03X28.2843Y10R30 G00Z20 G40X50Y50 M05
左补偿
M30
三、注意问题 1、刀具半径左右补偿
的判断 2、刀补建立之后两行
程序段存在相应平面的 移动
3、G41G42后面不能跟 G02或者G03 四、小结
作业:
返回
返回
60
10
Z X
100
Y
X
五、教学设计——讲解
❖ 格式:
G17
❖ G18
G41 G42
G01 G00
α_ β_ D_
G19
❖ G40 α_β_
❖ 其中α_β_表示X,Y,Z中的两个坐标(与坐标平面选择指 令配合)
❖ D后跟的数值是刀具补偿号,它用来调用内存中刀具半径补 偿的数值。
返回
五、教学设计——讲解
三、教学重点、难点
教学重点(对应于知识目标)
1、指令的格式
G17 G18 G19
G41 G42
G01 G00
α_ β_ D_
2、指令的补偿过程
3、指令的应用
教学难点(对应于能力目标)
对指令的理解以及后续的应用。
返回
四、教法及学法分析
兴趣激起 教学法
教师作 引导
仿真教
学法 教法分析
教
学
学法分析 学生为
G41 沿着刀具前进方向观察 刀具在工件的左侧,称 为左刀补。
G42 沿着刀具前进方向观察 刀具在工件的右侧,称 为右刀补。
刀具旋转方向
刀具在前进
方向右侧
刀
刀具在前进 方向左侧
具
前
进
刀具旋转方向
方
向
补偿值
补偿值
返回
编程实例
❖ 加工如下图所示的凸轮,毛坯是经过预先铣
削加工过的规则铝板,且φ20、φ10孔已加
谢谢大家!
我会在您的教导下不 断提高自己的水平,
谢谢!
五、教学设计——启发
分别用φ10和φ12的刀具利 用如下程序加工右侧的图形, 将得到什么样的工件。
N010 G54 G90 G17; N020 M03 S500; N030 G00 Z100.0; N040 G00 X-50.0 Y-30.0; N050 G01 Z-5.0 F100; N060 G01 X-50.0 Y30.0; N070 G01 X50.0 Y30.0; N080 G01 X50.0 Y-30.0; N090 G01 X-50.0 Y-30.0; N100 G00 Z100.0 ; N110 M05; N120 M30;
工,尺寸为105mm×105mm×6mm.。
φ10
R20
R50
R30
φ20
6
返回
板书设计
复习、导入新课
1、G01、G02指令的格 式及应用。
2、选用不同半径的刀 具但是选用相同的程 序,加工出的零件有 什么区别?
刀具半径补偿指令应用
一、指令的格式 G17 G41 G01 α_β_D_ G18 G42 G00
生提出的疑问,从而引导学生学会总结,总 结出本节课重要知识点以及使用过程中的注 意事项等 ❖ 2、用正确的程序进行仿真演示仿真
五、教学设计
❖ 第四部分:(40分钟)学生去机房演示 (对本节知识的掌握程度摸底和检验)
❖ 教师:巡视观察解决学生出现的问题和软件 出现的问题
❖ 学生:操作电脑校验程序,检验自己对软件 和指令的掌握
❖ 学生:通过读图分析,讨论,应用新知识点 编写合适的程序(体现团队协作意识)
五、教学设计
❖ 第三阶段(5分钟)学生自评,互评,提出疑 问
教师:仔细聆听学生的问题互评,了解学生对 知识点的掌握程度,并给与鼓励,通过对比 使知识点强化
学生:参考其他组的观点,记录优点,指出疑 义的地方
五、教学设计
❖ 第四阶段(5分钟) ❖ 1、归纳总结学生编程中出现的问题,回答学
主体
多媒体 演示
对比归 纳
理论实践一体化。
返回
问题为 主线
五、教学设计
启发
兴趣激起法
教
讲解 基础知识
学
心
得ቤተ መጻሕፍቲ ባይዱ
实施 加工过程(录像) 课时分配
教学 项目的考核与评估 成果
五、教学设计
第一部分:组织教学(1分钟)师生问好,检查 出勤,填写教学日志
第二部分:复习提问,导入新课(3分钟)激发 学习兴趣
第三部分:讲授新课 第一阶段:(15分钟) 讲授指令格式,方向判断并用课件进行示范课
五、教学设计
❖ 第五部分:小结(3分钟) ❖ 教师:总结归纳学生演示过程中出现的问题
本节课的知识点,注意事项 ❖ 学生:倾听教师的总结,记录老师的知识点
注意事项 ❖ 第六部分:布置作业(2分钟) ❖ 第七部分:板书设计
返回
五、教学设计——项目的考核与评
估
学生自评 小组互评 教师评价
返回
谢谢大家!
件
五、教学设计
❖ 教师 : 讲授新系统的刀补与三英系统刀补的 区别、使用并用仿真软件演示、解答学生提 出的问题
❖ 学生:记录并通过对比理解本节知识点
❖ 第二阶段(16分钟) 1、布置课题,学生分组(1分钟)编程实例
五、教学设计
2、分组编程练习,教师巡回指导(15分钟)
❖ 教师 :引导学生,巡回指导,并解答学生的 问题