IQC来料检验指导书模板
IQC测试作业指导书
IQC测试作业指导书一、引言IQC(Incoming Quality Control)是指对进货物料进行质量控制的过程,旨在确保供应商提供的原材料、零部件或者成品的质量符合公司的要求。
本作业指导书的目的是为了提供一份详细的IQC测试流程,以确保所有的进货物料都能够经过严格的质量检验。
二、测试范围本次IQC测试的范围包括但不限于以下几个方面:1. 原材料的外观、尺寸、分量等基本属性;2. 零部件的装配质量、材料成份等;3. 成品的功能性能、耐久性等。
三、测试流程1. 来料检验1.1 收货确认:接收到进货物料后,检查货物的数量是否与采购定单一致,并确认是否有损坏或者异常情况。
1.2 外观检查:对进货物料的外观进行检查,包括表面是否有划痕、变形、污渍等。
1.3 尺寸测量:对进货物料的尺寸进行测量,使用合适的测量工具,确保尺寸符合要求。
1.4 分量检验:对进货物料的分量进行检验,使用称重设备进行准确测量,确保分量符合要求。
1.5 样品保留:对每一批进货物料,保留一定数量的样品,用于后续的功能性能测试。
2. 功能性能测试2.1 样品准备:从样品保留中选择合适数量的样品,准备进行功能性能测试。
2.2 测试设备准备:根据进货物料的特点,准备相应的测试设备和工具。
2.3 功能性能测试:根据产品的要求,进行相应的功能性能测试,例如电气性能测试、力学性能测试等。
2.4 结果记录:记录每一个样品的测试结果,包括通过与否、数值数据等。
3. 材料分析3.1 样品准备:从样品保留中选择合适数量的样品,准备进行材料分析。
3.2 分析方法选择:根据进货物料的特点,选择合适的材料分析方法,例如化学分析、光谱分析等。
3.3 分析过程:按照选定的分析方法进行材料分析,确保分析结果准确可靠。
3.4 结果记录:记录每一个样品的材料分析结果,包括成份、含量等。
四、测试记录与报告1. 测试记录:每一次IQC测试都应有详细的测试记录,包括测试日期、测试人员、测试设备、测试方法、测试结果等。
IQC来料检验规范标准书(最全分类)
IQC来料检验规范标准书(最全分类)XXX: XXXIssuing Department: XXXPurpose:n: V1.0Date of Issue: 2012.06.04Number:Page:3-QC-01 Page 1 of 24To control the quality of XXX。
this XXX.Scope:This XXX.Responsibility:3.1 The Quality Control Department is XXX drafting。
revising。
XXX.3.2 The General Manager's Office XXX approving the drafting。
n。
XXX.3.3 The operating department: XXX.n Requirements:4.1 Sampling PlanXXX-STD-105E single sampling plan.4.2 Quality CharacteristicsXXX characteristics.4.2.1 General CharacteristicsXXX XXX general characteristics:4.2.1.1 Easy to inspect。
XXX.4.2.1.2 XXX quality.4.2.1.3 XXX.4.2.2 Special CharacteristicsXXX characteristics:4.2.2.1 Complex。
time-consuming。
or XXX.4.2.2.2 Quality characteristics that can be judged by other reference ns.4.2.2.3 XXX.4.2.2.4 Destructive testing.4.3 n Level4.3.1 General characteristics use MIL-STD-105E XXX.4.3.2 Special characteristics use MIL-STD-105E normal single sampling special S-2 level.4.4 XXXThe defect that does not meet the quality standard found inthe sampling n is called a defect。
IQC来料检验作业指导书
I Q C来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)包装完好、标识正确、完整、清晰;(4)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(5)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
6、不合格品的处理:(1)IQC 判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报品质主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购,生管,业务协商后,呈经理审批,按评审意见办理; (2)跟据供应商提供的改善方案,IQC 品管员对下批来料改善效果进行确认,并记录结果。
IQC来料检验作业指导书
I Q C来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)包装完好、标识正确、完整、清晰;(4)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(5)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
6、不合格品的处理:(1)IQC判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报品质主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购,生管,业务协商后,呈经理审批,按评审意见办理;(2)跟据供应商提供的改善方案,IQC品管员对下批来料改善效果进行确认,并记录结果。
IQC进料检验作业指导书
IQC进料检验作业指导书模板1.适用范围:凡本公司生产之成品﹑半成品及供应商所交入之原材料﹑注塑件﹑委外喷漆加工品等。
2.目的:为确保公司产品的品质,降低生产成本,从所购进之原物料﹑注塑件﹑委外喷漆品﹑特采不合格品之量测和监控,来执行品质的管制作业及做成完整的检验报告,并针对产品发生品质异常作纠正及改善措施,以避免误用及防止不良品的再次发生。
3.检验参考资料:3.1制定符合公司品质标准之原物料﹑注塑件﹑委外加工品之检验规范。
3.2原物料依所需之规格制定,作为供应商供料验收之标准,以利双方品质确认。
3.3委外加工品依检验标准书.样品作为进料检验之依据。
4.定义:4.1目标管理:4.1.1 按照供应商的品质目标实现方案管理,及管理每月实绩。
4.1.2 对未达成的供应商制定对策并实施,必要时纠正和预防措施,定期对供应商点检。
4.1.3 召开每月供应商品质会议,发表每月业务计划和业绩,以保证和业体沟通、信息共享。
4.1.4 品质保证协议书签定,制约供应商必须按我司的品质目标要求去实施,以达到品质保证目的。
4.2检查基准书:依据各客户产品的外观检验基准和信赖性检验基准的要求,并结合公司内部的检验规范要求而制定出的一套检验操作标准。
5.职责和权限:5.1主管:5.1.1 来料检验规范及流程的监控、管理,新品、承认书检讨及检验基准制定并实施。
5.1.2 收集、统计各类质量数据,制作各类日报、周报、月报,跟踪质量目标达成情况。
5.1.3 定期对检验人员进行上岗培训和考核,使检验人员具有相应的技术水平和检验能力。
5.1.4 管理好供应商的来料品质状况,依据收集、统计的来料数据,对供应商做出定期考核、评比。
5.2 检查员:5.2.1 对入料的原材料、注塑件、辅材(保护膜气泡袋纸箱胶框)、委外加工产品等核对外箱标签:品名、料号、日期、数量及包装规范进行核对。
5.2.2 按照相关的检验基准,承认样件,依照检验流程进行检验并详细记录检验结果。
IQC来料检验作业指导书
IQC来料检验作业指导书目的:对IQC品检人员的作业方法及流程进行规范,提高IQC检验作业水平,控制来料不良,提高品质。
1、实用范围:来料进料检验2、质检步骤(1)来料暂收(2)来料检查(3)物料入库3、质检要点及规范(1)来料暂收:仓管收到供应商的送货单后根据送货单核对来料:数量,种类及标签内容等无误后送交IQC 检验,予以暂收,并签回货单给来料厂商。
(2)来料检查:IQC品检人员收到进料验收单后,依验收单和采购单核对来料与标签内容是否相符,来料规格,种类;是否相符,如不符拒检验,并通知仓管、采购及生管,如符合,则进行下一步检验。
一般先抽查来料的一定比例(以仓库来料质检标准),查看品质情况,再决定入库全检,还是退料。
(3)检查内容:(1)外观:自然光或日光灯下,距离样品30CM目视;(2)尺寸规格:用卡尺/钢尺测量,厚度用卡尺/外径千分尺测量;(3)粘性分别按:GB/T4852-2002、GB/T4851-1998、GB/T2792-1998中方法执行,结果记录于《可靠度测试报告》中;(4)包装完好、标识正确、完整、清晰,环保材料查看是否贴有相应的环保标签,第一批进料时要附SGS报告及物质安全表及客户要求的其它有害物质检测报告;(5)检验合格后贴上合格标签,填写《物料检验表》并通知仓库入库,仓库要按材料类型(环保与实用型)及种类分开放置标示清楚,成品料由IQC人员包装放于待出货区。
以仓库物料质检标准。
(6)物料入库:检查完毕,要提交《原材料进库验货》交上级处理,并对合格暂收物料进行入库登记。
异常物料特《原材料进库验货》批示后,按批示处理。
4、注意事项(1)要保持物料的整洁。
(2)贵重物品及特殊要求物料要逐一检查。
(3)新的物料需给技术开发部确认。
5、异常处理办法物料在检验过程中发现异常,即时向采购及品管主管反映,录求解决方法,尽快处理。
6、不合格品的处理:(1)IQC判定为不合格时,在产品包装外贴上退货/拒收标签,把产品转移到不合格/退货区域,并报品质主管确认签字后,送采购/生管签名后发到供应商,供应商未在2个工作日内回复的报仓库直接作退货处理;如为急料,经品质主管与采购,生管,业务协商后,呈经理审批,按评审意见办理;(2)跟据供应商提供的改善方案,IQC品管员对下批来料改善效果进行确认,并记录结果。
来料检验IQC检验作业指导书【范本模板】
沿海集团公司IQC检验作业指导书
沿海集团公司
IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司
IQC检验作业指导书
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:
文件编号:。
来料检验IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司
IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司
IQC检验作业指导书
文件编号:
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司
IQC检验作业指导书
沿海集团公司IQC检验作业指导书
沿海集团公司IQC检验作业指导书。
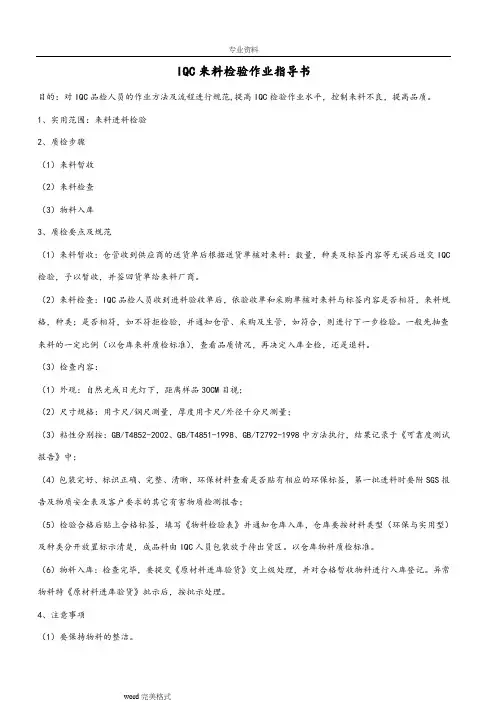
发光二极管IQC来料检验作业指导书
B (5;0,1)
B (100;0,1
)
外观无可见损伤,电性能测试符合要求
将发光二极管放在-25±5℃的低温箱内放置 48h 后取出在常态(温度 25±3℃ 湿度 40-80%)下恢 复 2h
特殊
特殊
★双 85 测试
外观无可见损伤,电气性能无异常,符合第 3 项要 求。
将发光二极管在温度 85℃湿度 85%的环境中, 将 二极管和合适的负载电阻串联,施加发光二极管 20mA 直流电流工作 168h 后
抽样判定 检验水平
C AQL=1.0
Ⅱ
B AQL=0.4
S-4
B AQL=0.4
Ⅱ
可焊性 耐焊接热
把元件脚浸入 250℃±5℃的无铅锡炉中 2-3S 后取出,用放大镜观察其引脚沾锡状况,要求引脚沾锡面积不 小于引脚浸锡总面积的 90%。
将元件脚浸过助焊剂后,将引脚浸入 270℃±5℃的无铅锡炉中 10±1S,样品本体距熔融焊料 2mm,试验恢 复 1h,外观无可见损伤,电性能测试应符合第 3 项要求。
编制/日期
标记 处数
更改文件号
签字
日期
会签/日期
ROHS 测试仪 第三方机构
关键物料按计划抽测
审核/日期
审批/日期
技术要求
检验方法
检验工具
抽样判定 检验水平
引脚应无断裂(除弯月形断裂)、松动,引脚和本 任取一根引脚,使样品处于正常安装位置,沿引
体应无移位。
脚轴线方向施加 10N 的拉力时间为 10±1S
拉力计
外观无可见损伤,电性能测试符合要求
将发光二极管包装好后,随机振动按随机振 动频率在 10-300 赫兹 30 分钟,PSD 为 0.05, 振动测试仪 斜率 6Db。
(完整版)IQC来料检验规范书
PCB检验标准
IC类检验规范
贴片元件检验规范
插件用电容、电阻类
晶体类检验规范
三极管检验规范
排针&插槽(座)类检验规范
线材类检验规范
段码LCD显示屏、数码管检验规范
电源变压器检验规范
电镀件进料检验规范
注塑件进料检验规范
插头/插座进料检验规范
吸塑进料检验规范
包装/彩盒来料检验规范
胶袋(PE袋)进料检验规范
焊锡丝、锡条进料检验规范
激光模组来料检验规范
电位器来料检验规范
单纯的课本内容,并不能满足学生的需要,通过补充,达到内容的完善
教育之通病是教用脑的人不用手,不教用手的人用脑,所以一无所能.教育革命的对策是手脑联盟,结果是手与脑的力量都可以大到不可思议。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进料检验指导书编制: 审核: 批准:Page:1/14进料检验指导书材料类别 电阻器文件编号:检验项目 检验方式 检验标准检 验 内 容缺点等级严重缺陷(C=0) 一般缺陷 (0.4) 轻微缺陷(1.0)1.电 气 性能 三用 电表 / LCR /高压机承认书1.1 阻值及耐压(依各瓦特数之最高耐压而定,时间1分钟)不得超出规格书要求范围. ★ 1.2 组件不得有开路,短路等不良现象.★1.3 热敏电阻于常温(25°C)条件下测试其阻值是否超出规格范围.★ 1.4 排阻需测各任意脚间串联、并联阻值需符合规格书。
★ 1.5 可调电阻需测试其全电阻及绝缘阻抗(测试条件:DC500V,≧1GΩ)需符合规格书要求.★1.6 压敏电阻(突波吸收器)需测试其耐压(具体测试规格依规格书). ★ 2. 尺 寸游标卡尺承 认 书 2.1 本体尺寸需符合规格要求. ★ 2.2 脚距,脚长需符合规格要求. ★ 2.3 脚径需符合规格,实装无异常. ★3. 外 观 目视 / LCR样 品 & 承 认 书 3.1 本体不可有断裂,跛损等不良现象. ★ 3.2 零件脚刮伤或表皮脱落但不影响功能者. ★ 3.3 色码脱落,不易辨认但电测OK 者. ★ 3.4 色码标示需正确且易于识别.★ 3.5 编带纸需粘接牢固,折迭必须整齐,不得变形压皱,折 迭层间不得互相参差不齐,编带组件不得上下扭曲. ★ 3.6 各种不同规格之产品不可混装.★4.可靠性恒温烙铁 / 温度计 承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附眷导线95%以上.★编制: 审核: 批准: Page:2/14进料检验指导书检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1. 电 气 性 能LCR / 高压机 / 泄漏电流测试仪 承 认书 1.1 静电容量,DF 值(正切损失角),泄漏电流(电解电容一般规格为≦0.01CV),ESR 值(串联等效电).(注: 依各种电容而定,需符合规格书要求).★1.2 耐高压(如:陶瓷、瓷片、X 、Y 电容等),电容经测试须符合规格书要求. ★1.3 X 电容其绝缘电阻需符合规格书要求.★2. 尺 寸游标卡尺承 认 书 2.1 本体尺寸需符合规格要求. ★ 2.2 脚距,脚长需符合规格要求. ★ 2.3 脚径需符合规格,实装无异常.★ 3. 外 观 目视 / LCR样 品& 承 认 书 3.1 容值耐压/极性标示错误或模糊不易辨认,经测量不相符★ 3.2 外壳破损露出内部产品结构之产品.★ 3.3 本体直径6.5mm 以上之电解电容,其顶部金属是否有安装防爆孔. ★ 3.4 外壳破损未露出金属结构.★ 3.5 容值/极性标示错误或模糊不可辨认,经测量吻合. ★ 3.6 容值/极性标示错误或模糊但可辨认. ★ 3.7 安规标示是否与规格书相符. ★3.8 编带纸需粘接牢固、整齐,不得变形压皱,折迭层间不得互相参差不齐,编带组件不得上下扭曲. ★ 3.9 各种不同规格之产品不可混料.★ 4. 可 靠 性恒温烙铁 / 温度计承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上. ★ 4.2 SMD 电容加温测试后共容值不可超出规格书范围.★编制: 审核: 批准: Page:3/14进料检验指导书检验项目 检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.25) MI(1.0)1. 电 气 性 能三用 电表 / 晶体管测试仪样 品 & 承 认 书 1.1 零件脚位是否与规格书相符.★ 1.2 三极体电流放大倍数是否符合规格书★ 1.3 稳压二极体(ZD)其稳压值是否符合规格书★ 1.4 基准稳压控制器(如:431)其基准电压(如:1.25V 、 2.5V)是否与规格书相符.★ 1.5 晶体三极体之参考测试波形及曲线是否符合规格书★ 2. 尺 寸游标卡尺承认书2.1 本体尺寸需符合规格要求.★ 2.2 脚距,脚长需符合规格要求. ★ 2.3 脚径需符合规格书 ★3.外观目视 /三用 电表样品&承认书3.1 极性经测量与规格书标示不符.★ 3.2 零件脚不得受损(如:断裂、刮伤、折损等)、电 镀不良、氧化沾锡不良.★ 3.3 绝缘层受损并露出芯片. ★ 3.4 绝缘层受损未露出芯片. ★ 3.5 零件极性标示或印字错误或模糊不可辨认. ★ 3.6 零件极性标示或印字模糊但可辨认 ★ 3.7 本体封装形式是否正确(如:TO-220F 、SOT-89、 TO-92等).★ 3.8 编带纸需粘接牢固、整齐,不得变形压皱,折迭层间不得互相参差不齐,编带组件不得上下扭曲.★ 3.9 各种不同规格之产品不可混料. ★4. 可 靠 性恒温烙铁 / 温度计承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上. ★编制: 审核: 批准: Page:5/14进料检验指导书检验项目 检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.25) MI(1.0)1.电气性能/拆解 高压机/LCR承认书1.1 高压测试(HI-POT)需符合规格书★ 1.2 变压器绕组间不可呈现开路、短路之不良现象★ 1.3 电感量及漏感需与规格相符. ★ 1.4 DCR(直流电阻)需符合规格书 ★ 1.5 经拆解后其各绕组圈数、线径、绝缘胶带需正确.★2. 尺 寸游标卡尺承认书2.1 本体尺寸需符合规格要求.★ 2.2 脚距,脚长需符合规格要求. ★ 2.3 脚径需符合规格书要求,与PCB 实际组装无异常. ★3. 外 观目视样 品 & 承 认 书 3.1 本体破裂致使元件失去功能. ★ 3.2 Label 标示不可错误、模糊不清及漏贴. ★ 3.3 零件脚不可沾凡立水沾锡不良或出现氧化. ★ 3.4 产品未含浸或含浸后仍有松动现象. ★ 3.5 零件脚位相反或错位. ★ 3.6 接线端子不可冷焊、虚焊.★ 3.7 线圈、绝缘胶带和标签需与规格书相符 ★ 3.8 绝缘胶带不可破裂. ★ 3.9 Line Filter 线圈不对称★ 3.10 绝缘胶带破裂或套管松动、破损.★ 3.11 PIN 脚不可松动、脱落且剪错脚位. ★ 3.12 线包铜线不可外露.★ 3.13 铁芯、BOBBIN 不可有松脱、破损现象. ★ 3.14 各种不同规格之产品不可混料.★ 4. 可 靠 性恒温烙铁 / 温度计承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上. ★编制: 审核: 批准:Page:6/14进料检验指导书检验项目 检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1. 外 观目视 / 游标 卡尺样品 & 承认 书 1.1 铜箔不可有短路、开路、翘皮. ★ 1.2 切板偏移且Pad 受损. ★ 1.3 孔位不得偏移、堵塞及孔径不符.★ 1.4 不可破孔、漏钻孔、氧化或有残留影响安全距离. ★ 1.5 厚度与规格不符或侵蚀孔达3个以上.★ 1.6 PCB 变形或经着锡后变形达2mm 或破损伤及电路.★ 1.7 文字印刷不可错误、模糊不清、印反、多字、少字及漏印. ★ 1.8 字符移位不可超出0.25mm.★ 1.9 V-CUT 槽不可过深、过浅、漏割(V 割保留深度应 为1/3板厚,公差±0.15mm)及切反. ★ 1.10 制造周期(DATE CODE)及安规标示不可漏印. ★ 1.11 油墨、绿漆不可脱落.★ 1.13 PCB 爆边,在不影响电性功能及外观条件下,其深度不可超出0.5mm. ★ 1.14 PCB 变形<2mm 或着锡后有氧泡产生.★ 1.15 PCB 板面残留非金属物杂质,直径在0.5mm 以下, 在100平方厘米内限2个存在.★ 1.16 线路缺损不得超过1/3,长度不可超出线宽1/3. ★ 1.17 铜箔有残留杂物但未影响安钱距离.★ 2. 尺 寸 游标卡尺 承 认 书 2.1 PCB 板厚度需符合规格书要求.★ 2.2 PCB 板长度、宽度需符合规格书要求. ★3. 可 靠 性锡炉 / 温度计承 认 书4.1 可焊性:抽取5~10PCS 备品,经锡炉温度245±5℃,时间3~5 Sec 后,阻焊字符不可有起泡、脱落现象, 铜箔应沾锡95%以上,基材无分层现象. ★4.2 附着性:用3M600型胶带进行附着力试验后,金、 镍、铜等镀层附着良好,不可脱落分层.★材料类别弹片/散热片文件编号:编制: 审核: 批准:Page:7/14进料检验指导书检验项目检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.65) MI(1.5)1. 外 观目视 / 实装样 品 &承认书1.1 不可有色差、本体变形、接脚/夹片/固定柱断裂 或松动,点焊歪斜或胶落.★ 1.2 未攻或攻错牙纹,嵌接脚脱落或不易着锡,表面 污秽不可探除.★ 1.3 电镀层厚度不均及刮伤、破损、氧化、生锈. ★ 1.4 印刷字体不清且影响客户外观,本体破损.★ 1.8 有毛边且为导电体. ★ 1.9 电镀不均. ★ 1.10 表面污秽可擦除. ★ 1.11 表面有刮伤但不影响外观. ★ 1.12 接脚或夹片折伤. ★ 1.13 散热片夹锁晶体处不可有毛边及毛刺.★ 1.14 柱子不可断裂、变形及柱孔堵塞. ★2. 尺 寸游标 卡尺承 认 书 2.1 尺寸量测出现误差,经实际组装OK 后符合规格书 要求可允收. ★3. 可 靠 性测试 治具承认书3.1 晶体夹片将以专门治具进行测试,测试方法请参 照测试标准书.★ 3.2 弹片做模拟实验拉直有断裂者、不能恢复弹性者 ★材料类别线材类文件编号:检验项目 检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)编制: 审核: 批准: Page:8/14进料检验指导书CR (0)MA (1.0) MI(2.5)1. 电 气 性 能三用 电表 / 高压 机承 认 书 1.1 线材间不可呈现开路、短路现象.★ 1.2 线材正负极性不可焊反.★ 1.3 线材之耐压测试需符合规格书要求. ★ 1.4 线材之耐温度应与线材上标示相符合. ★2. 尺 寸游标卡尺 / 直尺承 认 书 2.1 线材长度需符合规格书要求.★ 2.2 线材PLUG 头内径、外径、成型长度需符合规格书 要求. ★3.外 观 目 视样品&承认书3.1 线材PLUG 头成型角度不可错误. ★ 3.2 文字标示错误或模糊不可辨认.★ 3.3 表面擦伤、破损致露出导体或接头脱落.★ 3.4 接头变形或序线错误. ★ 3.5 PLUG 头有异物、氧化导致焊接困难或沾锡不良. ★ 3.6 文字标示模糊但可辨认. ★ 3.7 拉力后有裂痕.★ 3.8 表面刮伤未露出导体,沾有异物但不影响组合. 3.9 线材安规印字、线规、颜色不可错误.★ 3.10 SR 处不可松动及成型错误. ★4. 可 靠 性摇摆 / 插拔 测试 机承 认 书 4.1 线材经摇摆测试后其内部导线及焊点不可断裂. ★ 4.2 线材PLUG 头经插拔测试后需接触良好. ★类 别螺 丝文件编号:检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(1.0) MI(2.5)编制: 审核: 批准:Page:9/14进料检验指导书1. 外 观目视样 品&承 认书1.1 本体不可变形、破损、滑牙. ★1.2 电镀层不可脱落、氧化、生锈. ★ 1.3 表面不可附有金属性杂物. ★ 1.4 表面不可附有非金属性质等异物. ★ 1.5 表面有油渍染着现象. ★ 1.6 材料不可混料. ★ 1.7 本体颜色需与样品或规格书相符. ★2. 尺 寸游标 卡尺 / 实装样 品 & 承 认 书 2.1 本体长度、直径、牙距需符合规格书要求.★ 2.2 将螺丝与螺帽实际组装需无异常. ★3. 可 靠 性类 别端 子 类文件编号:检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(1.0) MI(2.5)1. 外目视样 品 1.1 插PIN 数量而与规格书相符且平齐. ★1.2 零件不得本体破损,歪斜以致无法组合.★编制: 审核: 批准: Page:10/14进料检验指导书观或 承认书 1.3 表面不得有导电体等毛边及杂物附着. ★ 1.4 表面有非导电体毛边附着. ★ 1.5 端子有歪斜现象但不影响组合.★ 1.6 插PIN 脚距、角度符合样品或规格书.要求. ★ 1.7 PIN 脚不可氧化及沾锡不良.★ 1.8 AC SOCKET 其安规标示、本体颜色及PIN 脚成型角度需符合样品或规格书要求. ★2. 尺 寸游标卡尺 / 实装样 品& 承 认 书 2.1 零件本体之长度、宽度、高度需符合规格.★ 2.2 零件插PIN 脚距需符合规格. ★ 2.3 零件插PIN 脚径需符合规格.★ 2.3 端子与所使用机种PCB 板实装后需无异常. ★3. 可 靠 性恒温烙铁 / 温度计承 认 书3.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上. ★材料类别开 关文件编号:检验项目 检验 方式 检验 标准 检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1. 电 气 性高压机 / 三用承认 书1.1 不得有开关短路或开路之不良现象. ★ 1.2 接触阻抗不可超出规格书要求. ★ 1.3 HI-POT 测试需符合规格书要求.★编制: 审核: 批准:Page:11/14进料检验指导书能 电表2. 尺 寸游标卡尺承 认书 2.1 本体之长度、宽度需符合规格书要求.★ 2.2 零件脚距需符合规格. ★ 2.3 零件脚径需符合规格.★3. 外 观目视样品&承 认 书3.1 端子不可松动、脱落及氧化生锈沾锡不良. ★ 3.2 与实物嵌合不良.★ 3.3 本体破损无法组合或变形、长毛边、孔塞亦或文 字标示不清不可辨认.★ 3.4 开关切换过紧无法一次定位或有效接触. ★ 3.5 外壳刮伤但可组装,文字不清但可辨认. ` ★ 3.6 开关切换不可过松、过紧.★ 3.7 表面之安规标示不可漏印并与规格书相符.★ 4. 可 靠 性恒温烙铁 / 温度计承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上.★类 别集成电路文件编号:检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1.电 气 性 能 三用 电表 承 认书1.1 阻值及耐压不得超出规格书的要求范围.★ 1.2 应按照电路要求不得有开路,短路等不良现象. ★编制: 审核: 批准:Page:4/14进料检验指导书2 尺 寸游标 卡尺承 认 书2.1 本体尺寸需符合规格要求.★ 2.2 脚距,脚长需符合规格要求 ★ 2.3 脚径需符合规格,实装无异常. ★3 外观目视样 品&承 认书 3.1 本体不可有破损,断裂等不良现象. ★ 3.2 集成电路脚体不可刮伤,电镀层脱落,氧化. ★ 3.3 丝印标示清晰可见.★ 3.4各种不同规格之产品不可混装. ★ `4可靠 性恒温 落铁 / 温度 计承 认 书 4.1 抽取5~20PCS 样品,焊锡温度235±10℃,时间 2~3Sec,焊锡需附脚体95%以上. ★材料类别保 险 类文件编号:检验项目 检验 方式 检验标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1. 电 气 性 能 三用 电表承 认 书 1.1 阻值不得呈开路状态.★ 1.2 其熔断电流而符合规格书要求.★ 1.3 在经过摇摆测试后,本体呈开路状或引脚与本体接触不良.★2.游标承 2.1 本体直径、长度需与承认书符.★编制: 审核: 批准Page12/14进料检验指导书尺 寸卡尺认 书2.2 零件脚径需与承认书符. ★3. 外 观目视样 品& 承 认书 3.1 印字标示不清且不可辨认. ★ 3.2 电镀层剥落生锈或氧化.★ 3.3 玻璃管破裂或内有异物. ★ 3.4 金属盖与玻璃管接合处不可松动. ★ 3.5 印字标示不清但可辨认. ★ 3.6 电镀刮伤但不影响电气性能.★ 3.7 玻璃管内不可有雾状物. ★4. 可 靠 性恒温烙铁 / 温度计承 认 书4.1 抽取5—20PCS 样品,焊锡温度235±10℃,时间3~5Sec,焊锡需附着导线95%以上.★材料类别贴纸和纸箱文件编号:检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(1.0) MI(2.5)1. 尺 寸游标卡尺 / 直尺 / 卷尺样 品 &承 认 书 1.1 材料长度、宽度、高度需与承认书相符. ★2. 外目视样 品 2.1 嵌合或实装不良.★ 2.2 文字大小、字型需与规格相符.★编制: 审核: 批准:Page:13/14进料检验指导书观& 承认 书 2.3 纸张不得破裂损伤及字体、文字模糊但可辨认. ★ 2.4 表面应加护膜而未加. ★ 2.5 文字模糊但不可辨认.★ 2.6 纸张破损但未伤及字体.★ 2.7 表面加防护膜但未不完全或有气泡. ★ 2.8 印刷颜色不可发白. ★3. 可 靠 性落地 实验 机 / 烤箱承 认 书3.1 铭板经高温实验后不可变形、超泡.★ 3.2 纸箱经落地实验后不可破损.★材料类别继电器和电池文件编号:检验项目 检验 方式 检验 标准检 验 内 容缺点等级 (MIL-STD-105E)CR (0)MA(0.4) MI(1.0)1. 电 气 性 能三用 电表承认 书 1.1 零件不得呈现断路、短路现象.★ 1.2 零件之接点阻抗不可超出规格书.要求. ★ 1.3 继电器之极性及脚位需符合规格书要求. ★2. 尺 寸游标卡尺承认 书2.1 继电器长度、宽度、高度需与承认书相符. ★ 2.2 电池之直径、长度需与承认书相符. ★编制: 审核: 批准:Page:14/143. 外 观目视样 品& 承 认书 3.1 本体不得有破损、裂痕现象. ★ 3.2 应有绝缘套而未套者. ★ 3.3 表面不得有金属杂质. ★ 3.4 表面不得有非金属杂质.★ 3.5 剥线处不得沾锡不良. ★ 3.6 其引线不可长度不一、过长或过短.★ 3.7 本体印字不可模糊不清、错误. ★ 4. 可 靠 性。