德国拜耳热塑性弹性体TPU-U-75AP物质安全资料表
TPU 德国拜耳 DESMOPAN 150物性表
英制
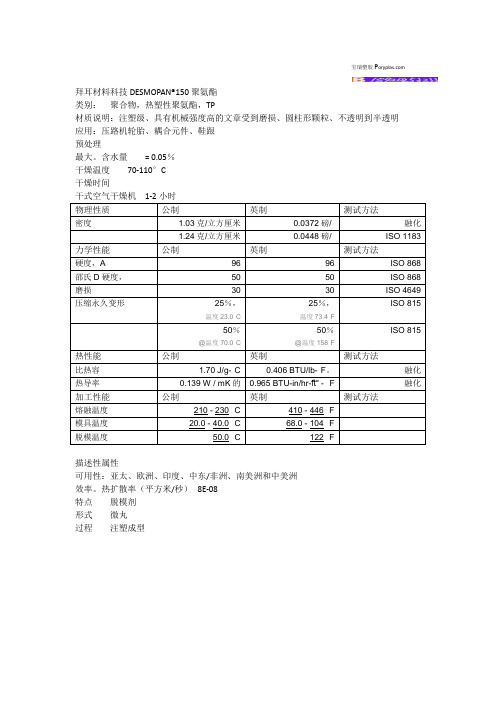
410 - 446 ° F 68.0 - 104 ° F 122 ° F
测试方法
描述性属性 可用性:亚太、欧洲、印度、中东/非洲、南美洲和中美洲 效率。热扩散率(平方米/秒) 8E-08 特点 脱模剂 形式 微丸 过程 注塑成型
50%
@温度 70.0° C
50%
@温度 158° F
热性能
比热容 热导率
公制
1.70 J/g-° C 0.139 W / mK 的
英制
0.406 BTU/lb-° F。 0.965 BTU-in/hr-ft“ - ° F
测试方法
融化 融化
加工性能
熔融温度 模具温度 脱模温度
公制
210 - 230 ° C 20.0 - 40.0 ° C 50.0 ° C
密度
公制
1.03 克/立方厘米 1.24 克/立方厘米
英制
0.0372 磅/³ 0.0448 磅/³
测试方法
融化 ISO 1183
力学性能
硬度,A 邵氏 D 硬度, 磨损 压缩永久变形
公制
96 50 30 25%,
温度 23.0° C
英制
96 50 30 25%,
温度 73.4° F
测试方法
ISO 868 ISO 868 ISO 4649 ISO 815 ISO 815
宝瑞塑胶
拜耳材料科技 DESMOPAN®150 聚氨酯 类别: 聚合物,热塑性聚氨酯,TP 材质说明:注塑级、具有机械强度高的文章受到磨损、圆柱形颗粒、不透明到半透明 应用:压路机轮胎、耦合元件、鞋跟 预处理 最大。含水量 = 0.05% 干燥温度 70-110°C 干燥时间 干式空气干燥机 1-2 小时 物理性质
拜耳TPU产品指南
性能/Properties
耐磨性 Resistance to abrasion 动态负载能力 Dynamic loadbearing capacity 耐热变形性能 Heat deflection 抗油脂性能 Resistance to oil and grease 耐水解 Resistance to hydrolysis 耐热空气 Resistance to hot hair 耐光性(黄变) Fastness to light (yellow) 抗微生物侵蚀 Resistance to Microbial attack 低温韧性 Flexibility at Low temperatures
+
++
0
+
+
0
0
++
special grades for shoe shells and similar applications with a high rigidity and
good low temperature impact strength
++ = 非常好/very good + = 好/good 0 = 满意/satisfactory - = 一般/moderate
Snadditipnal “U” denores UV stabilisation.
发展中的产品以*KA 或*KU2 加 4 位数字来命名。根据硬度的 不同,将其列在产品范围中相应的品级系列中。(用 KU 表示 的产品,聚酯型产品用前两位数字 87 来标识,用聚醚型产品, 其产品,代码间于 8600-8699。) 如果试用产品的代码有 A 或 D 后缀,则其后两位数字分别表 示硬度的大约值。 带后缀 E 的品级,表示该品级适合于挤出成型,当然这类品 级也适合于注射成型。 KA 试用产品年代顺序以连续数字表示。
物质安全资料表(MSDS)

3/5
物質安全資料表(MSDS)
序 號:13
十一、毒性資料
暴露途徑:皮膚、吸入、食入、眼睛 症狀: 窒息、呼吸和脈搏快速、缺氧、暈眩、感覺性降低、頭部緊繃、刺痛感、不協調、缺乏判斷力、精神不 穩定、快速疲勞、皮膚和眼睛凍傷。 急毒性:吸入:1.腎上腺素對小老鼠誘發心律不整,對猴子誘發心臟和呼吸抑制,或減少狗的肺部功能。然而,
氣味:甜味 熔點:-131℃ 沸點/沸點範圍:-10℃ 閃火點:–– 測試方法:爆炸界限:6.2%/17.9% 蒸氣密度:3.49(空氣) 溶解度:水中溶解度 0.19%@21℃ 揮發速率:/
十、安全性及反應性
安定性:正常溫度下及壓力下安定。 特殊狀況下可能之危害反應:1.鹼或鹼土金屬:不相容
2.氧化劑(強):火災爆炸危害。 應避免之狀況:1.避免熱、火焰、火星和其他引火源。2.盡量避免接觸物質。3.若曝露在熱源下可能會導致容器
1/5
物質安全資料表(MSDS)
序 號:13 食 入:若大量吞食,則立即就醫。 最重要症狀及危害效應:呼吸困難。 對急救人員之防護:應穿著 C 級防護裝備再安全區實施急救。 對醫師之提示:患者吸入時,考慮給予氧氣。
五、滅火措施
適用滅火劑: 1. 化學乾粉,二氧化碳。 2. 大火時,建議使用水霧噴灑進行滅火。 滅火時可能遭遇之特殊危害: 1. 若發生火災,則屬於嚴重火災危害。2.蒸氣比空氣重並且會傳遞至,有引火源時會產生回火現象。3.若曝露 在熱員下可能會導致容器破製或是爆炸。 特殊滅火程序:1.安全情況下將容器搬離火場。2.以水霧冷卻暴露火場的貯槽或容器直到火熄滅。3.遠離貯槽兩 端。4.儲槽區之大型火災,使用無人操作之水霧控制架或自動搖擺消防栓。若不可行,隔離危害區域,禁止非 相關人員進入並允許火燒完。5.貯槽安全閥已響起或因著火而變色時立即撤離。6.滅火前先阻止溢漏。7.除非可 以立刻停止溢漏否則讓他繼續燃燒。8.小儲槽或鋼瓶,滅火並隔離其他易燃物,撤離半徑為 800 公尺。 消防人員之特殊防護裝備:自攜式空氣呼吸器、全套防火防護衣。
德国拜耳TPU-US-60A10物质安全资料表
化学品安全技术说明书 (MSDS )UTECHLLAN US-60A10 112000022190/1.0-CN发行日期:2007年07月30日(第01次修正) 第 1 /4 页••1. 化学品及企业标识化学品中文名称: 热塑聚氨酯化学品英文名称: thermoplastic polyurethane 商品中文名称 :商品英文名称 : UTECHLLAN US-60A10 化学品俗名:产品应用:生产模制塑料产品制造商 / 供货商名称 :拜耳(中国)有限公司 上海聚合物科研开发中心2. 成分/组成信息:纯品( ) 混合物( * )化学品名称:热塑聚氨酯(thermoplastic polyurethane)有害物成分:二苯甲酸二聚丙二醇酯(oxydipropyl dibenzoate) 浓度%:约28 CAS No.:27138-31-4EINECS No.:248-258-5 分类:N R51/53(根据定义原理分类) 由于此处列出的物质牢固键合于聚合物体系中,因此预计在正确操作时无有害影响。
3. 危险性概述:危险性类别:按GB13690-92《常用危险化学品的分类及标志》规定,本产品为非危险化学品。
根据EC指令2006/121/EC或1999/45/EC及其有效改编版和衍生的国家法规定义,该产品对健康和环境无害。
侵入途径:―― 健康危害:―― 环境危害:―― 燃爆危险:――4. 急救措施:皮肤接触:与热熔物接触立即用大量的水冷却。
既不能强制也不能使用溶剂除去粘在皮肤上的产品结皮。
为治疗可能引起的皮肤烫伤及对皮肤进行护理,要立即就医。
室温下操作该产品参考以下信息:皮肤接触:用肥皂和大量的水彻底冲洗污染部位。
眼睛接触:―― 吸 入:―― 食 入:――5. 消防措施:危险特性:――有害燃烧产物:燃烧过程中释放一氧化碳、二氧化碳、氮氧化物和痕量的氰化氢。
灭火方法及灭火剂:水,泡沫,干粉。
化学品安全技术说明书 (MSDS )UTECHLLAN US-60A10 112000022190/1.0-CN发行日期:2007年07月30日(第01次修正) 第 2 /4 页••灭火注意事项:着火和/或爆炸时,禁止吸入烟雾。
德国拜耳热塑性弹性体TDS UE-95AU--中文资料

UE-95AU Thermoplastic PolyurethaneTechnical Data SheetPolyether-Based Grade材料说明Utechllan UE-95AU 是一种聚醚型热塑性聚氨酯(TPU), 硬度大约 Shore 94A. 可以进行射出成型和挤出成型. 对挤出加工而言, Utechllan UE-95AU 具有稳定的熔融强度和相当宽的温度调节范围. 除了优秀的机械性能以外, Utechllan UE-95AU 还具有较好的透明度, 耐水解性能,抗微生物性能及增强的抗紫外光性能. 其应用包括鞋大底, 鞋配件以及其它工程注塑制品, 薄膜, 管材, 片材, 电线, 电缆和其它挤出制品.包装和存贮Utechllan TPU 是25Kg为一包的多层纸,铝箔包装, 并内装在PE薄膜袋内. 所有Utechllan TPU在包装之前已被充分干燥. TPU粒子的水分含量低于200ppm (0.02 wt. %).Utechllan TPU应该密闭存放于通风良好, 干燥凉爽的地方. 存放温度应该不超过30°C. 满足以上条件Utechllan TPU可以具有相当长(2年以上)的保质期.已干燥并带有余热的粒子不放置于空气中冷却, 必须马上存放于可以重复密封的干燥容器内.Utechllan TPU粒子的形状有两种: 米粒形粒子标记为10, 圆柱形粒子标记为20.干燥TPU树脂在空气当中会吸收水分. 吸湿的程度和速度取决于原料的类型, 硬度和气候. 如果粒子过于潮湿, 制品的表面将会出现小气泡和银纹. 挤出制品表面则不平滑和无光亮并且出现泡沫和气泡现象.为了确保无缺陷生产和避免产品质量下降, 加工前应将Utechllan TPU进行干燥. 为了达到推荐的含水率≤ 200ppm (0.02 wt. %), 建议干燥条件为100°C, 3-5 hours. 这一要求传统的循环空气干燥箱即可达到. 当然, 采用真空干燥器或者除湿干燥机能在更短的时间内达到好的干燥效果.射出成型通用的三段式单螺杆射出机同样适合于Utechllan TPU的射出. 推荐螺杆长径比(L/D)在16-20:1之间, 压缩比在 2.0–2.5:1之间. 与其它塑料相比, 由于TPU熔融时具有高粘度, 在料管里容易产生高剪切力而破坏Utechllan TPU 的物性. 应该避免采用压缩比超过4:1的螺杆.模具温度一般在常温25°C到45°C之间, 为了某些特别的目的, 如加工透明规格时, 可以在模具内部通循环冷却水以保持模具温度在10°C左右, 可以达到提高透明度以及减少冷却时间的效果.建议射出成型条件射出温度:喷嘴.................................................................... 215°C 计量段................................................................. 200°C 压缩段................................................................. 195°C 进料段…….......................................................... 190°C 模具温度……...................................................... 15–45°C 射出压力.............................. .........................20–110MPa 保压....................................................射出压力的50–80% 背压...................................................................0.3–4MPa 螺杆转速........................................................... 20–80rpm 射出循环时间:注射时间…......................................................5–10 sec 保压时间…....................................................10–20 sec 冷却时间........................................................20–30 sec挤出成型长径比(L/D)在20-30:1之间, 压缩比在2.5–3.5:1之间的三段式单螺杆挤出机适合于Utechllan TPU的挤出加工.螺杆具有持续稳定的, 与直径等长的螺距. 螺杆与料管的径向间隙约为0.1-0.2mm. 螺杆的设计应该避免剪切降解. 具有高压缩比的短螺杆是不适用的. 螺杆转速根据螺杆直径设定在30rpm和50rpm之间.建议使用隔板和滤网. 根据螺杆的尺寸和模头的类型, 隔板的孔洞直径约为1.5到5mm. 同时使用两片400mesh/cm2滤网, 中间使用两片900mesh/cm2滤网可以获得最佳效果. 特殊情况可能需要更细的滤网, 如生产吹塑薄膜时.建议挤出成型条件进料段.................................................................... 185°C 压缩段.................................................................... 190°C 计量段.................................................................... 195°C 模头........................................................................ 205°C当挤出机放置相当长时间或经过几天的连续生产后, 需要进行清洗. 聚苯乙烯(PS)或高密度聚乙烯(HDPE)需要更高的加工温度而且熔融流动性比较好,可以用来清洗螺杆和料管. 另外,经过一段时期后也应当除去模头和分配器上累积的焦化物.为了使模头具有稳定的流动并能够自洁净, 模头应该具有渐变的横截面, 并完全避免死角. 为了获得稳定的流量并降低剪切应力, 挤出管材和异型件时必须使用较长的模头. 模头的长度应为喷嘴的2到4倍. 模头设计的其它原则同常见的热塑性塑料一样.与常见的热塑性塑料相比, TPU具有较低的熔融强度和较高的摩擦系数,因此刚挤出的制品容易变形. 冷却水槽是不可缺少的. 水浴应该尽量靠近挤出机前端. 冷却水槽的长度一般会较常见的热塑性塑料的长, 与制品的规格, 形状和牵引速度有关. 某些情况下, 可能需要在挤出制品表面和定型装置之间设置喷水环以提供润滑水膜.可以通过联络技术服务代表得到关于挤出的进一步信息. 着色除非某特殊某些特殊需求,通常Utechllan TPU只以本色供货。
德国拜耳热塑性弹性体TPU-U-75AP物质安全资料表
化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 1 /4 页••1. 化学品及企业标识化学品中文名称: 热塑聚氨酯化学品英文名称: thermoplastic polyurethane 商品中文名称 :商品英文名称 : UTECHLLAN U-75AP10 化学品俗名:产品应用:生产模制塑料产品制造商 / 供货商名称 :拜耳(中国)有限公司 上海聚合物科研开发中心2. 成分/组成信息:纯品( * ) 混合物( )化学品名称:热塑聚氨酯(thermoplastic polyurethane)有害物成分:―― 含量:―― CAS No.:――3. 危险性概述:危险性类别:按GB13690-92《常用危险化学品的分类及标志》规定,本产品为非危险化学品。
根据EC指令67/548/EEC或1999/45/EC及其有效改编版和衍生的国家法规定义,该产品对健康和环境无害。
侵入途径:―― 健康危害:―― 环境危害:―― 燃爆危险:――4. 急救措施:皮肤接触:与热熔物接触立即用大量的水冷却。
既不能强制也不能使用溶剂除去粘在皮肤上的产品结皮。
为治疗可能引起的皮肤烫伤及对皮肤的彻底洁净,要立即就医。
室温下操作该产品参考以下信息:皮肤接触:用肥皂和大量的水彻底冲洗。
眼睛接触:―― 吸 入:―― 食 入:――5. 消防措施:危险特性:――有害燃烧产物:燃烧过程中释放一氧化碳、二氧化碳、氮氧化物和痕量的氰化氢。
灭火方法及灭火剂:水,泡沫,干粉。
灭火注意事项:着火和/或爆炸时,禁止吸入烟雾。
消防人员必须佩戴自供气式呼吸器。
禁止让污染的灭火流水进入土壤、地下水或地表水。
化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 2 /4 页••6. 泄漏应急处理:个人防护:戴防护设备(见第8部分)。
食品级TPU

金 橙 塑 胶内部资料
(2)TPU 台湾优得
60D-64D
U-85A
23
U-90A
25
UT-95A
25
UT-90AU10 27
UT-60D
28
(3)TPU 台湾南亚
95A-60D
(4)TPU 南韩:
95-98A
60D
S185A
S195A
S398A
(5)TPU 台湾虹溢
85-95AI
AE
AT
(6)TPU 德国拜耳
65A-98A
64D
28
(9)TPU 德国巴斯夫
1185A
22
1190A
25
1195A
22
685A
690AU
B95A
26
C59D
C60AW
C70AW
C80A
C90A
28
C95A
Hale Waihona Puke 26C98AS60AW
S95A
25
德国拜耳 TPU 德国巴斯夫 TPU 台湾亿何 TPU 台湾优
得 TPU
金 橙 塑 胶内部资料
H-18,1kg 载 荷 1000 分循环
ISO
4649
Die "C"
ISO 34
23℃
ISO 178
---
ISO 974
---
DMA
Rate A
ISO 306
---
ISO 1183
测试数据
85 34.5 500 5.3 11.7 65 16
35
87.6 27.6 < -68 -42 91 1.20
机械 性能
德国拜耳热塑性弹性体TDS UT7-70AU--中文资料

UT7-70AU Thermoplastic PolyurethaneTechnical Data SheetPolyester-Based Grade材料说明Utechllan UT7-70AU 是一种聚酯型热塑性聚氨酯(TPU), 硬度大约 Shore 74A. 特别适合于挤出成型. 对挤出加工而言, Utechllan UT7-70AU 具有稳定的熔融强度和相当宽的温度调节范围. 除了优秀的机械性能以外, Utechllan UT7-70AU 还具有较好的透明度. 其应用包括薄膜, 管材, 片材, 电线, 电缆和其它挤出制品.包装和存贮Utechllan TPU 是25Kg为一包的多层纸,铝箔包装, 并内装在PE薄膜袋内. 所有Utechllan TPU在包装之前已被充分干燥. TPU粒子的水分含量低于200ppm (0.02 wt. %).Utechllan TPU应该密闭存放于通风良好, 干燥凉爽的地方. 存放温度应该不超过30°C. 满足以上条件Utechllan TPU可以具有相当长(2年以上)的保质期.已干燥并带有余热的粒子不放置于空气中冷却, 必须马上存放于可以重复密封的干燥容器内.Utechllan TPU粒子的形状有两种: 米粒形粒子标记为10, 圆柱形粒子标记为20.干燥TPU树脂在空气当中会吸收水分. 吸湿的程度和速度取决于原料的类型, 硬度和气候. 如果粒子过于潮湿, 制品的表面将会出现小气泡和银纹. 挤出制品表面则不平滑和无光亮并且出现泡沫和气泡现象.为了确保无缺陷生产和避免产品质量下降, 加工前应将Utechllan TPU进行干燥. 为了达到推荐的含水率≤ 200ppm (0.02 wt. %), 建议干燥条件为90°C, 3-5 hours. 这一要求传统的循环空气干燥箱即可达到. 当然, 采用真空干燥器或者除湿干燥机能在更短的时间内达到好的干燥效果.射出成型通用的三段式单螺杆射出机同样适合于Utechllan TPU的射出. 推荐螺杆长径比(L/D)在16-20:1之间, 压缩比在 2.0–2.5:1之间. 与其它塑料相比, 由于TPU熔融时具有高粘度, 在料管里容易产生高剪切力而破坏Utechllan TPU 的物性. 应该避免采用压缩比超过4:1的螺杆.模具温度一般在常温25°C到45°C之间, 为了某些特别的目的, 如加工透明规格时, 可以在模具内部通循环冷却水以保持模具温度在10°C左右, 可以达到提高透明度以及减少冷却时间的效果.建议射出成型条件射出温度:喷嘴.................................................................... 165°C 计量段................................................................. 160°C 压缩段................................................................. 155°C 进料段…….......................................................... 150°C 模具温度……...................................................... 15–45°C 射出压力.............................. .........................20–110MPa 保压....................................................射出压力的50–80% 背压...................................................................0.3–4MPa 螺杆转速........................................................... 20–80rpm 射出循环时间:注射时间…......................................................5–10 sec 保压时间…....................................................10–20 sec 冷却时间........................................................60–70 sec挤出成型长径比(L/D)在20-30:1之间, 压缩比在2.5–3.5:1之间的三段式单螺杆挤出机适合于Utechllan TPU 的挤出加工.螺杆具有持续稳定的, 与直径等长的螺距. 螺杆与料管的径向间隙约为0.1-0.2mm. 螺杆的设计应该避免剪切降解. 具有高压缩比的短螺杆是不适用的. 螺杆转速根据螺杆直径设定在30rpm 和50rpm 之间.建议使用隔板和滤网. 根据螺杆的尺寸和模头的类型, 隔板的孔洞直径约为1.5到5mm. 同时使用两片400mesh/cm 2滤网, 中间使用两片900mesh/cm 2滤网可以获得最佳效果. 特殊情况可能需要更细的滤网, 如生产吹塑薄膜时.建 议 挤 出 成 型 条 件进料段.................................................................... 150°C 压缩段.................................................................... 155°C 计量段.................................................................... 160°C 模头........................................................................ 160°C当挤出机放置相当长时间或经过几天的连续生产后, 需要进行清洗. 聚苯乙烯(PS)或高密度聚乙烯(HDPE)需要更高的加工温度而且熔融流动性比较好,可以用来清洗螺杆和料管. 另外,经过一段时期后也应当除去模头和分配器上累积的焦化物.为了使模头具有稳定的流动并能够自洁净, 模头应该具有渐变的横截面, 并完全避免死角. 为了获得稳定的流量并降低剪切应力, 挤出管材和异型件时必须使用较长的模头. 模头的长度应为喷嘴的2到4倍. 模头设计的其它原则同常见的热塑性塑料一样.与常见的热塑性塑料相比, TPU 具有较低的熔融强度和较高的摩擦系数, 因此刚挤出的制品容易变形. 冷却水槽是不可缺少的. 水浴应该尽量靠近挤出机前端. 冷却水槽的长度一般会较常见的热塑性塑料的长, 与制品的规格, 形状和牵引速度有关. 某些情况下, 可能需要在挤出制品表面和定型装置之间设置喷水环以提供润滑水膜.可以通过联络技术服务代表得到关于挤出的进一步信息.着色除非某特殊某些特殊需求,通常Utechllan TPU 只以本色供货。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 1 /4 页••1. 化学品及企业标识化学品中文名称: 热塑聚氨酯化学品英文名称: thermoplastic polyurethane 商品中文名称 :商品英文名称 : UTECHLLAN U-75AP10 化学品俗名:产品应用:生产模制塑料产品制造商 / 供货商名称 :拜耳(中国)有限公司 上海聚合物科研开发中心2. 成分/组成信息:纯品( * ) 混合物( )化学品名称:热塑聚氨酯(thermoplastic polyurethane)有害物成分:―― 含量:―― CAS No.:――3. 危险性概述:危险性类别:按GB13690-92《常用危险化学品的分类及标志》规定,本产品为非危险化学品。
根据EC指令67/548/EEC或1999/45/EC及其有效改编版和衍生的国家法规定义,该产品对健康和环境无害。
侵入途径:―― 健康危害:―― 环境危害:―― 燃爆危险:――4. 急救措施:皮肤接触:与热熔物接触立即用大量的水冷却。
既不能强制也不能使用溶剂除去粘在皮肤上的产品结皮。
为治疗可能引起的皮肤烫伤及对皮肤的彻底洁净,要立即就医。
室温下操作该产品参考以下信息:皮肤接触:用肥皂和大量的水彻底冲洗。
眼睛接触:―― 吸 入:―― 食 入:――5. 消防措施:危险特性:――有害燃烧产物:燃烧过程中释放一氧化碳、二氧化碳、氮氧化物和痕量的氰化氢。
灭火方法及灭火剂:水,泡沫,干粉。
灭火注意事项:着火和/或爆炸时,禁止吸入烟雾。
消防人员必须佩戴自供气式呼吸器。
禁止让污染的灭火流水进入土壤、地下水或地表水。
化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 2 /4 页••6. 泄漏应急处理:个人防护:戴防护设备(见第8部分)。
颗粒-小心滑倒!确保充分的通风/排气。
令未经授权人员离开。
环境防护:禁止倒入地表水或生活污水系统。
消除方法:使用机械处理设备,避免形成粉尘。
清洗并装入合适的容器待处理。
其它处理措施见第13部分。
7. 操作处置与储存:操作注意事项:要充分通风,必要时如在开启新容器,干燥颗粒和加工处理本产品时,必须在工作区提供有效排气。
在推荐的操作条件下会产生少量的空气污染物。
应提供良好的通风和/或局部排气设备,不应超过第8部分的职业接触限值,粉尘必须通过有效的排气通风除掉。
储存注意事项:保持容器紧闭。
储存温度<40℃。
VCI储存级别:11(VCI=德国化学工业协会)8. 接触控制/个体防护:最高容许浓度:根据GBZ2-2002《工作场所有害因素职业接触限值》,其它粉尘PC-TWA: 8mg/m 3; PC-STEL: 10mg/m 3。
监测方法:――工程控制:加工该产品时,尤其是在高温处理过程中要参考以下物质的有关法规,基于经验要在产生蒸气的区域保证有效新鲜空气的供给和提供足够的通风换气设施,以确保遵守以下所提供的极限值。
物质 CAS-No. 依据 类型 数值 阈值 备注一般粉尘阈值 TRGS 900 10mg/m 32 吸入部分一般粉尘阈值 TRGS 900 3mg/m 32 以泡状气溶胶含量计算 一般粉尘阈值 TRGS 900 STEL CL 类别II:物质有再吸收的影响 呼吸系统防护:产生粉尘时,使用符合DIN EN 143规定的带P1型颗粒过滤器的呼吸防护设备。
眼睛防护:戴眼罩/面罩。
身体防护:穿合适的防护服。
手防护:防护手套的合适材料;DIN EN 374-3聚氯乙烯-PVC(≥0.5mm)。
污染和/或损坏的手套必须更换。
其他防护:禁止吸入粉尘/蒸气,涂护肤脂。
卫生措施:远离食物,饮料和烟草。
休息前和工作结束后洗手洗脸。
将工作服单独存放。
更换被污染的衣物。
9. 理化特性:外观与性状:因染色而不同,颗粒气味:几乎无味 PH值:不适用 熔点(℃):―― 软化点:>120℃相对密度(水=1):约1.2g/cm 3容积密度:500-700kg/m 3沸点(℃): ―― 相对蒸气密度(空气=1):―― 饱和蒸气压: 不适用燃烧热(kJ/mol):―― 临界温度(℃):――临界压力(MPa):―― 辛醇/水分配系数的对数值:――闪点(℃):――化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 3 /4 页••引燃温度(℃):>210℃自燃温度:不适用 爆炸极限%(V/V):不适用溶解性:几乎不溶于水 主要用途:――其他理化性质:粘度,动力学的:不适用10. 稳定性及反应活性:稳定性:热分解:在230℃时开始分解。
禁配物:―― 避免接触的条件:――聚合危害:未观察到有害反应。
分解产物:闷烧或不完全燃烧会产生主要含一氧化碳、二氧化碳和氮氧化物的有毒气体混合物。
11. 毒理学资料:在推荐的处理条件下,会释放少量的异氢酸酯。
超过推荐的操作温度时,导致产生的异氰酸酯蒸气的量显著升高。
过度暴露有导致刺激性和/或致敏之风险,危害程度随浓度升高而增大(症状如呼吸困难,咳嗽,哮喘可能滞后出现)。
物质 CAS编号 风险性短语异氰酸酯(全部,如NCO) R42 吸入可致敏 其它信息:根据我们的经验和产品信息,该产品在正确操作时无有害影响。
急性毒性:―― 亚急性和慢性毒性:―― 刺激性:―― 致敏性:―― 致突变性:―― 致畸性:―― 致癌性:―― 其 他:――12. 生态学资料:禁止倒入水体,废水或土壤中。
其它生态学信息:本产品几乎不溶于水。
根据它的密度和水中的不溶性,预料该产品在正确使用时无生态问题。
本产品不易生物降解。
生态毒性:―― 生物降解性:――非生物降解性:―― 生物富集或生物积累性:―― 其它有害信息:――13. 废弃处置:废弃物性质:废弃物产生时,按照《国家危险废物名录》判断是否属于/属于何类危险废物。
并遵守《中华人民共和国固体废物环境污染防治法》的规定。
废弃处置方法:必需遵守可用的国际、国家和当地法规、法令和标准。
在欧盟领域内废弃,应根据欧洲废弃物分类(EWC)的适当法规。
本产品适合回收再利用。
经过适当处理后,可被再熔融,再加工成新的模制产品。
唯有依据材料本身的类型有选择的回收并仔细分选,才可以进行回收。
废弃注意事项:只有在经处理后非空气排放物符合当地法规要求的情况下,方可使用焚烧方法处理。
如果当地法规允许,其废弃物可以与生活垃圾一起处理。
化学品安全技术说明书 (MSDS )UTECHLLAN U-75AP10 112000021497/1.0发行日期:2007年06月25日(第01次修正) 第 4 /4 页••14. 运输信息:UN编号:―― 包装标志:―― 包装类别:―― 包装方法:――ADR/RID:―― ADNR:―― IATA:―― IMDG:――运输注意事项:非危险货物。
微有味,保持干燥。
与食物分开存放。
15. 法规信息:国内法规:――国际法规:按照EC 指令,根据化学品(有害信息和包装供应)法规2002(CHIP3),该物质无需加贴标签。
国家法规水污染类别(德国) nw-不损害水体(根据水体水体有害物质指令附录1)16. 其它信息:参考文献:填表时间: 2007年06月25日 填表部门: 健康, 安全, 环保, 质量管理 联系电话: -数据审核单位: 拜耳材料科技亚太区修改说明:其它信息:上述资料乃基于现有知识及经验。
本安全资料说明书是用以描述产品的安全准则。
此等资料并非产品性质的担保。
化学品安全技术说明书 (MSDS )UTECHLLAN UH-64D20 112000021573/1.0发行日期:2007年05月31日(第01次修正) 第 1 /4 页••1. 化学品及企业标识化学品中文名称: 热塑聚氨酯化学品英文名称: thermoplastic polyurethane 商品中文名称 :商品英文名称 : UTECHLLAN UH-64D20 化学品俗名:产品应用:生产模制塑料产品制造商 / 供货商名称拜耳(中国)有限公司 上海聚合物科研开发中心2. 成分/组成信息:纯品( * ) 混合物( )化学品名称:热塑聚氨酯,玻璃纤维加固(thermoplastic polyurethane, glass-fibre reinforced) 有害物成分:―― 含量:―― CAS No.:――3. 危险性概述:危险性类别:按GB13690-92《常用危险化学品的分类及标志》规定,本产品为非危险化学品。
根据EC指令67/548/EEC或1999/45/EC及其有效改编版和衍生的国家法规定义,该产品对健康和环境无害。
侵入途径:―― 健康危害:―― 环境危害:―― 燃爆危险:――4. 急救措施:皮肤接触:与热熔物接触立即用大量的水冷却。
既不能强制也不能使用溶剂除去粘在皮肤上的产品结皮。
为治疗可能引起的皮肤烫伤及对皮肤的进行护理,要立即就医。
室温下操作该产品参考以下信息:皮肤接触:用肥皂和大量的水彻底清洗。
眼睛接触:―― 吸 入:―― 食 入:――5. 消防措施:危险特性:――有害燃烧产物:燃烧过程中释放一氧化碳、二氧化碳、氮氧化物和痕量的氰化氢。
灭火方法及灭火剂:水,泡沫,干粉。
灭火注意事项:着火和/或爆炸时,禁止吸入烟雾。
消防人员必须佩戴自供气式呼吸器。
禁止让污染的灭火流水进入土壤、地下水或地表水。
6. 泄漏应急处理:个人防护:戴防护设备(见第8部分)。
颗粒-小心滑倒!确保充分的通风/排气。
令未经授权人员离开。
化学品安全技术说明书 (MSDS )UTECHLLAN UH-64D20 112000021573/1.0发行日期:2007年05月31日(第01次修正) 第 2 /4 页••环境防护:禁止冲刷入地表水或生活污水系统。
消除方法:使用机械处理设备,避免形成粉尘。
清洗并装入合适的容器待处理。
其它处理措施见第13部分。
7. 操作处置与储存:操作注意事项:要充分通风,必要时如在开启新容器,干燥颗粒和加工处理本产品时,必须在工作区提供有效排气。
在推荐的操作条件下会产生少量的空气污染物。
应提供良好的通风和/或局部排气设备,不应超过第8部分的职业接触限值,粉尘必须通过有效的排气通风除掉。
储存注意事项:保持容器紧闭。
储存温度<40℃。
VCI储存级别:11(VCI=德国化学工业协会)8. 接触控制/个体防护:最高容许浓度:根据GBZ2-2002《工作场所有害因素职业接触限值》,其它粉尘PC-TWA: 8mg/m 3; PC-STEL: 10mg/m 3。