冲压材料硬度表
常用冲压材料介绍
上一页
上一章
下一页
下一章
返回首页
3.7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。 需保证非时效性时,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为8,1/4硬为4, 1/2硬为2,硬为1。
表面加工代号:无光泽精轧为D,光亮精轧为B。如SPCC-SD表示标准调质、无光泽精 轧的一般用冷轧碳素薄板。再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的 冷轧碳素薄板。
A1100-H14 A1050-H14
铝
A1050P-H14 A5005-H34
50 23.7 27.9 45.3
42 58 12.8 11.9 12.3 16
33
66
5.8
24
10.4
37
49.6
-
25
60
49
84
11.7
91
11
92
11.5
93
14.6
91
上一页
上一章
下一页
下一章
延伸率
(%)
27 以上 30 以上 31 以上
3.3﹑SPHD——表示冲压用热轧钢板及钢带。
3.4、SPHE——表示深冲用热轧钢板及钢带。
3.5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。其中 第三个字母C为冷Cold的缩写。需保证抗拉试验时,在牌号末尾加T为SPCCT。
3.6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳 素结构钢。
④﹑塑性应变比(r)
它是表示板材各向异性性能的参数。由于板材在制造过程中要经历轧制与退火等工艺,结果使 板材形成结晶方位趋于一致的织构组织,在宏观上表现为各向异性,即在不同的方向上板材的性能 有一定的差异。在生产中用r值来表示板材的各向异性,其值等于对数应变表示的宽度应变b与厚度 方向应变t之比,即: r=b/t=ln(b/b0)/ln(t/t0)
冲压件常用公式及数据表

第三章 常用公式及数据表第四节 冲压件模具设计常用公式一. 冲裁间隙分类见表4-1表4-1 冲裁间隙分类(JB/Z 271-86)分 类 依 据类 别ⅠⅡⅢ制 件 剪 切 面 质 量剪切面特征t=材料厚度塌角深度a (4~7)%t (6~8)%t (8~10)%t 光亮带b (35~55)%t(25~40)%t(15~25)%t剪裂带E 小 中 大 毛刺高度h一般 小 一般 斜度β4°~ 7°7°~ 8°8°~ 11°制 件 精 度挠角f稍小 小 较大尺寸精度落料件接近凹模尺寸 稍小于凹模尺寸 小于凹模尺寸 冲孔件接近凸模尺寸稍小于凸模尺寸小于凸模尺寸模 具 寿 命较低较高最高适 用 场 合制件剪切面质量﹑尺寸精度要求高时采用,模具寿命较低制件剪切面质量﹑尺寸精度要求一般时采用,适用于继续塑变的制件制件剪切面质量﹑尺寸精度要求不高时采用,以利提高模具寿命二. 冲裁间隙选取(仅供参考) 见表4-2 (见下页)表4-2 冲裁间隙比值(单边间隙) (单位:%t)(注: 1. 本表适用于厚度为10mm以下的金属材料, 厚料间隙比值应取大些;2. 凸,凹模的制造偏差和磨损均使间隙变大, 故新模具应取最小间隙;3. 硬质合金冲模间隙比钢模大20% 左右.)注: 冲裁间隙选取应综合考虑下列因素:1.冲床﹑模具的精度及刚性.2.产品的断面质量﹑尺寸精度及平整度.3.模具寿命.4.跳屑.5.被加工材料的材质﹑硬度﹑供应状态及厚度.6.废料形状.7.冲子﹑模仁材质﹑硬度及表面加工质量.三.冲裁力﹑卸(剥)料力﹑推件力﹑顶件力F冲= 1.3 * L * t *τ(N) (公式4-1)F卸= K卸* F冲(N) (公式4-2)F推= N * K推* K冲(N) (公式4-3)F顶= K顶* F冲(N) (公式4-4)其中:L ――冲切线长度(mm)t ――材料厚度(mm)τ――材料抗剪强度(N/mm2 )1.3 ――安全系数K卸――卸(剥)料力系数K推――推料力系数K顶――顶料力系数K卸K推K顶数值见表4-3表4-3 卸料力﹑推件力和顶件力系数料厚K卸K推K顶钢≦0.1>0.1~0.5>0.5~2.5>2.5~6.5>6.50.065~0.0750.045~0.0550.04~0.050.03~0.040.02~0.030.10.0630.0550.0450.0250.140.080.060.050.03铝﹑铝合金紫铜﹑黄铜0.025~0.080.02~0.060.03~0.070.03~0.09注:卸料力系数K卸在冲多孔﹑大搭边和轮廓复杂时取上限值.四.中性层弯曲半径R = r + x * t (mm) (公式4-5)其中:R――中性层弯曲半径(mm)r ――零件内侧半径(mm)x ――中性层系数中性层系数见表4-4(仅供参考)表4-4 中性层系数x值注: 弯曲件展开尺寸与下列因素有关:1.弯曲成形方式.2.弯曲间隙.3.有无压料.4.材料硬度﹑延伸率﹑厚度.5.根据实际状况精确修正.五.材料最小弯曲半径,见表4-5表4-5 最小弯曲半径注:表列数据用于弯曲中心角≧90∘﹑断面质量良好的情况.六﹑弯曲回弹半径及回弹角r凸= r0 / ( 1 + K r0 / t ) (公式4-6)回弹角的数值为Δα= (180°-α0 )( r0 / r凸- 1) (公式4-7)式中r凸――凸模的圆角半径, [r凸]为mm;r0 ――工件的圆角半径, [r0 ]为mm;α0 ――工件的弯曲角度, [α0]为(°);t ――工件材料厚度, [t]为mm;K ――简化系数, 见表4-6表4-6 简化系数k值名称牌号状态K 名称牌号状态K铝L4, L6 退火0.0012 磷青铜QSn65-0.1 硬0.015 冷硬0.0041铍青铜Qbe2软0.0064防锈铝LF21退火0.0021 硬0.0265冷硬0.0054 铝青铜QA15 硬0.0047 LF12 软0.0024碳钢08, 10, A2 0.0032硬铝LY11软0.0064 20, A3 0.005硬0.0175 30, 35, A5 0.0068 LY12软0.007 50 0.015硬0.026碳工钢T8退火0.0076铜T1, T2, T3 软0.0019 冷硬0.0035 硬0.0088不锈钢1Cr18Ni9Ti退火0.0044黄铜H62软0.0033 冷硬0.018 半硬0.008弹簧钢65Mn退火0.0076 硬0.015 冷硬0.015 H68软0.0026 60Si2MnA 冷硬0.021硬0.0148七﹑弯曲力计算针对“v”型弯曲:F弯= 0.6kbtσb/ (R + t ) (N) (公式4-8) 其中:b―――弯曲线长度(mm)t―――材料厚度(mm)r―――内侧半径(mm)σb――材料极限强度(N/mm2)k―――安全纟数,一般k=1.3八﹑拉深(抽引)系数m = d/D (公式4-9)其中:d ――拉深(抽引)后工件直径(mm)D――毛坯直径(mm)1. 无凸缘或有凸缘筒形件用压边圈拉深系数见表4-7表4-7 无凸缘或有凸缘筒形件用压边圈拉深的拉深系数(适用08,10号钢)注: 1) 随材料塑性高低,表中数值应酌情增减.2) ――线上方为直筒件(d凸=d1 ).3) 随d凸/D 数值增大, r/t 值可相应减小, 满足2r1≦h1, 保证筒部有直壁.4) 查用时, 可用插入法, 也可用偏大值.5)多次拉深首次形成凸缘时,为考虑多拉入材料,m1增大0.02.2. 带凸缘筒形件第一次拉深系见表4-8表4-8 带凸缘筒形件第一次拉深时的拉深系数m 1注:适用于08﹑10号钢 3.无凸缘筒形件用压边圈拉深系数见表4-9表4-9 无凸缘筒形件用压边圈时的拉深系数注: 1. 凹模圆角半径大时 (r 凹 = 8 ~ 15t ), 拉深系数取小值, 凹模圆角半径小时 (r 凹 = 4 ~ 8t ),拉深系数取大值.2. 表中拉深系数适用于08﹑10S ﹑15S 钢与软黄铜H62 ﹑ H68. 当拉深塑性更大的金属时(05﹑08Z 及10Z 钢﹑铝等), 应比表中数值减小1.5-2%. 而当拉深塑性较小的金属时(20﹑25﹑A2﹑A3﹑酸洗钢﹑硬铝﹑硬黄铜等), 应比表中数值增大1.5-2%(符号S 为深拉深钢, Z 为最深拉深钢).4. 无凸缘筒形件不用压边圈拉深系数见表4-10表4-10 无凸缘筒形件不用压边圈时的拉深系数注:适用于08﹑10以及15Mn等材料5. 有工艺切口的第一次拉深系数见表4-11表4-11有工艺切口的第一次拉深系数m1 (材料:08﹑10)6. 有工艺切口的以后各次拉深系数见表4-12表4-12有工艺切口的以后各次拉深系数m n(材料:08﹑10))7. 有工艺切口的各次拉深系数见表4-13表4-13有工艺切口的各次拉深系数软钢﹑铝0.67 0.78 0.80 0.82 0.85 0.90 九﹑拉深(抽引)力F抽=3(σb + σs )( D – d - r凹)t (N) (公式4-10)其中:σb――材料极限强度(N/mm2)σs――材料屈服强度(N/mm2)D―――毛坯直径(mm)d―――拉深凹模直径(mm)r凹――拉深凹模圆角(mm)t―――材料厚度(mm)十﹑孔的翻边1. 翻边系数K = d/D (公式4-11)d ――预冲孔直径(mm)D ――翻边后平均直径(mm)各种材料极限翻边系数见表4-14,表4-15表4-14 低碳钢的极限翻边系数K翻边方法孔的加工方法比值d/t100 50 35 20 15 10 8 6.5 5 3 1球形凸模鑚后去毛刺用冲孔模冲孔0.700.750.600.650.520.570.450.520.400.480.360.450.330.440.310.430.300.420.250.420.20—圆柱形凸模鑚后去毛刺用冲孔模冲孔0.800.850.700.750.600.650.500.600.450.550.420.520.400.500.370.500.350.480.300.470.25—表4-15 其它一些材料的翻边系数退火的材料翻边系数K K min2. 预冲孔直径d = D-2( h - 0.43r - 0.72t ) (公式4-12)h ――翻边高度(mm)r ――翻边圆角(mm)t ――材料厚度(mm)3. 翻边高度h = D/[( 1-k )/2] + 0.4r + 0.72t (公式4-13)4. 翻边口部材料厚度t1 = t√k (mm) (公式4-14)5.翻边力F = 1.1tπtσs( D-d )σs ――材料屈服强度(Mpa)十一设计连接器五金零件应注意的要点1.尺寸标注:1)尺寸标注在最显要位置,直观,不封闭;2)重要﹑关键尺寸直接标注,不能有累积公差;3)尺寸公差大小应综合考虑功能及制造成本,并非越小越好,体现“该精就精,该粗就粗”一般经济公差为:下料±0.03,成形±0.05,角度±0.5°4)重要及关键尺寸应综合考虑制程稳定性、装配、使用功能并非多益善.5)设计基准,制造基准,测量基准相统一;2.形位公差:1)基准(面或线)不应有变形2)标注应清楚明确,方便量测;3)设计基准,制造基准,测量基准相统一;4)应综合考虑制程稳定性及使用要求,并非多多益善,精度一般可达到0.10;5)很稳定的尺寸, 如下料尺寸等可以不标.3.结构设计及强度要求1)材料选用满足使用要求,又方便采购的原料;2)零件外形园角,防止滚镀表面刮伤;3)零件应有足够的强度及刚性,防止在贮存,电镀、搬运过程中的变形及尺寸变异;4)特殊零件,可采用多种工序组合方式,如多轴成形加工.五金模具+治具等不同方式来完成;5)连续料带要求:A)Carrier应有足够的强度及刚性B)尽量采用双侧CarrierC)注意包装时Carrier及零件是否变形D)连续电镀的孔径、孔距特殊要求4.五金零件加工工艺:1)冲裁A)断面质量、光亮面比例大小B)毛刺大小(一般不超过0.05)及方向,对外观、功能的影响C)倒刺结构,不允许有园角D)尽量避免长悬臂或长槽E)零件平整度要求,一般为0.102)弯曲A)最小弯曲半径B)外侧龟裂的影响C)弯起高度应大于2t,如图4-4D)孔边距离应大于t,如图4-5,也可采用如图4-6所示工艺F)材料方向性对使用性能的影响3)抽引A)形状尽量简单对称B)R角不应太小,一般可达R0.30, 如图4-7C)内外尺寸不可同时标注D)表面模痕不应有苛刻要求E)平面度一般可达0.10第八章工程图面作业标准第二节五金模具一.五金模具开发流程,见表8-1二.五金模具装配图(图8-1)三.模具图面常见符号含义M,MC ――铣SP ――――基准点H ―――热处理TYP ――――典型尺寸ELE ――镀铬RP ――――圆弧点DYE ――染黑CEN,CL ――中心线G ―――磨TAN ――――切点PG ―――光学曲线磨THR ――――穿孔JG ―――坐标磨BOTT ―――底面W/C,W ――线割TOP ――――顶面E,EDM――放电SYM ――――对称L ――――车T ―――――厚度INT ―――交点CB ――――沉孔C ――――倒角CLEAR ―――间隙四.典型零件排样1.HOOK类,见图8-22.抽引类,见图8-33.外壳类,见图8-4。
冲压件

表 3(材料厚度 t)
材料 纸胶板、布胶 板 软铝
t ≤1 t>1~2 t>2~3 0.03t ~ 0.04t~0.06t 0.05t 0.04t ~ 0.05t ~ 0.06t ~ 0.06t 0.07t 0.08t 铜,软黄铜,硅 0.05t ~ 0.06t ~ 0.07t ~ 钢 片 , 软 钢 0.07t 0.08t 0.09t (0.08 ~ 0.20%C) 硬铝,硬黄铜, 0.06t ~ 0.07t ~ 0.08t ~ 硬青铜 0.08t 0.09t 0.10t 中硬钢(0.3~ 0.4%C) 硬 钢 (0.5 ~ 0.07t ~ 0.0t8 ~ 0.09t ~ 0.7%C) 0.09t 0.10t 0.10t
常用冲压件非金属材料机械性能见表
材料名称 纸胶板 布胶板 石棉板 橡皮 有机玻璃、聚氯乙烯
抗弯强度г (MPa) 用管状凸模裁切时 用普通凸模冲裁时 100~130 140~200 90~100 120~180 40~50 ----1~6 20~80 70~80 100~130
三、冲压件的设计
• 冲压件应按经规定程序批准的图纸及相 关技术文件制造、验收,并应符合国家、 行业的相关标准,以及本标准的规定。 冲压件材料应具有良好的冲压性能,选用 屈强比(б s/б b)小、弹性模数(E)大、塑性 指数高、厚向异性指数大、板平面内各 向异性指数小的材料有利于冲压的各种 塑性变形。
(一)冲裁件设计的工艺性:
• 1、 冲裁件形状尽可能设计成简单、对称,使排样时废料最少。 • 2、 冲裁件的外形或内孔应避免减角在各直线或曲线连接初宜有 适当圆角其半径最小的R值见附表1。 • 3、 冲裁件突出旋臂和凹槽的最小宽度对于普通软钢取1.2t ;硬 钢为2.0t以上。 • 4、 冲孔时,孔径不宜过小,其最小孔径与孔的形状、材料的机 械性能、厚度有关,见附表2。冲裁件最小孔边距为2t以上,并不小 于3-4mm。 5、 在拉深或弯曲件上冲孔时,其孔壁与工件直壁应保持一定 距离,孔不能在变形区内。
各种冲压材料硬度参考标准

C1750 已做热处
理 10.高铍铍铜
0
200~250
H
230~290
JIS 3130
200~250 230~290
材质
代号 代表类别
材质
代号 硬度范围HV 希望范围HV
B-H型 遮光型 1B:表示炭素涂装厚度为0.018
C1720
0
90~160
90~160
2B:表示炭素涂装厚度为0.030
未做
1/4H 145~220
深拉伸,刀片常使用硬片(H)料HV:范围220~240
14.热轧
(黑皮铁
材质
代号 硬度范围HV 希望范围HV
SPHC
无结构硬度
16.马口 铁 JIS-
材质
代号 硬度范围HV 希望范围HV
SPTE
T-2
93
93
T-2.5
97
97
T-3
104
104
T-4
107
107
日盛要求:锡层50/50“50”表示材料双面素材
150~UP
170~190
SH
230~270 230~250*
0.3T以上厚度常用C7521R
5.红铜 JIS-
材质
CU+SU+P:99.7 比重:8.8 代号 硬度范围HV 希望范围HV
SU:61~67 6.洋白铜 JIS-H3130
材质
比重:8.75 代号 硬度范围HV
希望范围HV
C1100R
0
145~220
B-R型 一般型
MD:表示深浅颜色
热处理 1/2H 180~240 180~240*
ED:表示导电处理
冲压模具常用材料种类及热处理
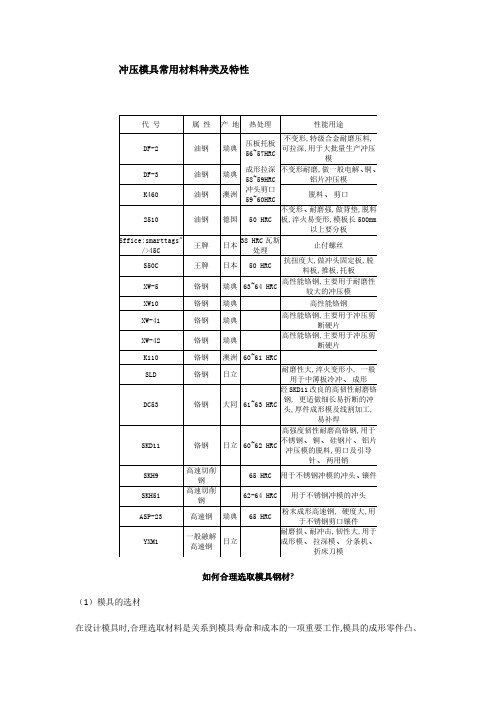
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
冲压工艺常用的参数

Q345 Zmax
40 、50 Zmin
40 、50
Zmax
65MN Zmin
65MN Zmax
0.2
0.008
0.012
0.010
0.014
0.012
0.016
0.014
0.018
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
0.3
0.012
0.018
0.015
0.960
0.880
1.040
0.960
1.120
1.200
1.680
9.0
0.870
0.990
0.900
1.080
0.990
1.170
1.080
1.260
1.75
0.220
0.320
0.2ቤተ መጻሕፍቲ ባይዱ0
0.320
0.220
0.320
2.1
0.260
0.380
0.280
0.400
0.280
0.400
2.75
0.400
IT6~IT7
2
IT10
IT6~IT7
3
—
IT6~IT7
4
—
IT6~IT7
5
—
IT6~IT7
6
—
IT6~IT7
8
—
IT6~IT7
10
—
IT6~IT7
12
—
IT7~IT8
0.5
—
IT7~IT8
0.8
IT9
IT7~IT8
冲压常用材料

冲压常⽤材料⼀、常⽤钢材的种类、代号及说明SPCC:S:steel(钢)P:plate(板)C:clod(冷)C:commercial(压延)冷间压延钢板SPCD:S:steel(钢)P:plate(板)C:clod(冷)D:deepdrawn冷间压延拉伸钢板SPCE:S:steel(钢)P:plate(板)C:clod(冷)E:deepdrawnextra冷间压延深深拉钢板SECC:S:steel(钢)E:electrolytic(电镀)C:clodC:commercial冷间压延电镀钢板SECD:S:steel(钢)E:electrolytic(电镀)C:clodD:deepdrawn冷间压延深拉电镀钢板SECE:S:steel(钢)E:electrolytic(电镀)C:clodE:deepdrawnextra冷间压延深深拉电镀钢板SECC-K2:K2为神户制钢所对表⾯耐指纹电镀锌钢板的⾏业标准代号之表⽰,其表⾯涂为有机涂层。
SECC-KS:KS则表⽰表⾯涂层为⽆机涂层。
SECC-CS:CS为新⽇本制铁⾏业标准代号之UF处理钢板(耐指纹)的⼀种。
UF处理钢板分为三种:EGC-CZ有机被膜0.5µmEGC-CF有机被膜1.0µmEGC-CS有机被膜0.7µmSEHC:热轧镀锌钢板及钢带SEHD:热轧镀锌深拉钢板及钢带SEHE:热轧镀锌深深拉钢板及钢带SGCC:冷轧涂镀锌钢板及钢带SGCH:冷轧涂镀锌冷硬钢板及钢带SGCD:冷轧涂镀锌深拉钢板及钢带SGHC:热轧涂镀锌钢板及钢带CGCC:冷轧涂彩锌钢板及钢带CGCD:冷轧涂彩锌冷硬钢板及钢带CGCH:冷轧涂彩锌冷硬钢板及钢带注:新推出的新型材料(环保材料)与旧材料有以下区别:环保材料:⼜称⽆铬电镀钢板,只对表⾯有做处理的材料⽽⾔,⽽冷轧钢板作为所有钢板材料后处理的基板⽆需进⾏表⾯处理,⽬前推出的环保材料暂时只有电镀锌钢板⼀种类型,如下:新⽇本制铁材料,代号为:EGC-QS:⼀般环保电镀锌钢板。
冲压材料性能要求
结果使板材形成结晶方位趋于一致的结构组织, 在宏观上表现为各向异性,即在不同的方向上板 材的性能有一定的差异。 r值越大,拉伸性能越好。其值等于应变宽度与应 变厚度之比。
对冲压材料的要求还有:
①厚度精确、均匀。冲压用模具精密、间隙小, 板料厚度过大会增加变形力,并造成卡料,甚至 将凹模胀裂;板料过薄会影响成品质量,在拉深 时甚至出现拉裂。
一般以含碳量≤0.25%及抗拉强度小于 650N/mm2的材料为主。
冲压对金属材料的冲压性能要求:
(1)具有良好的机械性能及较大的变形抗力 金属材料的机械性能是指抗拉强度、屈服强
度、延伸率、硬度、塑性、应变比等。 (2)具有理想的金相组织结构
金相组织是材料的微观质量特征。它的主要 标志是:渗碳体或碳化物的球化程度。
(3)冷挤压模材料的要求 要求模具工作零件具有高的强度和硬度、
高的耐磨性,为避免冲击折断,还要求具 有一定的韧性。由于挤压时会产生较大的 升温,所以还应具有一定的耐热疲劳性和 热硬性。
(二)冲压模具材料的种类及特性
1、碳素工具钢 2、低合金工具钢 3、高碳高铬工具钢 4、高碳中铬工具钢 5、高速钢 6、基体钢 7、硬质合金和钢结硬质合金
还有铝及铝合金,常用的牌号有L2、L3、 LF21、LY12等,有较好塑性,变形抗力小 且轻。
材料名称
牌号
材料状态
电工用纯铁 DT1、DT2、
C<0.025
DT3
Q195
普通碳素钢 Q235
Q275
已退火 未退火
08优质碳素结来自10已退火构钢
20
45
65Mn
已退火
不锈钢
1Cr13
已退火