标准件检验规程
钢结构质量验收规范

4原材料及成品进场4.1.1 本章适用于进入钢结构各分项工程实施现场的主要材料、零(部)件、成品件、标准件等产品的进场验收。
4.2 钢材主控项目4.2。
1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求.4.2。
2 对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。
1、国外进口钢材2、钢材混批3、板厚等于或大于40mm,且设计有Z向性能要求的厚板;4、建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;5、设计有复验要求的钢材;6、对质量有疑义的钢材。
Ⅱ一般项目4。
2。
3 钢板厚度及允许偏差应符合其产品标准的要求.检验方法:用游标卡尺量测。
4.2.4 型钢的规格尺寸及允许偏差应符合其产品标准的要求检验方法:用钢尺和游标卡尺量测。
4。
2.5 钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:1、当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值的1/2;2、钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的C级及C级以上;3、钢材端边或断口处不应有分层、夹渣等缺陷.检查数量:全数检查.检验方法:观察检查.4。
3 焊接材料Ⅰ主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
Ⅱ一般项目4.3。
3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB 10433中的规定.检查数量:按量抽查1%,且不应少于10套.检验方法:用钢尺和游标卡尺量测。
4。
3。
4 焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
检查数量:按量抽查1%,且不应少于10包。
检查方法:观察检查.4.4 连接用紧固标准件Ⅰ主控项目4.4。
游标卡尺校准规程
游标卡尺校准规程
1. 校验范围:游标卡尺150mm、200mm、300mm
2. 使用标准件:块规
3. 校验环境:温度20±5°,湿度: 60%±20%
4. 校验步骤:
4.1 校验前:
(1)以目测检验,外部不得有弯曲变形。
(2)检验游尺与本尺全程滑动时,是否顺畅。
(3)归零后,以目视观察内外侧之测量面是否密合。
(4)检查深度测定杆之磨损状态。
(5)做好游标卡尺之积屑清洁、上油保养等工作。
4.2 校验中:
(1)选择适当之块规尺寸,检验游标尺。
各校正件须作五种不同尺寸校验,分别为25%、50%、75%、量程,每点校正两次取其平均值。
(2)块规取用时,要戴棉手套,并小心不可掉落地上。
(3)量则时注意施力大小,并保持卡尺量测面与块规量面之垂直。
(4)将量测读数值,减去块规值,即为误差值。
4.3 校验后:
(1)游标卡尺遇有外观不良或须调整时,转校验单位判定是否暂时停
使用,并安排送校。
(2)量脚磨耗过巨,如以补正值尚不能得正确尺寸读数值时,应予以暂停使用,并送修。
如无法修护应予以报废处理。
(3)所有校验数据及结果须填入“计量器具校验报告”。
(4)校验完毕,于游标卡尺后方贴标签,并将结果登录至“计量器具履历”上。
(5)块规使用完毕,须用专用纸擦拭干净,并喷上专用油,放回固定位置。
5表单
5.1计量器具履历表
编制审核批准。
标准件检验规范

螺栓外观:镀层无脱落、螺栓无裂痕、螺栓螺母配合情况、牙纹无严重损伤。
标识:厂家标识+材料标识证书:采用标准+元素分析+力学分析+热处理交货状态检验标准可以参考国家或行业标准来进行螺母不管是否GB,下面特性是很主要的1)原材料材质、性能、热处理状态,,,,2)加工过程:滚丝或者攻牙过程,,,,3)机械零件一般都要热处理,螺母采用一般都是淬火后回火,热处理检验和试验很重要(硬度、淬火层深度、金相组织)4)是不是还要表面处理,如镀锌镀镍镀铬或者发黑。
(关注附着力,镀层厚度,盐雾试验能力)还有就是重金属含量(ROHS有关要求)转载请注明出自六西格玛品质论坛/,本贴地址:/viewthread.php?tid=2025651.概述标准紧固件包括螺栓、螺钉、螺柱、螺母、机螺钉、自攻螺钉、垫圈、销、铆钉、挡圈十大类。
是被各个方面广泛使用的基础零件,其功能是起联接紧固作用。
联接形式可分为可拆卸联接(利用螺栓、螺母等螺纹紧固件联接)和永久性联接(利用铆钉联接)。
2.种类及规格(1)螺栓:①六角头螺栓:规格d=M5~M36,L=8~300mm。
②半圆头方颈螺栓:规格d=M6~M16,L=30~160mm。
③高强度大六角螺栓:规格d=M12~M24,L=35~240mm。
(2)螺柱:双头螺柱和等长双头螺柱:规格d=M5~M42,L=16~300mm。
(3)机螺钉:规格d=M2~M10,L=3~100mm。
(4)螺母:①六角母:规格d=M25~M48。
②高强度大六角螺母:规格=M12~M42。
(5)自攻螺钉:规格d=M2.5~M6,L=6~40mm。
(6)垫圈:①平垫圈:规格d=2~30。
②弹簧垫圈:规格d=2~48。
(7)圆柱销:①圆柱销、圆锥销:规格d=1~30,L=4~140mm。
②开口销:规格d=1~2,L=6~200mm。
(8)铆钉:规格d=1.6~8,L=3~50mm。
(9)档圈:①锥销锁紧档圈,螺钉锁紧档圈,规格d=8~30。
外协、外购件进厂验收标准及规程

外购件入厂验收标准及规程一、范围本规范适用于亚洲富士长林电梯(新余)有限责任公司所涉及的曳引机、限速器及其他外购件及企业自行提供图样,技术要求的标准件等外购产品的验收。
二、目的为了对入厂外购件进行有效地质量控制,防止未经验收、未经验证合格的产品投入使用,以确保入厂外购件能最大限度的满足公司产品的质量要求,特别制定本规范。
三、验收规则物品进厂验收是产品生产过程中的重要工序之一,各有关人员必须高度重视并严格把关,凡未经进厂质量验收或进厂质量验收不合格的外购产品一律不得入库,更不能擅自使用。
四、外购件进厂验收说明(一)物品进厂验收的依据依照外协、外购物件的技术标准(由技术部负责提供)、工艺文件等相关资料。
1.外购产品由供应商提供型式试验报告、产品合格证、验收单、质量保证书等技术要求、质量应具备的文件。
2.没有质量证明文件的外协、外购产品,采购部门必须与技术、外协、外购件入厂验收规范品质等有关部门进行协商,在取得相应的质量文件后才能交检,否则不予验收。
3.对产品品质性能及使用安全性将产生较大影响的入厂验收外购件:曳引机等安全部件进行全检。
4. 首次签订合同意向的供方生产的外购件进行全检。
5.技术质量部门应做好质量验收记录,并将各种质量合格资料收存归档,保证其完整性,可追溯性和检索性。
(二)外购件进厂验收程序1.外协件入场后,由采购部门人员填写《报检单》(一式三份)向技术质量部验收人员进行报检,报检单上应注明产品名称、图号、数量、生产厂家等。
2.报检时,由采购部门将质量证明书及技术要求的相关的材质、型式试验等报告提交验收人员审核。
3.凡没有生产厂家验收合格证明书及有关质量凭证的产品、标识不符的产品、质量证明书及其他质量凭证不合格的产品验收员不予受理,由采购部门负责退货。
若有特殊情况,应由采购部提出书面申请,报管理者批准后,方可进厂验收。
4.原始凭证审核合格后或办理必要的审批手续后,验收人员应立即按照“外购件进厂验收说明、要求”并依据本公司产品设计样图、工艺文件、技术标准或技术条件及合同规定进行验收,采购部应予以配合。
进货检验规程产品检验标准
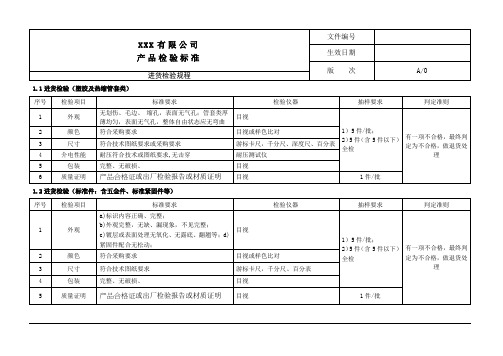
1.1进货检验(塑胶及热缩管套类)
1.2进货检验(标准件:含五金件、标准紧固件等)
1.3进货检验(仪表、信号灯类)
1.4进货检验(电子元器件及电气按钮类)
1.7进货检验(外协-表面处理)
编制:审核:批准:日期:
XXX有限公司
(原材料)进货检验报告2015年月
B.关键尺寸检验(抽样:5件/批)
数据。
检验结果,检验合格时填写“OK”,不合格时填写“NG”,同时在备注栏写明不合格内容。
XXX有限公司
(原材料)进货检验报告2015年月
数据。
检验结果,检验合格时填写“OK”,不合格时填写“NG”,同时在备注栏写明不合格内容。
XXX有限公司
(外协-表面处理)进货检验报告2015年月
E.外包装、质保书及报验单检验等(抽样:除质保书1次/批,其余均为5件/批)
备注:检验依据《进货检验规程》,检验符合时检验结果写“符合,不符合时检验结果写“不符合”。
厚度填写实测数据。
XXX有限公司
(外协-表面处理)进货检验报告2015年月
F.外包装、质保书及报验单检验等(抽样:5件/批)
备注:检验依据《进货检验规程》,检验符合时检验结果写“符合,不符合时检验结果写“不符合”。
厚度填写实测数据。
XXX有限公司
(外协-机加工)进货检验报告2015年月。
检验工作标准与规范3-1

检验工作标准与规范1.检验工作内容1.1 目的 确保采购原材料、物料进厂、外协加工、标准件、备品、配件等质量合乎标准要求;生产加工、装配、制作质量合乎技术设计标准要求;入库、库存商品标准、规范;杜绝不合格原料、物料、物品进入生产加工制作、装配现场及混入机器内;实施全过程质量控制,维护正常的生产工作秩序,保证产品质量提高。
1.2范围 a)原材料、物料进厂、外协加工、标准件、备品、配件的检验;b) 生产加工、制作、装配、研发试验试制、全过程的检验;c) 产品入库、出库、库存商品的检验;d)配合国家职能部门抽样检测试验。
2检验员的职责与权限2.1熟悉国家标准、行业标准、企业制作标准,严格执行检验标准规范对不合格品按程序进行处理;2.2严格按产品设计、检验标准、图样、工艺文件资料,实施对外购件、外协件检验验收;参照国标进行工作,控制不合格来料流入工厂生产加工制作装配现场;2.3严把产品质量关,加强对全过程质量巡回检验,实施“三检制”,关键工序质量控制,制止不合格品流入下工序;2.4负责按规定及时准确填写检验记录和有关单据,完成全检验过程、数据检测记录,及时向部门经理报告检测结果;2.5、负责检查督促职工按标准、工艺文件、图纸加工,向技术部门提供执行信息情况,完善工艺、图纸、标准,同时参与分析产生不合格的原因,提出改进建议;2.6对不合格来料、不合格品、报废品进行隔离存放并记录,提出初步处置建议并及时报部门经理按规定评审处置;2.7正确使用和维护保养检验专用的计量器具,按周期检定,用数据說话,确保其处于校准状态;2.8参与车间管理人员一道调查质量偏差原因,质量事故原因分析,提出处理建议;2.9参与车间月、全年的质量总结分析,形成车间月、全年的质量总结报告,提供员工月、全年质量执行数据,上交部门经理;2.10按5S要求控制产品、加工件正确放置,完成质量目标,保证产品出厂合格率100%;2.11负责检验印章的管理,完成部门经理交给的其他任务;2.12对因擅自不履行岗位职责,本岗范围内出现批量不合格或造成其他损失负直接责任。
进货检验规程
进货检验规程编号:ZJGW-10版本/修订状态:1/01目的:对采购进厂的产品进行检验,确保产品质量符合规定要求。
2范围:适用于厂内生产所用的原材料、毛坯、外包产品等的检验和验收。
3职责:由供应科负责对质检员和仓库管理员的通知,并对数量进行验收。
质检员负责对进厂原材料的检验和验收,对不合格品做好标示,并做好记录。
仓库管理员对来料做好标示。
4规程要求4.1检验或验证的项目、要求和方法采购产品检验或验证的项目和要求检验方法抽样方案n(Ac,Re)钢材规格尺寸符合采购要求尺测全检表面无明显瑕疵目测材质符合采购要求凭材质单验收锻件、铸件规格尺寸符合采购要求尺测全检表面无明显瑕疵目测材质符合采购要求凭材质单验收铆焊件表面无明显瑕疵目测全检焊缝符合图纸要求尺测尺寸符合采购要求尺测处理件表面质量符合采购要求目测全检硬度符合采购要求测试委外加工件表面质量符合图纸要求目测全检规格尺寸符合图纸要求尺测材质符合采购要求凭材质单验收外购配套件外观质量无明显瑕疵目测全检尺寸规格符合采购要求尺测标准件规格型号符合采购要求凭合格证验收表面处理件表面质量符合采购要求目测全检包装材料表面质量符合采购要求目测全检规格尺寸符合采购要求尺测4.2检验流程(1)原材料进厂后应由供应科对来料数量进行检验。
(2)供应科对数量进行验收后应通知质检员进行检验。
(3)质检员接到检验通知后立即依据检验规程进行检验。
(4)根据检验结果判定产品批是否合格。
(5)合格的接收入库,办理入库手续。
(6)合格的接收入库办理入库手续,不合格的由供应科负责退回供方。
4.3要做好检验记录和产品标识。
编制:批准:半成品、成品检验规程编号:ZJGW-11版本/修订状态:1/01目的:对本厂的产品进行检验,确保产品质量符合规定要求。
2范围:适用于本厂生产过程的产品检验和成品的检验和验收。
3职责:质检员负责对产品进行检验和验收,并做好记录。
4规程要求4.1检验或验证的项目、要求和方法产品:检验或验证的项目和要求检验方法抽样方案零件尺寸符合图纸要求尺测全检(包括半成品)形状和位置公差符合图纸要求测量硬度符合图纸要求测量表面无明显瑕疵目测部件、整机装配尺寸符合图纸要求尺测全检形状和位置公差符合图纸要求测量机构动作符合规定要求测量运转符合图纸和实验要求运转试验外观无明显瑕疵目测4.2检验流程(1)工序或成品完成后应通知质检员进行检验。
标准件收货标准作业
标准件收货标准作业一、背景介绍。
标准件是指在机械制造中使用频率较高,规格固定,具有标准化、系列化特点的零部件。
标准件的质量直接影响到整个产品的质量,因此标准件的收货标准作业显得尤为重要。
二、标准件收货标准作业流程。
1. 接收标准件。
在收货之初,必须对标准件进行验收。
验收人员应当根据标准件的技术要求和图纸规格进行验收,确保标准件的规格尺寸、表面质量、数量等符合要求。
2. 检验标准件。
验收人员应当对标准件进行外观检查和尺寸测量。
外观检查主要包括表面是否有划痕、氧化、变形等情况,尺寸测量主要包括长度、直径、孔径等尺寸是否符合要求。
3. 记录检验结果。
验收人员应当将检验结果记录在验收报告中,包括验收日期、标准件名称、规格型号、数量、检验结果等内容,确保检验结果的真实性和可追溯性。
4. 处理不合格标准件。
对于不合格的标准件,应当及时通知供应商,并按照相关程序进行退货或者返工处理,确保不合格标准件不会进入生产环节。
5. 入库管理。
合格的标准件应当按照规定的存放位置进行入库管理,确保标准件的存放安全和便于管理。
三、标准件收货标准作业的注意事项。
1. 严格按照技术要求和图纸规格进行验收,确保标准件的质量符合要求。
2. 验收人员必须具备丰富的技术经验和专业知识,确保验收的准确性和可靠性。
3. 对于不合格的标准件,必须严格按照相关程序进行处理,不得私自决定是否使用。
4. 验收记录必须真实可靠,便于追溯和管理。
5. 入库管理必须按照规定进行,确保标准件的存放安全和便于管理。
四、结语。
标准件收货标准作业是保证产品质量的重要环节,必须严格按照流程进行操作,确保标准件的质量符合要求,为产品质量的稳定提供保障。
希望全体员工能够严格执行标准件收货标准作业流程,共同维护产品质量,提升企业竞争力。
原材料检验规范(Word最新版)
原材料检验规范通过整理的原材料检验规范相关文档,渴望对大家有所扶植,感谢观看!原材料进厂验收规范 1 目的为了验证进厂原辅材料是否满足规定要求,正确地开展检验活动,确保未经检验或不合格的原辅材料不入库、不投入生产。
2 适用范围适用于全部原材料进行检验和验证。
3 职责 3.1 供应部是监控和测量的归口管理部门,负责组织进厂原材料的检验和验证 3.2 技术部负责编制原材料检验的技术要求、检验规程等文件3.3 供应部协作做好原材料检验工作。
4 工作程序4.1外购的钢材、焊材、锻件、热处理件等入厂后应先由外购业务员将材质质量证明书、合格证等有关质量证明的凭证及相关图纸一同交质量检验员,检验员依据本规范的规定对物资进行全数或抽样检验。
检验完毕,检验员在“进货检验记录”上记录具体内容并签字。
4.2检验结果合格,检验员通知选购员并在检验合格的物资材料入库单上签名,仓库管理员核对无误后办理合格品入库手续。
4.3检验结果不合格,按《不合格品限制程序》进行处理,检验员在不合格品上作出标识并进行隔离,通知选购员作退货或换货处理,对重换来的物资应再次进行检验,对于批量较大和关键件还应刚好向公司质量管理部经理进行汇报。
4.4在没有作出检验结果以前,应保持货物原样,不准动用。
原材料分类5钢材检验规范5.1型钢验收准则序号检验项目检验要求检查频率检查方法检查地点 1 外观 1.1应无肉眼可见裂纹 1.2允许外表面有少量锈斑,不允许局部点蚀全数目视仓库2 尺寸2.1圆钢:直径2.2钢管:a)外径b)壁厚每批每种规格抽检3根游标卡尺卷尺仓库3 化学成分3.1化学成分应符合表1规定按钢材熔炼炉号逐批检查核对钢材质保书中的化学成份是否与表2相符3.2化学成分的复检执行4.2.1条款规定按钢材熔炼炉号逐批检查1.复检结果与表2核对是否相符。
2.复检结果与钢材质保书核对是否相符4 低倍组织检验执行4.3条款规定按钢材熔炼炉号逐批任抽1根检查当直径≥Φ250mm时,作低倍组织和表面着色检查。
标准件来料检验规范
标准件来料检验规范一、引言。
标准件来料检验是确保产品质量的重要环节,对于保障产品质量、降低生产成本具有重要意义。
本文档旨在规范标准件来料检验的流程和标准,以确保产品质量和生产效率。
二、检验前的准备工作。
1. 检验人员应具备相关的技术和操作规程的培训,熟悉标准件的技术要求和检验标准。
2. 确保检验仪器设备的准确性和可靠性,定期进行校准和维护。
3. 准备好检验记录表格和标准件的技术文件,以备查阅和记录。
三、检验流程。
1. 接收标准件,接收来料后,应立即进行标识并存放在指定的区域,以免混淆或遗失。
2. 外观检验,对标准件的外观进行检查,包括表面是否有损伤、变形、生锈等情况。
3. 尺寸检验,使用相应的测量工具对标准件的尺寸进行检验,确保符合技术要求。
4. 材质检验,对标准件的材质进行检验,包括化学成分分析、金相组织分析等。
5. 性能检验,根据标准件的使用要求,进行相应的性能检验,如拉伸、硬度等。
四、检验标准。
1. 外观检验标准,根据标准件的外观要求,确定其表面允许的缺陷和损伤程度。
2. 尺寸检验标准,采用相应的测量工具和设备,按照技术要求进行尺寸检验。
3. 材质检验标准,根据标准件的材质要求,进行相应的化学成分分析和金相组织分析。
4. 性能检验标准,根据标准件的使用要求,进行相应的性能检验,确保其符合技术要求。
五、检验记录和处理。
1. 检验记录,对每批来料进行详细的检验记录,包括外观、尺寸、材质和性能检验结果。
2. 不合格处理,对于不合格的标准件,应立即停止使用,并进行相应的处理,如退货、返工等。
3. 合格证明,对合格的标准件,应及时进行标识,并进行相应的合格证明和记录。
六、总结。
标准件来料检验是确保产品质量的重要环节,严格按照规范进行检验,对于产品质量和生产效率具有重要意义。
希望本文档能够为标准件来料检验提供一定的指导和参考,确保产品质量和生产效率的提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材质
材质符合图纸要求
表面处理达到图纸要求
有材质检验报告
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
无裂纹和裂槽、毛刺
目测
螺纹
螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验
目测丝纹情况、
用标准螺纹规检验
10
钢珠
尺寸
钢珠直径
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
无裂纹和裂槽、毛刺、锈蚀等缺陷
外观
表面无明显缺陷,丝扣清晰,按标准倒角
目测
材质
材质及表面处理达到图纸技术要求
供方提供检测报告
2
垫片(平垫、弹垫)
尺寸
内孔、外径、厚度、开口
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
表面光亮、无划痕
目测
表面处理
达到图纸技术要求
供方提供检测报告
3
销轴
尺寸
直径、长度、倒角尺寸
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
材质
1.材质符合图纸要求
2.表面处理达到图纸要求
供方提供检测报告
4
螺钉
尺寸
螺纹长度、螺纹精度、钉头尺寸及厚度
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验
目测
5
螺栓
尺寸
对边、六角厚度、螺杆长度、螺纹长度、螺纹精度
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
螺纹
螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验目丝纹情况、用标准螺纹规检验
外观
1.无裂纹和裂槽、毛刺
2.丝扣清晰,按要求倒角
3.色彩涂层均匀,无斑纹、水迹、锈迹
目测
材质
材质符合图纸要求
表面处理达到图纸要求
有材质检验报告
8
三通、四通接头
尺寸
接头内外径、长度
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
无裂纹和裂槽、毛刺
目测
螺纹
螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验
目测丝纹情况、
用标准螺纹规检验
9
管子阀门
尺寸
接头内外径、长度
目测
序号
产品名称
检验项目
技术要求
检验方法
抽样方法
6
开口销
尺寸
两脚长度、眼圈直径
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
无裂纹和裂槽、毛刺
目测
7
卡子、卡箍
尺寸
宽度、长度
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验
外观
无裂纹和裂槽、毛刺(金属线卡外带橡胶保护套)
标准件检验规程
1.目的
针对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.适用范围
适用于螺栓、螺母、平垫、弹垫、销轴、开口销等标准件的进货检验。
3.规程(见下表)
序号
产品名称
检验项目
技术要求
检验方法
抽样方法
1
螺母
尺寸
对边、厚度、螺纹精度
游标卡尺测量
一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验