高炉炉型设计原理
第3章高炉本体设计

炉腹高度由下式计算 :
h2
D 2
d
• tg
炉腹角一般为79º~83º,过大不利于煤气
分布并破坏稳定的渣皮保护层,过小则增
大对炉料下降的阻力,不利于高炉顺行。
4. 炉身: 炉身呈正截圆锥形。
作用:
(1)适应炉料受热后体积的膨胀,有利于 减小炉料下降的摩擦阻力,避免形成料拱。
(2)适应煤气流冷却后体积的收缩,保证 一定的煤气流速。
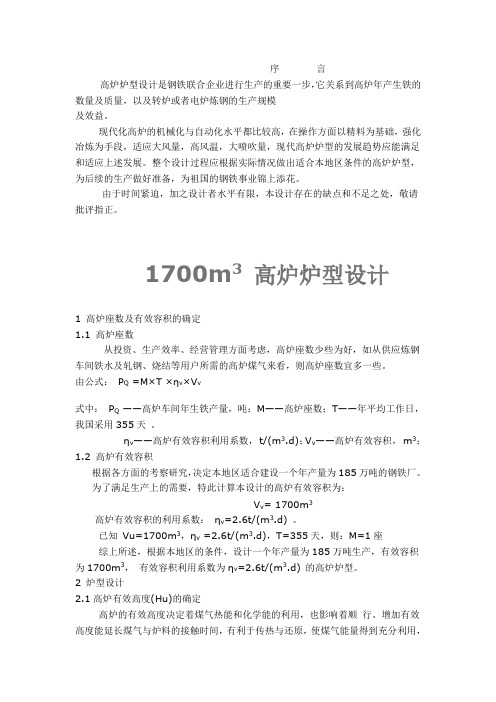
D——炉腰直径;
d1——炉喉直径; α——炉腹角;
β——炉身角;
hf hz
d1
β D
α 风口中心线
渣口中心线 d
铁口中心线
图3-1 五段式高炉内型图
h0 h1 h2 h3
h4
h5
Hu
1. 高炉有效容积和有效高度
1)有效高度:
高炉大钟下降位置的下缘到铁口 中心线间的距离称为高炉有效高度 (Hu),对于无钟炉顶为旋转溜槽最 低位置的下缘到铁口中心线之间的距 离。
铁口中心线到炉底砌砖表面之间的 距离称为死铁层厚度。
作用:
(1)残留的铁水可隔绝铁水和煤气对炉底 的冲刷侵蚀,保护炉底; (2)热容量可使炉底温度均匀稳定,消除 热应力的影响; (3)稳定渣铁温度。
死铁层厚度: 新设计高炉的死铁层厚度h0=0.2d。
3.1.3 炉型设计与计算
名词概念:
(1)设计炉型:按照设计尺寸砌筑的炉型; (2)操作炉型:指高炉投产后,工作一段时 间,炉衬被侵蚀,高炉内型发生变化后的炉型;
Vu'
P
V
4035 2018(m3 ) 2.0
(3)炉缸尺寸: ①炉缸直径:
选定冶炼强度:
I
0.9 5
毕业设计—高炉炉型设计

目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)1 绪论 (4)1.1砖壁合一薄壁高炉炉型的发展和现状 (4)1.2砖壁合一薄壁高炉炉型的应用 (4)2 高炉能量利用计算 (6)2.1高炉能量利用指标与分析方法 (6)2.2直接还原度选择 (7)2.3配料计算 (8)2.4物料平衡 (13)2.5 热平衡 (17)3 高炉炉型设计 (23)3.1 炉型设计要求 (23)3.2 炉型设计方法 (24)3.3炉型设计与计算 (24)4 高炉炉体结构 (28)4.1 高炉炉衬结构 (28)4.2高炉内型结构 (29)4.3 炉体冷却 (30)4.4 炉体钢结构 (31)4.5风口、渣口及铁口设计 (31)5砖壁合一的薄壁炉衬设计 (33)5.1砖壁合一的薄壁炉衬结构的布置形式 (33)5.2砖壁合一的薄壁炉衬高炉的内型 (33)5.3砖壁合一的薄壁炉衬高炉的内衬 (34)5.4薄壁高炉的炉衬结构和冷却形式 (34)6结束语 (36)参考文献 (37)摘要近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。
现代高炉的冶炼特征是, 低渣量, 大喷煤, 低焦比, 高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。
高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。
高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变, 高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。
薄壁高炉的设计炉型就是高炉的操作炉型, 在生产中几乎始终保持稳定, 消除了畸形炉型。
长期稳定而平滑的炉型, 有利于高炉生产的稳定和高效长寿。
高炉操作炉型的显著特征是, 炉腰直径扩大, 高径比减小, 炉腹有、炉身角缩小。
高炉设计
序言高炉炉型设计是钢铁联合企业进行生产的重要一步,它关系到高炉年产生铁的数量及质量,以及转炉或者电炉炼钢的生产规模及效益。
现代化高炉的机械化与自动化水平都比较高,在操作方面以精料为基础,强化冶炼为手段,适应大风量,高风温,大喷吹量,现代高炉炉型的发展趋势应能满足和适应上述发展。
整个设计过程应根据实际情况做出适合本地区条件的高炉炉型,为后续的生产做好准备,为祖国的钢铁事业锦上添花。
由于时间紧迫,加之设计者水平有限,本设计存在的缺点和不足之处,敬请批评指正。
1700m3高炉炉型设计1 高炉座数及有效容积的确定1.1 高炉座数从投资、生产效率、经营管理方面考虑,高炉座数少些为好,如从供应炼钢车间铁水及轧钢、烧结等用户所需的高炉煤气来看,则高炉座数宜多一些。
由公式:P Q=M×T ×ηv×V v式中:P Q——高炉车间年生铁产量,吨;M——高炉座数;T——年平均工作日,我国采用355天。
ηv——高炉有效容积利用系数,t/(m3.d);V v——高炉有效容积,m3;1.2 高炉有效容积根据各方面的考察研究,决定本地区适合建设一个年产量为185万吨的钢铁厂。
为了满足生产上的需要,特此计算本设计的高炉有效容积为:V v= 1700m3高炉有效容积的利用系数:ηv=2.6t/(m3.d) 。
已知Vu=1700m3,ηv =2.6t/(m3.d),T=355天,则:M=1座综上所述,根据本地区的条件,设计一个年产量为185万吨生产,有效容积为1700m3,有效容积利用系数为ηv=2.6t/(m3.d) 的高炉炉型。
2 炉型设计2.1高炉有效高度(Hu)的确定高炉的有效高度决定着煤气热能和化学能的利用,也影响着顺行。
增加有效高度能延长煤气与炉料的接触时间,有利于传热与还原,使煤气能量得到充分利用,从而有利于降低焦比。
但有效高度过高,煤气流通过料柱的阻力增大,不利于顺行。
所以,实际确定高炉有效高度时,首先应考虑原燃料质量,其次是炉容和鼓风机性能。
高炉设计的基础概念

文献综述高炉是一种竖炉型的冶炼炉,它由炉体内耐火材料砌成的工作空间、炉体设备、炉体冷却设备、炉体钢结构等组成。
高炉生产实践表明:合理的炉体结构,对高炉一代炉龄的高产、优质、低耗和长寿起到保证作用,由此可以看出高炉的炉型应该有炉型和炉龄两个方面阐述。
近代高炉,由于鼓风机能力进一步提高,原料燃料处理更加精细,高炉炉型向着“大型横向”发展。
对于炉型而言,从20世纪60年代开始,高炉逐步大型化,大型高炉的容积由当时的1000~1500m3逐步发展到现在的4000~5500m3。
随着炉容的扩大,炉型的变化出现以下特征:高炉的H U/D即高径比缩小,大型高炉的比值已降到,1000m3级高炉降到,300m3级高炉也降到左右。
和大小同步的还有高炉矮胖炉型发展,矮胖高炉的特征是炉子下部容积扩大,在适当的配合条件下利于增加产量,提高利用系数.但如矮胖得过分,易导致上部煤气利用差,使燃料比升高.此外,从全国节能要求出发,在高炉建设和炼铁生产经营管理中,应既抓产量,又抓消耗、质量和寿命的优秀实例进行总结推广,提倡全面贯彻“高产、优质、低耗、长寿,”八字方针。
与盛高炉型相比,矮胖炉型的主要优点是:与炉料性能相适应,料柱阻力减小;风口增多,利于接受风量;高护更易顺行稳定。
这些优点,给高炉带来了多产生铁,改进生铁质量,降低燃料消耗和延长寿命的综合效果。
通过研究发现,当今用于炼铁的高炉炉喉直径均偏小,其炉喉直径与炉缸直径的比值均小于。
通过研究发现,炉喉直径偏小影响炉身的间接还原效率,致使高炉能耗较高,影响高炉经济效益,因此,为了提高高炉炉身的间接还原效率,改善高炉产生技术指标和进行节能减排,特别推出一种扩大炉喉直径的新炉型高炉。
采用的技术方案是:它包含炉缸、炉腹、炉腰、炉身、炉喉五部分,其中炉缸在炉腹的下面,炉缸上面连接炉腹,炉腹上面连接炉腰,炉腰上面连接炉身,炉身上面连接炉喉;由上述5部分组成的高炉内型,5个部分的横截面均呈圆形,其中炉缸直径用d表示,炉腰直径用D表示,炉喉直径用d表示,炉喉直径d1与炉缸直径d之比在~之间。
高炉炉型设计

4、炉腹高度h2 ;炉腰直径D;炉腹角α
• 选取炉腹角α : 一般取值79o~83o h2 =
1 2 ( D d ) tg
选取 D/d 炉型 D/d 小型高炉 1.25~1.5 中型高炉 1.15~1.25 大型高炉 1.09~1.15
5、选取炉身角β; 炉身高度 h4 ; 炉喉直径 d1
世界高炉之王——沙钢5860立方米炼铁高炉
日本第二大钢铁集团——日本JFE钢铁福山厂 。
(左起)第2高炉、第3高炉、第4高炉、第5高炉,4号高炉 2006年5月扩容到5000立方米,5号高炉扩容到5500立方米
全世界共有9座5500m³ 以上特大型炼铁高炉
• 1、沙钢的5860m³ 高炉;
• 2、日本新日铁大分厂1号、2号高炉(容积均为5775m³ ) • 3、俄罗斯北方钢铁切列波维茨厂5号高炉(容积5580m³ ) 4、日本新日铁君津厂4号高炉(容积5555m³ ) • 5、德国蒂森钢铁斯韦尔根厂2号高炉(容积5513m³ ), • 6、日本JFE福山厂5号高炉(容积5500m³ ) • 7、韩国浦项光阳钢厂4号高炉(容积5500m³ )
h z 1 . 27
0 . 45
bP ' Nc d 铁
2
hf
hz k
― 渣口高度与风口高度之比
k = 0.5~0.6 ; k
炉缸高度: h =h + a ; 1 f
a―风口结构尺寸,一般取值0.35~0.5m
hz― 渣口与铁口中心线的距离称为渣口高度 P ― 生铁日产量,t b ― 生铁产量波动系数,一般取值1.2 N ― 昼夜出铁次数,8~12次/d (大高炉取大值)
• 通过对高炉炉型的大量研究和探索,人们 逐步认识了高炉炉型与原燃料和鼓风制度 的适应关系,即炉型与炉料运动和煤气流 运动规律的适应性。炉型是随着原燃料条 件的改善,操作技术水平的提高,科学技 术的进步而不断发展变化的,逐步形成了 现代的五段式高炉炉型。
高炉炼铁设计原理
高炉炼铁设计原理1 高炉炼铁设计概述1.1 高炉炼铁生产工艺流程一.概念:高炉炼铁是用还原剂(焦炭、煤等)在高温下将铁矿石或含铁原料还原成液态生铁的过程。
二.高炉本体及生产附属系统高炉生产以高炉本体为主体,包括八大系统:⒈高炉本体:高炉本体是冶炼生铁的主体设备,由炉基、炉壳、炉衬及冷却设备、支柱或框架组成。
任务:高炉冶炼在其内部连续进行。
⒉供上料系统:包括贮矿场、贮矿槽、焦炭滚筛、称量漏斗、称量车、料坑、斜桥、卷扬机、料车上料机、大型高炉采用皮带上料机。
任务:及时、准确、稳定地将合格原料送入高炉炉顶的受料漏斗。
⒊装料系统:有钟炉顶:包括受料漏斗、旋转布料器、大小钟漏斗、大小钟、大小钟平衡杆、探尺无钟炉顶:包括受料漏斗、上下密封阀、中心喉管、布料溜槽、探尺高压操作的高炉还有均压阀、放散阀任务:按工艺要求将上料系统运来的炉料均匀的装入炉内并保证煤气的密封。
⒋送风系统:包括鼓风机、热风炉、热风管道、冷风管道、煤气管道、混风管道、各种阀门、换热器等。
任务:连续可靠地供给高炉冶炼所需热风。
⒌煤气回收及除尘系统:包括煤气上升管、煤气下降管、重力除尘器、洗涤塔、文氏管、脱水器、电除尘器或布袋除尘器任务:将炉顶引出的含尘量很高的荒煤气净化成合乎要求的气体燃料;回收高炉煤气,使其含尘量降至10mg/m3以下,以满足用户对煤气质量的要求。
⒍渣铁处理系统:包括出铁场、开口机、泥炮、炉前吊车、铁水罐、堵渣机、水渣池及炉前水力冲渣设施等。
任务:定期将炉内的渣、铁出净并及时运走,以保证高炉连续生产。
⒎喷吹系统:包括原煤的储存、运输、煤粉的制备、收集及煤粉喷吹等系统。
任务:均匀稳定地向高炉喷吹大量煤粉,以煤代焦,降低焦炭消耗。
⒏动力系统:包括水、电、压缩空气、氮气、蒸汽等生产供应部门任务:为高炉各生产系统提供保障服务。
1.2(焦比是指冶炼每吨生铁消耗的焦炭量,即每昼夜焦炭消耗量与每昼夜生铁产量之比。
(4)综合焦比K综:是将冶炼一吨生铁所喷吹的煤粉或重油量乘上置换比折算成干焦炭量,在与冶炼一吨生铁所消耗的干焦炭量相加即为综合焦比。
炼铁原理与工艺6(高炉炉体与维护)

6. 2高炉炉衬的选择与砌筑
② 高炉炉腹、炉腰和炉身耐火材料用陶瓷质耐火 材料的要求: A. 化学成分中AL2O3要高,Fe2O3含量要少。 B. 耐火度要高。测温锥测定 C. 荷重软化点要高。0.2Mpa载荷下的软化温度 D. 重烧收缩率要小。残余收缩,是表示耐火材料 升到高温后产生的裂纹可能性大小的一种性质。 E. 气孔率要低。
6. 2高炉炉衬的选择与砌筑
B. 从从传热学角度讲分为: 综合炉底结构和全碳砖炉底结构两大 流派。综合炉底是绝热和导热的结合,全 碳砖炉底则是完全的导热基理。目前国内 外炉底、炉缸结构主要有以下几种: a. 大块炭砖砌筑,炉底设陶瓷垫。 b. 热压小块炭砖砌筑,炉底设陶瓷垫。 c. 大块或小块炭砖砌筑,炉底和炉缸设陶瓷 杯。
炉型尺寸各符号表示的意义
• • • • • • • • • • • • • • Hu---有效高度 Vu---有效容积 D---炉腰直径 d---炉缸直径 d1---炉喉直径 h0---死铁层高度 h1--炉缸高度 h2---炉腹高度 h3---炉腰高度 h4---炉身高度 h5---炉喉高度 hf---风口高度 α---炉腹角 β---炉身角
NMA
3层大块炭砖
2层刚玉砖
NMD
刚玉砖
炉缸侧壁:
NMA和NMD小块炭砖
NMA
大块炭砖
石墨砖
6. 2高炉炉衬的选择与砌筑
2. 炉腹、炉腰和炉身 ① 破损机理: 炉身、炉腰部位主要是考虑抗热应力 破坏性能,和炉料、煤气的冲刷。一般以 黏土质和高铝质耐火砖,但是在高炉大型 化和强化后也对砖衬材质提高了要求。
6.1高炉本体结构
③ 美国料式高炉的零位是取大钟开启时底 面以下915mm处。零料线位置到风口中 心线之间的容积为工作容积。 欧美也有用高炉全容积的。全容积 是指零料线到炉底砖衬表面之间(包括 死铁层)的容积。
一座年产100万吨炼钢生铁的高炉炉型设计

一座年产100万吨炼钢生铁的高炉炉型设计1. 摘要高炉炉型是指高炉内部耐火材料构成的几何空间,近代高炉炉型由炉缸、炉腹、炉腰、炉身和炉喉五部分组成。
炉型的设计要适应原燃料条件,保证冶炼过程的顺行。
高炉炉型设计的依据是单座高炉的生铁产量,由产量确定高炉有效容积,以高炉有效容积为基础,计算其它尺寸。
本设计主要从高炉炉型设计、炉衬设计、高炉冷却设备的选择、风口及出铁口的设计。
高炉本体自上而下分为炉喉、炉身、炉腰、炉腹、炉缸五部分。
高炉的横断面为圆形的炼铁竖炉,用钢板作炉壳,高炉的壳内砌耐火砖内衬。
同时为了实现优质、低耗、高产、长寿炉龄和对环境污染小的方针设计高炉,高炉本体结构和辅助系统必须满足耐高温,耐高压,耐腐蚀,密封性好,工作可靠,寿命长,产品优质,产量高,消耗低等要求。
在设计高炉炉体时,根据技术经济指标对高炉炉体尺寸进行计算确定炉型。
对耐火砖进行合理的配置,对高炉冷却设备进行合理的选择、对风口及出铁口进行合理的设计。
2. 高炉高炉炉型设计与计算(一)、确定容积1、确定年工作日高炉的工作日是指高炉一代寿命中,扣除大、中、小修时间后,平均每年的实际生产时间。
根据国内经验,不分炉容大小,年工作日均可定为355天。
利用系数ηv =2.0t/(m 3·d)。
2、确定高炉日出铁量 年工作日年产量高炉日出铁量= = 1000000/355=2816 t/d 3、确定高炉的有效容积V uU u P V η高炉有效容积利用系数高炉日出铁量== 2816/2=1408(二)、高炉缸尺寸1、炉缸直径d炉缸直径的计算可参考下述经验公式:大型高炉 45.032.0u V d = =0.32×1408^0.45≈8 m2、炉缸高度'hA 渣口高度h 渣= (1.27×1.2×2816)/(9×0.55×7.1×8^2) ≈1.91m 式中:b ——生铁产量波动函数,一般取值1.2N ——昼夜出铁次数,取9227.1d c N bp h 铁渣γ⋅=铁γ——铁水密度,取值7.1t/m3C ——渣口以下炉缸容积利用系数,取值055一般小高炉设一个渣口,大中型高炉设两个渣口,高低渣口标高差一般为100~200mm ,2000m 3以上高炉渣口数目应和铁口数目一起考虑,如有两个铁口,可以设二个渣口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五段式高炉(炉喉、炉身、炉腰、炉腹、炉缸)炉型的结构:
高炉炉型:高炉内部工作空间剖面的形状称为高炉内型。
★1.高炉有效容积和有效高度
1)有效高度:高炉大钟下降位置的下缘到铁口中心线的距离称为高炉有效高度(H u)
,对于无钟炉顶为旋转溜槽最低位置的下缘到铁口中心线之间的距离。
2)高炉有效容积:在有效高度范围内,炉型所包括的容积称为高炉有效容积(V u)。
Hu/D:有效高度与炉腰直径的比值(Hu/D)是表示高炉“矮胖”或“细长”的一个重要设计指标,不同炉型的高炉,其比值的范围是:巨型高炉~2.0大型高炉2.5~3.1中型高炉2.9~3.5小型高炉3.7~4.5
★2.炉缸
高炉炉型下部的圆筒部分为炉缸,炉缸的上、中、下部位分别设有风口、渣口与铁口
1)炉缸直径:炉缸截面燃烧强度:指每小时每平方米炉缸截面积所燃烧的焦炭的数量,一般为1.0~1.25t/m2·h
计算公式:d=0.23
i u
·V
I
,其中I-冶炼强度,t/m3·d,,i-燃烧强度t/m2·h,V u-高炉有效容
积,m3,d-高炉炉缸直径,m
2)渣口高度:渣口中心线与铁口中心线间距离。
渣口过高,下渣量增加,对铁口的维护不利;渣口过低,易出现渣中带铁事故,从而损坏渣口;大中型高炉渣口高度多为1.5~1.7米
3)风口高度:风口中心线与铁口中心线间距离称为风口高度(h f)。
计算公式:h f=h z/k,其中k—渣口高度与风口高度之比,一般取0.5~0.6,渣量大取低值。
4)风口数目(n):主要取决于炉容大小,与炉缸直径成正比,还与冶炼强度有关。
计算公式:
中小型高炉:n=2d+2,大型高炉n=2d+4,4000m3左右的巨型高炉:n=3d,其中d-炉缸直径,m
5风口结构尺寸(a):根据经验直接选取,一般0.35~0.5m
6)炉缸高度:h1=h f+a
★3.炉腹
炉腹在炉缸上部,呈倒圆锥形。
作用:
①炉腹的形状适应了炉料融化滴落后体积的收缩,稳定下料速度。
②可使高温煤气流离开炉墙,既不烧坏炉墙又有利于渣皮的稳定。
③燃烧带产生大量高炉煤气,气体体积激烈膨胀,炉腹的存在适应这一变化。
1)炉腹高度:h2=(D-d)·tgα/2
2)炉腹角:炉腹角一般为79°~83°,过大不利于煤气分布并破坏稳定的渣皮保护层,过小则增大对炉料下降的阻力,不利于高炉顺行。
★4.炉身
炉身呈正截圆锥形
作用:
①适应炉料受热后体积的膨胀,有利于减小炉料下降的摩擦阻力,避免形成料拱。
②适应煤气流冷却后体积的收缩,保证一定的煤气流速。
③炉身高度占高炉有效高度的50~60%,保障了煤气与炉料之间传热和传质过程的进行。
炉身角:一般取值为81.5º~85.5º之间。
大高炉取小值,中小型高炉取大值。
4000~5000m3高炉β角取值为81.5º左右,前苏联5580m3高炉β角取值79°42'17' '
炉身高度:h4=(D-d)·tgβ/2
★5.炉腰
炉腹上部的圆柱形空间为炉腰,是高炉炉型中直径最大的部位。
作用:
①炉腰处恰是冶炼的软熔带,透气性变差,炉腰的存在扩大了该部位的横向空
间,改善了透气条件。
②在炉型结构上,起承上启下的作用,使炉腹向炉身的过渡变得平缓,减小死角。
炉腰高度(h3):一般取值1~3m,炉容大取上限,设计时可通过调整炉腰高度修定炉容。
一般炉腰直径(D)与炉缸直径(d)有一定比例关系,D/d取值:
大型高炉1.09~1.15,中型高炉1.15~1.25,小型高炉1.25~1.5
★6.炉喉(d1.,h5)
炉喉呈圆柱形。
作用:承接炉料,稳定料面,保证炉料合理分布。
取值:炉喉直径与炉腰直径比值d1/D取值在0.64~0.73之间。
★7.死铁层厚度(h0)
铁口中心线到炉底砌砖表面之间的距离称为死铁层厚度。
作用:
①残留的铁水可隔绝铁水和煤气对炉底的冲刷侵蚀,保护炉底;
②热容量可使炉底温度均匀稳定,消除热应力的影响;
③稳定渣铁温度。
计算公式:h0=0.2d。