机械制造技术基础§2-3切削力、切削热、切削温度
机械制造工程学PPT课件3.5切削热与切削温度

2.刀具几何参数对切削温度的影响
(1)前角ro对切削温度的影响 ro增大,变形减 小,切削力减小,切削温度下降。前角超过 18º—20º后, ro对切削温度的影响减弱,这 是因为刀具楔角(前、后刀面的夹角)减小而使 散热条件变差的缘故。
切削热由切屑、工件、刀具及周围的介质(空气,切削液)向 外传导。影响散热的主要因素是:
(1)工件材料的导热系数 工件材料的导热系数高,由切屑 和工件传导出去的热量就多,切削区温度低。工件材料导 热系数低,切削热传导慢,切削区温度高,刀具磨损快。
(2)刀具材料的导热系数 刀具材料的导热系数高,切削区 的热量向刀具内部传导快,可以降低切削区的温度。
(2)主偏角Kr对切削温度的影响 减小Kr,切 削刃工作长度和刀尖角增大,散热条件变 好,使切削温度下降。
3.工件材料对切削温度的影响
工件材料的强度和硬度高,克服塑性变形和弹 性变形需要的力越大,产生的切削热多,切削温 度就高。
工件材料的导热系数小,切削热不易散出,切削 温度相对较高。
切削灰铸铁等脆性材料时,切削变形小,摩擦 小,切削温度一般较切削钢时低。
2.人工热电偶法
图为用人工热电偶法测量切削温度的示意图。
用两种预先经过标定的金属丝组成热电偶, 它的热端焊接在测混点上,冷端接在毫伏表
上。用这种方法测得的是某一点的温度。
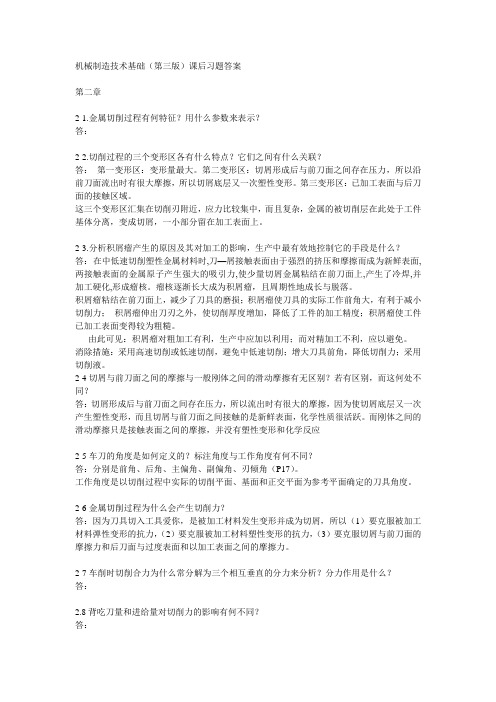
图示为采用人工热电偶法测量并辅以传热学计算得到的刀 具、切屑和工件的切削温度(单位为ºC)分布图。
由图中可以看出:①剪切面上各点温度几乎相同,说明剪 切面上各点的应力应变规律基本相同;②前刀面上温度最 高点不在切削刃上,而是在离切削刃有一定距离的地方。
机械制造技术基础第3版 部分答案

第二章2-1.金属切削过程有何特征?用什么参数来表示?答:金属切削是会产生很大的力和切削热量。
一般以刀具为准,刀具的几个重要参数:主倾角,刃倾角,前角,后角,副倾角,副后角2-2.切削过程的三个变形区各有什么特点?它们之间有什么关联?答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的?标注角度与工作角度有何不同?答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
机械制造技术基础 第二章 第五节 切削热及切削温度

四、切削温度对切削过程的影响
1、切削温度对工件材料被切削性能的影响 切削温度较高,切削区工件材料的强度会降低;同时切削速度较高时(即
切削温度较高),应变速率增大,又会使切削区工件材料的强度增大。最终的 影响结果取决这正反两方面的主、次地位。 通常,切削温度较高,切削区工件材料的强度会降低,材料的被切削性能 好,表现为切削力有下降趋势。 2 、对刀具材料的影响 适当提高切削温度,可提高刀具材料的强度、韧性。所以,硬度高,但强 度、韧性差的刀具材料易采用较高切削速度,这样不易崩刃(如:陶瓷、金刚 石、 立方氮化硼)。 3、 对工件尺寸精度的影响 工件、刀杆受热膨胀,使切削加工后零件尺寸精度及形状精度降低,精 加工时必须注意。 4、利用切削温度自动控制切削速度或进給量。 5、也可同时用切削温度与切削力作为控制型号,控制刀具磨损。
第Ⅰ变形区——切屑的弹、塑性变形功,产生的热为qs。 第Ⅱ变形区——切屑与前刀面的摩擦功,产生的热为qr 。 第Ⅲ变形区——刀具后刀面与工件的摩擦功。 2、切削热的传导 ⑴ 切削热的传导 切削塑性金属,为研究问题方便,忽略后刀面与工件摩擦产生的热,则切削热分别由刀具(qτ)、 切屑(qc)、工件(qw)及周围介质传出(比例较小忽略),具体比例如下: qc=R1. qs+R2.qr qτ=(1-R2) qr qw=(1-R1) qc 其中 :R1—剪切热传入切屑的比例 ;R2 —摩擦热传入切屑的热 。 ⑵ 影响热传导的的主要因素: ① 工件材料的导热系数↑ qc ↑、 qw ↑,则切削区的温度θ↓ ② 刀具材料导热系数↑ qτ ↑,则切削区的温度θ↓ ③ 刀、屑接触时间 ↑ 则切削区的温度θ ↑ ⑶ 影响 R1、R2大小的因素 ① R1:通常V ↑、ac ↑ R1 ↑
机械制造技术基础-卢秉恒 答案 第二章

变,而切削宽度aw则随ap的增大正比增大,由于
aw的变化差不多与M和ξ无关,所以ap对Fz的影响
成正比关系。
2-8背吃刀量和进给量对切削力的影响有何不 同? (2)
而f增大一倍,Fz约增大0.8倍,因为f增大,切 削功增大,切削力也相应增大,而f增大,切削厚度 也成正比增大,ac增大,ξ减小,μ减小,又会使切 削力减小,这正反两方面的作用,使切削力的增大 与f不成正比。
磨钝标准决定刀具寿命的长短(正常磨损情况下)。
但是受切削速度,工件材料,刀具材料和刀具几何形状
影响,同一磨钝标准下,刀具寿命是不相同的。
2-16简述车刀、铣刀、钻头的特点。(1)
答:1.车刀是金属切削中使用最广泛的刀具,可完
成工作的外圆,端面,切槽或切断等不同的加工工序。
一般情况下车刀都只有一条主切削刃的单刃刀具,加工 时工作的主运动是工件的旋转运动,进给运动为车刀的 直线运动。
答:粗加工时进给量的选择应考虑机床进给机构的强 度、车刀刀杆的强度和刚度、硬质合金或陶瓷刀片的
强度和工件的装夹刚度等。上述情况可以采用增大刀
尖圆弧半径,提高切削速度的方法来保证粗糙度的前
提下选择较大的进给量。
2-20 如果选定切削用量后,发现所需的功率 超过机床功率时,应如何解决?
答:要么调换较大功率的机床、要么根据所选定的
取
(3)确定切削速度:切削速度可通过 计算,也可查表,本题
查表取
主轴转速 按机床书说明书取 ,实际切削速度为
2、半精工步 (1)确定背吃刀量 : 。
(2)确定进给量 :根据表面粗糙度和刃口圆角半径,并预估
切削速度 ,从表中查出 。按机床说明书中实有的进给量,
机械制造技术基础笔记

机械制造技术基础笔记第三章切削与磨削原理3.1.3 前刀面上刀-屑的摩擦与积屑瘤1.摩擦面上的接触状态1)峰点型接触(F 不太大时):m= f/F=tsAr/ss Ar=ts/ss=常数此时的摩擦状态为滑动摩擦(外摩擦)。
ss--材料的拉压屈服极限ts--材料的剪切屈服极限Aa--名义接触面积Ar--实际接触面积2)紧密型接触(F 很大时):m= f/F= tsAa/F=ts/sav≠常数此时的摩擦状态为粘结摩擦(内摩擦)。
2.前刀面上刀-屑的摩擦:既有粘结摩擦,也有滑动摩擦,以粘结摩擦为主。
前刀面上的平均摩擦系数可以近似用粘结区的摩擦系数表示:m= ts/sav≠常数当前刀面上的平均正应力sav增大时,m 随之减小。
4.积屑瘤1)现象:中速切削塑性金属时,在前刀面上切削刃处粘有楔形硬块(积屑瘤)。
2)形成原因:(1)在一定的温度和很大压力下,切屑底面与前刀面发生粘结(冷焊);(2)由于加工硬化,滞流层金属在粘结面上逐层堆积(长大)。
3)对切削过程的影响(1)积屑瘤稳定时,保护刀具(代替刀刃切削);(2)使切削轻快(增大了实际前角);(3)积屑瘤不稳定时,加剧刀具磨损;(4)降低尺寸精度;(5)恶化表面质量(增大粗糙度、加深变质层、产生振动)。
--粗加工时可以存在,精加工时一定要避免。
4)抑制方法(1)避免中速切削;(2)提高工件材料的硬度(降低塑性);(3)增大刀具前角(至30~35o);(4)低速切削时添加切削液。
5.剪切角公式∵第一变形区的剪切变形是前刀面挤压摩擦作用的结果,∴切削合力Fr的方向就是材料内部主应力的方向,剪切面的方向就是材料内部最大剪应力的方向。
根据材料力学,二者夹角应为p/4,即:p/4= c+ b- go (tgb= Ff/ Fn= m )f= p/4- b+ go --李和谢弗的剪切角公式(1952)由公式可知:go ↗ → f ↗ → Lh ↘ b(m)↘ →f ↗ → Lh ↘-前刀面上的摩擦直接影响剪切面上的变形。
机械制造技术基础课后答案第二章

a2-1.金属切削过程有和特征?用什么参数来表示和比较?p答:金属切削过程是指刀具与工件相互作用形成切屑的过程。
在这一过程中会出现许多物理现象:如切削刀,切削热,积屑瘤,刀具磨损和加工硬化等。
切削要素包括切削用量和切削层几何参数:切削用量:1.切削速度V 2.进给量f 3.背吃刀量a切削层几何参数1.切削宽度a 2切削厚度a 3切削面积A2-2.切削过程的三个变形区各有何特点?他们之间有什么关联?答:第一变形区,﹙基本变形区﹚.变形量最大。
常用它来说明切削过程的变形情况.第二变形区,﹙摩擦变形区﹚.切屑形成后与前面之间存在压力.所以沿前面流出时必然有很大的摩擦.因而使切屑底层又一次产生塑性变形。
第三变性区﹙加工表面变形区﹚:工件已加工表面与后面接触的区域.产生加工硬化这三个变形区汇集在切削刀附近.此处的应力比较集中而且复杂.金属的被切削层就在此处与工件基本发生分离.大部分变形切屑.很小一部分留在已加工表面上。
2-3分析积屑瘤产生的原因及其对加工的影响。
生产中最有效的控制积屑瘤的手段是什么?答:产生的原因:在切削速度不高而又能形成连续切屑情况下。
加工一般钢料或其它塑性材料时。
常常在道具前面粘着一块剖面有时呈三角状的硬块。
在处于比较稳定的状态时。
能够代替切削刀进行切削。
影响:引起道具实际角度的变化,如可增大前角,延长道具寿命等。
积屑瘤不稳定,增大到一定程度后破碎。
容易嵌入已加工表面内,增大表面粗糙度值。
手段1.降低切削速度,使温度降低,不易粘结。
2.增加切削速度,使温度高于产生切屑瘤的温度。
3.采用润滑性比较好的切屑液。
4.增大切屑前角,有效降低铁屑和前刀面挤切。
5.适当提高工件硬度,减小加工硬化。
2-4有区别切屑形成后与前面之间存在压力。
所以沿前面流出时必有很大的摩擦,因而使切屑层又一次产生塑性变形,而一般刚体之间的滑动摩擦是两刚体之间的相对运动引起的。
2-5道具要从工件上切下金属,必须具有一定的切削速度,也正是由于切削角度才决定了道具切削部分各表面的空间位置。
机械制造技术基础2-6章课后答案

机械制造技术基础(第三版)2--6章课后答案2-2.切削过程的三个变形区各有什么特点,它们之间有什么关联,答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么, 答: 在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别,若有区别,而这何处不同, 答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的,标注角度与工作角度有何不同,答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力,答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
机械制造技术基础(第三版)课后习题答案
机械制造技术基础(第三版)课后习题答案第二章2-1.金属切削过程有何特征?用什么参数来表示?答:2-2.切削过程的三个变形区各有什么特点?它们之间有什么关联?答:第一变形区:变形量最大。
第二变形区:切屑形成后与前刀面之间存在压力,所以沿前刀面流出时有很大摩擦,所以切屑底层又一次塑性变形。
第三变形区:已加工表面与后刀面的接触区域。
这三个变形区汇集在切削刃附近,应力比较集中,而且复杂,金属的被切削层在此处于工件基体分离,变成切屑,一小部分留在加工表面上。
2-3.分析积屑瘤产生的原因及其对加工的影响,生产中最有效地控制它的手段是什么?答:在中低速切削塑性金属材料时,刀—屑接触表面由于强烈的挤压和摩擦而成为新鲜表面,两接触表面的金属原子产生强大的吸引力,使少量切屑金属粘结在前刀面上,产生了冷焊,并加工硬化,形成瘤核。
瘤核逐渐长大成为积屑瘤,且周期性地成长与脱落。
积屑瘤粘结在前刀面上,减少了刀具的磨损;积屑瘤使刀具的实际工作前角大,有利于减小切削力;积屑瘤伸出刀刃之外,使切削厚度增加,降低了工件的加工精度;积屑瘤使工件已加工表面变得较为粗糙。
由此可见:积屑瘤对粗加工有利,生产中应加以利用;而对精加工不利,应以避免。
消除措施:采用高速切削或低速切削,避免中低速切削;增大刀具前角,降低切削力;采用切削液。
2-4切屑与前刀面之间的摩擦与一般刚体之间的滑动摩擦有无区别?若有区别,而这何处不同?答:切屑形成后与前刀面之间存在压力,所以流出时有很大的摩擦,因为使切屑底层又一次产生塑性变形,而且切屑与前刀面之间接触的是新鲜表面,化学性质很活跃。
而刚体之间的滑动摩擦只是接触表面之间的摩擦,并没有塑性变形和化学反应2-5车刀的角度是如何定义的?标注角度与工作角度有何不同?答:分别是前角、后角、主偏角、副偏角、刃倾角(P17)。
工作角度是以切削过程中实际的切削平面、基面和正交平面为参考平面确定的刀具角度。
2-6金属切削过程为什么会产生切削力?答:因为刀具切入工具爱你,是被加工材料发生变形并成为切屑,所以(1)要克服被加工材料弹性变形的抗力,(2)要克服被加工材料塑性变形的抗力,(3)要克服切屑与前刀面的摩擦力和后刀面与过度表面和以加工表面之间的摩擦力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备 注
讲稿
教学内容
2.切削温度的分布 红外胶片法测得切钢料的温度场,分析归纳切削温度分布规律: ①剪切区等温线与滑移线相近 OM 线温度比 OA 线上温度高剪切滑移相等 的地方温度相等,剪切变形是切削热的第一来源 ②前后刀面最高温度点不在刀刃上切屑上最高温度比剪切区温度高切屑 底层温度比上层温度高摩擦是切削热的又一来源 切削温度θ 一般指前刀面与切屑接触区内的平均温度 3.影响切削温度的主要因素 两个方面:切削热的产生与传出 (1)切削用量的影响 由实验得出切削温度经验公式如下 θ =Cθ v zθ f yθ ap xθ 式中系数及指数见表 1-4,由表中数据看出: zθ 在 0.3~0.5 之间,yθ 在 0.15~0.3,xθ 在 0.05~0.1 切削用量 ↑时切削温度↑ ,其中 v 对θ 影响最大,进给量 f 的影响比 v 小, 背吃刀量 ap 的影响很小。 (2)刀具几何参数的影响 ①前角γ 0 的影响 γ 0 ↑→变形程度↓→F↓ q ↓→θ ↓但γ 0 >20°时,因散热面 积↓,对θ 的影响减小 ②主偏角κ r 的影响 κ r ↑,切削宽度 aw ↓ ,散热面积↓ →θ ↑ ③刀尖圆弧半径的影响 rε ↑, 切屑变形程度↑→q ↑同时散热条件改善, 两者趋于平衡对 θ 影响很小
备 注
(3)工件材料的影响 强度硬度、塑性和韧性越大,切削力越大,切削温度升高。导热率 大,散热快,温度下降 (4)刀具磨损的影响 后刀面磨损增大,切削温度升高; VB 达一定值影响加剧; v 越高刀磨 损对θ 影响越显著
讲稿
教学内容
(5)切削液的影响 浇切削液对↓切削温度↓刀具磨损↑加工质量有明显效果。热导 率比热容和流量越大,本身温度越低冷却效果越显著 思考题:影响切削力、切削温度的因素
讲稿
教学内容
1. 在积屑瘤增长阶段 随 v ↑→积屑瘤高度↑ 变形程度↓,F ↓ 在积屑瘤减小阶段 v↑→ 变形程度↑,F ↑ 在无积屑瘤阶段 随 v ↑,温度升高,摩擦 系数↓变形程度↓→ F ↓ 计算 F 时乘以修正系数 Kv 或指数 zF 约为-0.15 来体现
备 注
2. 3.
(三)刀具几何参数的影响 1. 前角γ 0 的影响 加工塑性材料时,γ 0 ↑→ Φ ↑→变形程度↓→F↓加工脆性材 料时, 切削变形很小, γ 0 对 F 影响不显著γ 0 >30°或高速切削时, γ 0 对 F 影响不显著
教学方法 教学手段 课外学习安排 参考资料 学习效果评测 课外学习 指导安排 教学后记
讲授法;启发式 多媒体教学 布置思考题、预习内容 《机械制造技术》李华主编, 《机械制造技术基础》周宏甫主编
讲稿
教学内容
提问:影响切削变形的因素有哪些? 引入语:本章主要讲的是金属切削过程,表现形式主要是切屑的变形,而其中 还有许多相关的物理量,如切削力、切削温度、刀具耐用度等基本概念,另外, 还要分析各种影响因素。 切削力的来源: 被切削材料的弹性、塑性变形抗力 刀具与切屑、工件表面之间的摩擦力 一、切削力的分解 将切削合力 F 分解为三个互相垂直的分力 Fc 、Ff 、Fp Fc — 主切削力,与切削速度方向一致 Ff — 进给抗力,与进给方向平行,车外圆时称为轴向力 Fp— 吃刀抗力(切深抗力),与进给方向垂直,又称径向力
2. 主偏角κ r 的影响 (1)κ r 对 Fc 影响较小,影响程度不超过 10%κ r 在 60°~75°之间 时,Fc 最小。 (2)κ r 对 Fp、 Ff 影响较大 Fp= FD cosκ r Ff= FD sinκ r Fp 随κ r 增大而减小, Ff 随κ r 增大而增大 3. 刃倾角λ s 的影响 (1)λ s 对 Fc 影响很小 (2) λ s 对 Fp、 Ff 影响较大 Fp 随λ s 增大而减小, Ff 随λ s 增大而增大
教案
课题名称 课次 课型 理论 了解切削力的来源及分解、 切削温度的分布; 理解切削力测定和切削力实验公式、 切削热的来源与传导、切削温度的测定方法;掌握影响切削力的因素、影响切削温度 的因素、切削液的作用、常用切削液及其选用。 重点:影响切削力的因素、影响切削温度的因素 难点:影响切削力的因素、影响切削温度的因素 解决方法:充分利用图形、公式及所学的刀具几何角度详细分析各种影响因素。 第二章 金属切削基本原理§2-3 切削力、切削热、切削温度 第(4)次课 课时 2
教学目标
重点、难点及解决方 法
教学基本 内容与 教学设计
1、组织教学 学生考勤 2、提问并引入本次课内容 3、切削力、切削功率、影响切削力的因素 4、切削热、切削温度、影响切削温度的因素 5、切削液的作用、常用切削液及其选用 6、本节课小结,布置思考题 7、布置课下预习内容
时间分配:3 分钟 时间分配:7 分钟 时间分配:25 分钟 时间分配:25 分钟 时间分配:20 分钟 时间分配:10 分钟 时间分配:机动
讲稿半径 rε 的影响
rε 增大相当于κ r 减小的影响 (1)rε 对 Fc 影响很小 (2)Fp 随 rε 增大而增大 Ff 随 rε 增大而减小 (四)刀具磨损的影响 后刀面平均磨损带宽度 VB 越大,摩擦越强烈,切削力也越大。VB 对背 向力 Fp 影响最显著 (五)切削液的影响 切削液润滑作用越好,力减小越显著,低速时更突出。 (六)刀具材料的影响 按立方氮化硼、陶瓷、涂层、硬质合金、高速钢顺序,切削力依次增大。 三、切削热与切削温度 1.切削热的产生和传导 切削热产生于三个变形区,切削过程中消耗的能量约 98%转换为热能,切 削热 q≈Pc≈Fcv =Cfcapf 0.75v-0.15KFcv = Cfcapf 0.75v0.85KFc 切削热通过切屑、工件、刀具和周围介质向外传出
备 注
F F c2 F f 2 F p2
二、切削力与切削功率的计算 (一)用指数经验公式计算切削力
(二)用单位切削力计算切削力 单位切削力 kc=Fc/Ac= Fc/(ap f) = Fc/(ac aw) 可查手册 ∴ Fc= kc Ac KFc KFc 为切削条件修正系数 (三)计算切削功率 1.切削功率 Pe Pe= Pc+ Pf= Fc v + Ff nwf 10-3≈ Fc v(W) 式中 Fc、 Ff 为切削力、进给力(N) ; v 为切削速度(m/s) ; nw 为工件转速(r/s) ; f 为进给量(mm/r) 2. 电动机功率 Pm Pm>Pc/η m η m 为机床传动效率 三、影响切削力的因素 (一)工件材料的影响(系数 CF 或单位切削力 kc 体现) 工件材料的强度、硬度、塑性和韧性越大,切削力越大。 (二)切削用量的影响 ap↑→Ac 成正比↑, kc 不变, ap 的 指数约等于 1,因而切削力 成正比增加 f↑→Ac 成正比↑,但 kc 略减小, f 的 指数小于 1,因而 切削力增加但与 f 不成正比速度 v 对 F 的影响分为有积屑瘤和无积屑 瘤两种情况在无积屑瘤阶段, v ↑→变形程度↓→切削力减小