电压力锅 工艺卡
焊接工艺卡(工艺评定).doc
焊后热处理说明
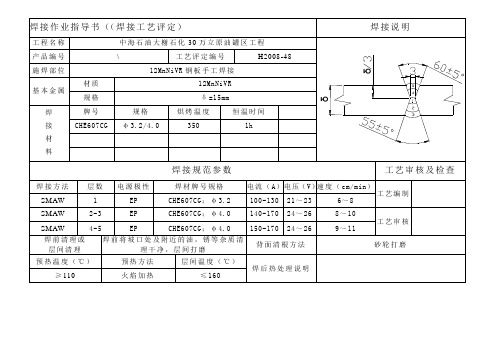
焊接作业指导书(焊接工艺评定)
工程名称 产品编号 施焊部位 基本金属 材质 规格 牌号 规格 φ 1.2 φ 4.8 350 φ 1.0X1 1h 中 海 石 油 大 榭 石 化 30 万 立 原 油 罐 区 工 程 工艺评定编号 罐底中幅板与边缘板对接焊缝 Q235-B/12MnNiVR δ =12+20mm 烘烤温度(℃) 恒温时间 H2008-54
电 流 ( A)
工艺审核 砂轮打磨
焊前清理或 层间清理 预热温度(℃) ≥ 110
焊前将坡口处及附近的油,锈等杂 质清理干净,层间打磨 预热方法 火焰加热 层间温度(℃) ≤ 160
背面清根方法 焊后热处理说明
焊接作业指导书(焊接工艺评定)
焊接说明
工程名称 产品编号 施焊部位 基本金属 材质 规格 牌号 DWS-60G
接
规
范
参
350-380 350-380
数
电 压 ( V) 30-33 30-33 速 度( cm/min ) 10-15 10-15
δ
δ
工艺审核及检查
工艺编制 工艺审核 砂轮打磨
12MnNiVR/12MnNiVR
电源极性
焊材牌号规格 DWS-60G φ 1.6 DWS-60G φ 1.6
电 流 ( A)
工艺审核
焊前清理或 层间坡口处及附近的油,锈等杂 质清理干净,层间打磨 预热方法 火焰加热 层间温度(℃) ≤ 160
背面清根方法
砂轮打磨
焊后热处理说明
焊接作业指导书(焊接工艺评定)
工程名称 产品编号 施焊部位 基本金属 材质 规格 牌号 US-49 MF-33H 规格 φ 3.2 12 × 150 350 1h 中 海 石 油 大 榭 石 化 30 万 立 原 油 罐 区 工 程 工艺评定编号 环缝 12MnNiVR/16MnR δ =15/14mm 烘烤温度 (℃) 恒温时间 H2008-51
压力容器工艺工序过程卡
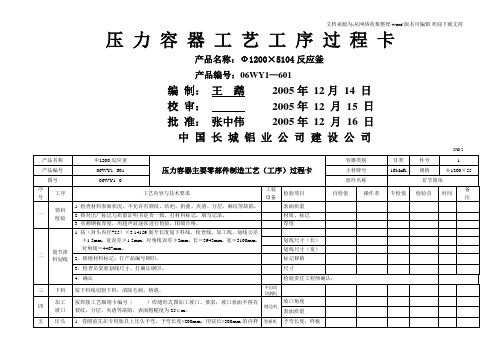
产品名称:Ф1200×5104反应釜
产品编号:06WY1—601
编制:王鹉2005年12月14日
校审:2005年12月15日
批准:张中伟2005年12月16日
中国长城铝业公司建设公司
NO.2
产品名称
Ф1200反应釜
压力容器主要零部件制造工艺(工序)过程卡
容器类别
Ⅱ类
件号
1
产品编号
材质、标记
3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度
二
筒节排料划线
1.按(封头内径+55)×3.14159展开长度划下料线、检查线、加工线,划线公差≯1.5mm,宽误差≯1.5mm,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)
划线尺寸(宽)
06WY1--601
主材牌号
16MnR
规格
φ1200×55
图号
06WY1--0
部件名称
首节筒体
序号
工序
工艺内容与技术要求
工装
设备
检验项目
自检值
操作者
专检值
检验员
时间
备注
一
领料
检验
1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量
2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
2.移植材料标记,打产品编号钢印。
标记移植
3.检查员复验划线尺寸、打确认钢印。
尺寸
4.确认
检验责任工程师确认:
三
下料
按下料线切割下料,清除毛刺、熔渣。
半自动切割机
生产工艺卡(3篇)
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
压力容器制造工序过程卡
制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
压力容器制造工艺卡

压力容器制造工艺卡Last updated on the afternoon of January 3, 2021
封头制造
件号
名称规格 数量 材料 备注
设备名称
广口口编
号
编制
审核
日 期
广口口编号
产品名称 罐体
产品图号
件号 编制年月日审核年月日
筒体加工检验
卡
共页
第页
单台数量
序 号 工
序 1T-
工序内容及技术要求 备 工
装 检验数 据
操作/
员验/
因期
1 备料 库 房 a.按本厂压力容器用材料进厂检验程 序进行入厂检验,须有材质证明 书,材料标记应清晰明确,否则应
作材料复验。
b.材料外观应光滑,无锈蚀麻坑,无
裂纹、划伤等影响外观质量的可见 缺陷。
c.筒体外直径偏差为:±1%D,且不 大于 0.75mm 。
2 下料
铆 焊 筒体按图纸理论尺寸下料,预留5~ 8mm 机加工余量。
氧快
3 抛光 铆 焊 筒体内壁除锈、抛光,无杂质、焊接 飞溅、锈蚀等。
抛光
机
材料
热轧
20g
材料状
态。
储气罐焊接工艺卡附焊接工艺评定报告
储乞罐焊接工艺卡附焊接工艺评定报告爪力客器士产草佐制作参考演极2021/10/20超远公司春分目录压力容器(储罐)焊接接头编号一览表 (3)压力容器焊接材料汇总表 (4)压力容器(储罐)接头焊接工艺卡(S-1) (5)压力容器(储罐)接头焊接工艺卡(S-2) (6)压力容器(储罐)接头焊接工艺卡(S-5) (7)压力容器(储罐)接头焊接工艺卡(S-4) (8)压力容器(储罐)接头焊接工艺卡(S-3) (9)压力容器(储罐)接头焊接工艺卡(S-6) (10)压力容器(储罐)接头焊接工艺卡(S-7) (11)压力容器(储罐)接头焊接工艺卡(S-8) (12)压力容器(储罐)接头焊接工艺卡(S-9) (13)压力容器(储罐)接头焊接工艺卡(S-10) (14)压力容器(储罐)接头焊接工艺卡(S-11) (15)附焊接工艺评定报告 (16)表F. 1预焊接工艺规程(pWPS) (18)表F.2焊接工艺评定报告 (20)焊接工艺评定施焊记录 (23)焊接工艺评定焊缝外观检查记录 (24)ma倩微)联燃编导〜赫股工域相卜啕微邓-船幅C-魅辅域曾靴Hi例糊搬E能%如绘解OItifOf岸工撕帖魏馥林E2S-I1 HH1SMAI-II-6FG-10/45-F3JE1S-10 P0R18-01SilAf-IH(rl2-F3JSAHM7/08C1-C6 S-9 PQR18-01 S»IHFG-10/45-F3JD9-D14 S-8 期18-01 S.W-1I-6FG-10/45-F3J IIT-IOOI D7-D8 S-7 PQR18-01 S»IHFG-10/45-F3J MT-100S[)14)6 S-6 PQR18-01 SJIAFIHFG-10/M 『1峨自队B5 S-5 P0R18-01 Sm-lI-lG-12-F3J n A1S4 PQR1H1I>IHHR|RMOOS B3S-3 PQR1H1SWAHI-1G-12-F3JSAI-1G-07/08n止眼蛇B1-B2S-2 P0R18-01SB-IMG-12-F3JSAF1G-07/08ira AIA5,ST P0R18-01Sm-lI-lG-12-F3JSAF1GW08晅哪笈力卷器(窗I)接头脚按工名卡(S・5)用力卷器(率I)接头脚按工名卡6・7)am (/i)接头展按工名卡(s&即溶器(ttft)按划除工名卡(S3)五力^器(11«)拣期I的工名卡(S・10)五力^器(i*a)接失算的工?卡(s・ii)附墀接工艺评定报告焊接工艺评定报告评定编号:PQR18-01焊接方法:SMAW+SAW母材及规格:Q235B(12mm)编制: XXX审核: XXX批准: XXX江苏X义超远压力容器制造有限公司2018年3月1日目录表F.1预墀接工艺规程(pWPS )单位名称 江苏xx 超远压力容器制造有限公丁预焊接工艺规程编号pWPS-CY2018-03 日期2018. 02. 15焊接方法 SMAW+ SAW 机械化程度(手工J 、机动、自动J 半自动) 焊接接头:__________________________________________ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材:类别号 FeT 组别号FeT-2与类别号 Fe-l ________ 组■别号FeT-2相焊或标准号 GB/T700-2006 材料代号 Q235B 与标准号 GB/T700-2006 材料代号 Q235B 相焊对接焊缝焊件母材厚度范围 _______________ 12. 0mm 〜24. 0mm _________________________________________ 角焊缝焊件母材厚度范围 _______________________ 丕眼 _______________________________________________ 管子直径、壁厚范围:对接焊健 直径不限,壁厚12~24.0nim 角焊健 ____________________ 丕眼 _____________ 其他 ___________________________________________ 无 ________________________________________________ 填充金属:焊材类别: 焊丝 焊条/焊材标准: NB/T47014. 2GB5117填充金属尺寸: ①4.0 ①3. 2焊材型号:/碱性焊材牌号(金属材料代号): H08MnA/焊剂 431J427填充金属类别:Fe _l _2/其他 ___________________________________________ / _________________________________________________对接焊缝焊件焊缝金属厚度范围: 12.0~24.0mm 角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb// / // / /// / /其他:/注:对每一种母材与焊接材料的组合均需分别填表。
阀体加工工艺过程卡片

南通职业大学机械工程系机械加工工艺过程卡片产品型号零件图号2”Z41H1500Lb-1产品名称零件名称阀体共1页第 1 页材料牌号WCB毛坯种类铸件毛坯外形尺寸373mm*216mm*262mm每毛坯件数1每台件数1备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件10 质检机械性能检材质检质检20 检验毛胚检验质检游标卡尺30 标识标识毛胚仓库喷漆枪40 粗车粗车右端法兰盘金工C5112C立式车床游标卡尺,90度偏头外圆车刀,90度偏头端面车刀50 粗车粗车左端法兰盘金工C5112C立式车床游标卡尺,90度偏头外圆车刀,90度偏头端面车刀60 粗车粗车中端法兰盘金工C5112C立式车床游标卡尺,90度偏头外圆车刀,90度偏头端面车刀70 整理整理准备80 划线划线金工钢尺划线器90 钻孔钻两边法兰盘上孔8-Ø25mm金工ZQ3050万能摇臂钻床Ø25.4mm高速钢钻头,游标卡尺100 钻孔钻中法兰盘上孔10-Ø25mm金工ZQ3050万能摇臂钻床Ø25.4mm高速钢钻头,游标卡尺110 粗镗粗镗右阀座孔金工C5112C立式车床游标卡尺,60度镗刀120 粗镗粗镗左阀座孔金工C5112C立式车床游标卡尺,60度镗刀130 半精车半精车左右端阀座密封面金工C5112C立式车床游标卡尺,90度偏头端面车刀140 半精车半精车中阀座密封面金工C5112C立式车床游标卡尺,90度偏头端面车刀150 半精镗半精镗左右阀座孔金工C5112C立式车床游标卡尺,60度镗刀160 精车精车左右端阀座密封面金工C5112C立式车床游标卡尺,90度偏头端面车刀170 精车精车中阀座密封面金工C5112C立式车床游标卡尺,90度偏头端面车刀180 检验检验质检190 入库入库半成品库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
压力容器制造工艺卡
2、
3、≤
3、
4、≤
4、
5、≤
5、
环向错边量
1、≤3
1、
2、≤
2、
3、≤
3、
4、≤
4、
5、≤
5、
备
注
补强圈加工工艺过程及质量控制检验卡
HT/R工艺控08-C/3
产品编号
件号
材质及厚度
数量
工艺
检验
工序名称
控制项目
技术要求mm
检测记录mm
操作者
日期
检验员
日期
下料
质证书及标记确认
物证相符
按图样尺寸下料
纵缝焊接
按焊接工艺
见焊接记录
/
/
试板探伤
按焊接工艺
见探伤报告
/
/
校圆
最大、最小直径差
1、<2.5
1、
2、<2.5
2、
3、<2.5
3、
4、
4、
5、
5、
环向棱角度
1、<3
1、
2、<3
2、
3、<3
3、
4、
4、
5、
5、
环缝
组对
组对间隙
0~2
环缝对口错边量
1、<2.5
1、
2、<2.5
2、
3、
3、
4、
4、
纵向棱角度
审查记录
审查结论
材
料
审
查
材料标准性审查
□符合□不符合
材料与介质的相容性
□符合□不符合
材料的经济合理性
□符合□不符合
其它
□符合□不符合
材料责任工程师:日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品编号:电压力锅
工序名称:A1锅盖组合装配版次:0
产品名称:审核人/日期: 操作名称:批准人/日期: 编制人/日期:
产品编号:电压力锅
工序名称:A2外锅组合版次:0
产品名称:审核人/日期:操作名称:批准人/日期:编制人/日期:
产品编号:电压力锅控制面板组合版次:0
批准人/日期:编制人/日期:产品名称:审核人/日期:工序名称:A3操作名称:
产品编号:电压力锅外壳装配版次:
产品名称: 审核人/日期:工序名称:A4操作名称: 批准人/日期:编制人/日期:
产品编号:电压力锅
导线连接版次:0
工序名称:A5操作名称:批准人/日期:产品名称: 审核人/日期:编制人/日期:
产品编号:电压力锅底座装配版次:
编制人/日期:产品名称:工序名称:A6操作名称:批准人/日期:
审核人/日期:
产品编号:电压力锅铜阀体组合版次:0
产品名称:工序名称:A7操作名称:批准人/日期:
审核人/日期:编制人/日期:
产品编号:电压力锅量杯、饭勺、汤勺等包装版次:0
产品名称:工序名称:A8操作名称:批准人/日期:
审核人/日期:编制人/日期:
产品编号:电压力锅 审核人/日期:
成品入箱版次:
编制人/日期:产品名称:工序名称:A9操作名称:批准人/日期:。