使用Minitab进行GRR分析
minitab GRR范例
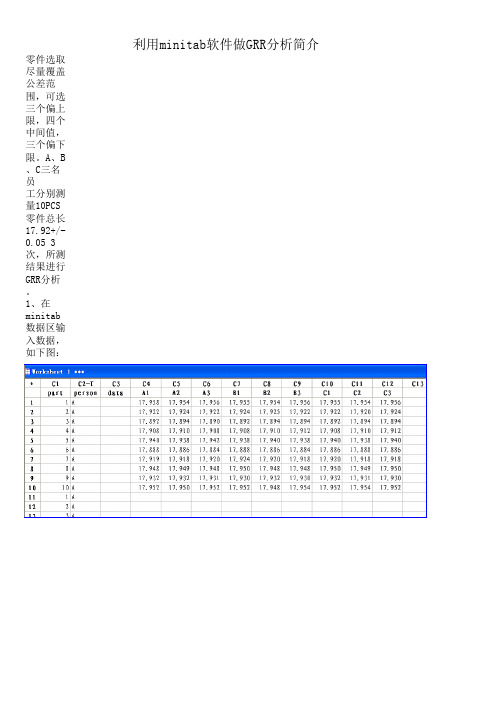
利用minitab软件做GRR分析简介零件选取尽量覆盖公差范围,可选三个偏上限,四个中间值,三个偏下限。
A、B、C三名员工分别测量10PCS零件总长17.92+/-0.05 3次,所测结果进行GRR分析。
1、在minitab数据区输入数据,如下图:注:1、part列输数字1-10(代表零件序号),连续9次,person列输入三名测量员的工号或姓名各30行。
A1、A2、A3、B1、B2、B3、C1、C2、C3对应的数据分别代表三名测量员三次测量的相应数据。
2、将A1至C3数据进行堆积,单击如下命令,3、出现对话框,如下图选择相应数据,后单击select 。
4、点Column of current workshee t,双击左侧框中C3 Data,结果如下图。
5、单击OK,则数据堆积在data列中。
6、选择如下命令进行,交叉式方差(Crosse d ANOVA)分析GRR 。
7、出现如下对话框。
part,单击Select,或双击C1 part;同样依次选择C2 person、C3 data 。
对话框如下图9、单击右侧Gage Info…标签,在对话框中填写量具相关信息后,点击OK。
在对话框中根据实际情况填写相关信息,我司要求内容如下:11、信息填写完毕后,单击上图对话框中OK标签。
单击主对话框中OK标签,绘图P e r c e n tPart-to-PartReprod Repeat Gage R&R 16080% Contribution % Study Var % ToleranceS a m p l e R a n g e0.00500.00250.0000_R=0.002733UCL=0.007036LCL=0AB CS a m p l e M e a n17.95017.92517.900__X=17.92573UCL=17.92853LCL=17.92294AB Cpersonpart CBA10987654321109876543211098765432117.95017.92517.900personCB A17.95017.92517.900Gage name:Depth Gauge Date of study :May 25.2012Reported by :W F Tolerance:0.001mm Misc:Components of VariationR Chart by personXbar Chart by persondata By part ( person )data by personG RR for 17.92+/-0.0512、Session 页面有相关数据,结果判定标准如也有客户标准如。
MINITAB之GRR学习课件(PowerPoint 18页)

Source
StdDev Study Var %Study Var
(SD)
(5.15*SD) (%SV)
Vibrator frequency 測試 不能達到要求!
Total Gage R&R Repeatability Reproducibility DUT DUT*Phone NO
R Chart by DUT
Response By DUT
150
1
2
3
4
350
300
100
250
200
50
150
UCL=28.59
100
0
RLC=L1=1.011
50 0
0
Oper
1
2
3
4
Xbar Chart by DUT
300
1
2
3
4
DUT*Phone NO Interaction
300
Average
Title Data
MINITAB 應用實例 -GRR
背景﹕某公司自行開發了一台測試機﹐經過GRR測試﹐得 出一組數據,現需要對該組數據進行分析
- 原始數據存放在Excel表格中 - 打開Excel文檔﹐選取所有的數據﹐copy - 把數據paste到Minitab的worksheet中,如下頁圖示
Part-To-Part Total Variation
578.56 353.22 225.34
6.57 218.77
5.60 584.17
99.04 60.47 38.58
1.13 37.45
0.96 100.00
Total GRR: 此數值為總GRR Total GRR= Repeatability+ Reproducibility 根據NOKIA要求﹐按以下范圍評定GRR結果 0 - 10% EXCELLENT 10-20% GOOD TO MARGINAL 20-30% MARGINAL TO NOT CAPABLE 30-100% NOT CAPABLE
使用minitab进行gage r

使用Minitab进行Gage R&R分析1.准备数据在进行分析前,先要准备好数据表(worksheet)。
数据表中的数据必须类似下面的形式,至少要有3列,一列是部件的编号,一列是操作员的编号或名字,一列是部件对应的具体测量值。
Minitab中可以通过下面两种方式来生成类似上图的工作表。
1)创建Gage R&R研究工作表-基于特定的Gage R&R 研究生成数据收集工作表;2)导入已有数据-比如已经把以前的数据保存在Excel的电子表格中。
创建Gage R&R研究工作表这功能类似新建工作表。
通过菜单选择Stat > Quality Tools > Gage Study > Create Gage R&R Study Worksheet(统计> 质量工具> 量具研究> 创建量具R&R 研究工作表)Number of parts后面输入零件数Number of operators后面输入操作员数Number of replicates后面输入每个零件被重复测量的次数在Part Name和Operator Name下的框中可以具体指定零件编号和操作员编号或名称。
下面是中文版的操作界面生成类似下图的表格然后按照RunOrder顺序给测量员测量不同编号的零件,并把结果保存到C5中。
导入已有数据如果以前是使用Excel表格程序来进行Gage R&R分析的话,就需要先把数据导入到Minitab中。
比如下面的表格可以看到一共有10个零件,由3个测量员,每个零件被每个测量员重复测量了3次。
由于Minitab中数据要以列来组织,所以我们要先做一下数据变换。
先把9列数据通过复制/粘贴到Minitab的工作表中,类似下图。
然后通过Minitab堆叠功能把数据堆到测量值那一列中。
具体可以通过数据堆叠功能,选择菜单Data>Stack>Columns(数据>堆叠>列)把C4-C12共9列数据都选到Stack the following columns下的框中把堆好的数据保存到C3(测量值)列中,具体见上图。
MinitabGRR介绍

Minitab 应用实例 -GRR
Graphic window 中可以看到相应的图表
frequency
样品与样品的差异很大
3个分析者之间的差异比 较小﹐图中的线基本成水 平线
PPT文档演模板
Xbar chart 的点都落在 UCL和LCL之外﹐是因为 样品的差异很大
分析者与样品的交互作用 明显﹐图中曲线大幅波动 ﹐但由于分析者之间的差 异比较小﹐图中四条曲线 基本重合
MinitabGRR介绍
演讲完毕,谢谢听讲!
再见,see you again
PPT文档演模板
2020/11/2
MinitabGRR介绍
Title Data
PPT文档演模板
MinitabGRR介绍
Minitab 应用实例 -GRR
打开源数据 (EXCEL格式)
PPT文档演模板
MinitabGRR介绍
Minitab 应用实例 -GRR
操作人员 样品批号
分析项目
PPT文档演模板
GRR 分析数据Worksheet
MinitabGRR介绍
MinitabGRR介绍
PPT文档演模板
2020/11/2
MinitabGRR介绍
Minitab 介绍
菜单命令栏/ 工具条
会话记录 窗口
原始数据 表格
PPT文档演模板
MinitabGRR介绍
Minitab 介绍
n 命令菜单/工具条 介绍 n File菜单 n File 菜单中的命令处理与数
据存贮﹐输入输出相关的任务. 大部分我们所要分析的数据对 象来自于Excel表﹐因此数据 的输入通常是在Excel表中 copy,然后paste到Minitab中
Minitab各功能操作说明

统计 > 质量工具 > 量具研究 > 量具 R&R 研究(嵌套)(破坏性试验)数据的要求:对数据进行排列,以使每一行都包含部件名或部件号、操作员以及实测测量值。
部件和操作员可以是文本或数字。
部件嵌套在操作员中,因为每名操作员都测量唯一的部件。
要设置并随机排列工作表,请参阅创建量具 R&R 研究工作表。
注如果您使用破坏性试验,则必须能够假定一批中所有部件的相同程度足够高,以致于可以把它们当作是同一部件。
在下面的示例中,Daryl 的部件号 1 是与 Beth 的部件号 1 完全不同的部件。
部件号操作员测量值部件号操作员测量值1 Daryl 1.48 1 Daryl 1.481 Daryl 1.43 1 Daryl 1.432 Daryl 1.83 2 Daryl 1.832 Daryl 1.83 2 Daryl 1.833 Daryl 1.53 3 Daryl 1.533 Daryl 1.52 3 Daryl 1.524 Beth 1.38 1 Beth 1.384 Beth 1.78 1 Beth 1.785 Beth 1.33 2 Beth 1.33... ... ... ... ... ...量具R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行。
您可以使用[7]中介绍的方法估计任何缺失的观测值。
缺失数据:量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行来计算方差分量。
如果出现缺失数据,则可能需要对缺失观测值进行估计。
有关估计的方法,请参见[7]。
估计了缺失观测值后,便可将数据作为平衡设计进行分析。
指定量具公差及量具变异:研究变异:输入要在会话窗口输出的研究变异列中使用的倍数。
默认倍数是 6,这是捕获过程测量的 99.73% 所需的标准差个数。
过程公差:输入已知公差极差(规格上限 - 规格下限)、规格下限或规格上限。
培训课件:MINITAB之GRR学习

24.0534 18.7941 15.0115
2.5637 14.7909
2.3672 24.1696
123.875 96.790 77.309 13.203 76.173 12.191
124.473
99.52 77.76 62.11 10.61 61.20
这个结果表明测试机的
Source
StdDev Study Var %Study Var
(SD)
(5.15*SD) (%SV)
Vibrator frequency 测试 不能达到要求!
Total Gage R&R Repeatability Reproducibility DUT DUT*Phone NO
9.79 100.00
Number of Distinct Categories = 0
Gage R&R for Vibrator Fre
Distinct Categories
根据AIAG的建议﹐当此数值小于2时﹐代表测 试系统无法控制制程质量﹔而当此数值为2 时﹐代表测试系统可以识别Low 和 high 两种 状态﹔当此数值为3时﹐代表测试系统可以识 别Low/Middle/high 三种状态﹔当此数值为4 以上时﹐代表测试系统有足够的能力控制制程 质量
试工位(DUT)当作是一个操作员﹐本例中涉及4个DUT﹐即 DUT1﹐DUT2﹐DUT3﹐DUT4
MINITAB 应用实例 -GRR
2.3 用同样的方法在Measurement data 中输入Vibrator Frequency, 即分析的对象
* Measurement data 为测试结果
MINITAB-R14-使用手册(GRR)
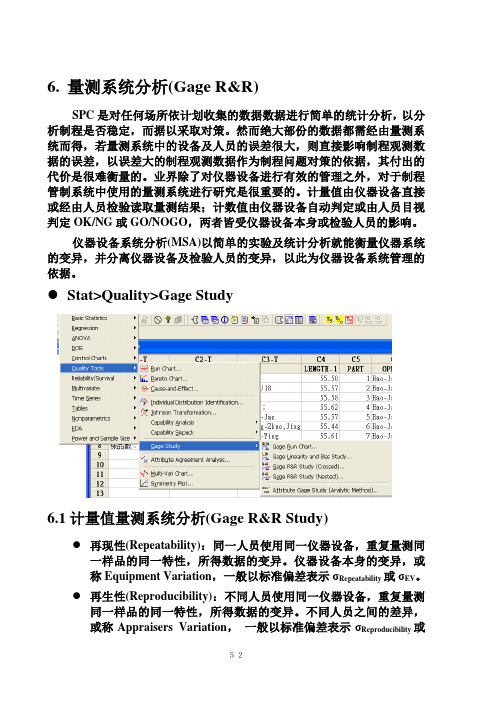
526. 量测系统分析(Gage R&R)SPC 是对任何场所依计划收集的数据数据进行简单的统计分析,以分析制程是否稳定,而据以采取对策。
然而绝大部份的数据都需经由量测系统而得,若量测系统中的设备及人员的误差很大,则直接影响制程观测数据的误差,以误差大的制程观测数据作为制程问题对策的依据,其付出的代价是很难衡量的。
业界除了对仪器设备进行有效的管理之外,对于制程管制系统中使用的量测系统进行研究是很重要的。
计量值由仪器设备直接或经由人员检验读取量测结果;计数值由仪器设备自动判定或由人员目视判定OK/NG 或GO/NOGO ,两者皆受仪器设备本身或检验人员的影响。
仪器设备系统分析(MSA)以简单的实验及统计分析就能衡量仪器系统的变异,并分离仪器设备及检验人员的变异,以此为仪器设备系统管理的依据。
●Stat>Quality>Gage Study6.1计量值量测系统分析(Gage R&R Study)● 再现性(Repeatability):同一人员使用同一仪器设备,重复量测同一样品的同一特性,所得数据的变异。
仪器设备本身的变异,或称Equipment Variation ,一般以标准偏差表示σRepeatability 或σEV 。
● 再生性(Reproducibility):不同人员使用同一仪器设备,重复量测同一样品的同一特性,所得数据的变异。
不同人员之间的差异,或称Appraisers Variation , 一般以标准偏差表示σReproducibility 或σAV。
非破坏性Gage R&R Study(Crossed)可经由实验的方法来估计再现性(Repeatability)及再生性(Reproducibility)的变异数或标准偏差,一般在产业界流通的方法如下:(1) 计划内容1.组成项目小组。
2.选定平常使用该仪器设备的检验员,人数m=2~3人,当仪器设备的能力未知时m=3人,当仪器设备以前的能力曾合格者时m=2人。
minitab重复性再现性分析操作流程

minitab重复性再现性分析操作流程
内容:
一、导入数据
在Minitab的工作表中导入测量的数据。
数据应包括每个样品的多次测量值。
二、绘制个体控制图
1. 点击Stat > Control Charts > Individuals Chart
2. 在Variables框中选择测量值所在的列
3. 点击Graphs > Histogram,选择相同的变量生成直方图,检查数据是否符合正态分布
4. 返回Individuals Chart对话框,点击OK生成个体控制图
5. 检查控制图是否有异常点或趋势,必要时删除异常数据
三、重复性分析
1. 点击Stat > ANOVA > Gage R&R
2. 将测量数据列拖到Part变量框
3. 将试验人员列拖到Appraiser变量框
4. 保持Replication变量框为空
5. 点击OK运行分析
6. 查看结果中的Repeatability标准差(SD)和重复性变异数P/T值
四、再现性分析
1. 将试验人员列同时拖到Part和Appraiser变量框
2. 点击OK运行分析
3. 查看结果中的Reproducibility标准差(SD)和再现性变异数P/T值
4. 比较重复性和再现性指标,判断测量系统是否稳定合格
以上是使用Minitab进行重复性再现性分析的操作流程。
需要根据实际数据和目的进行适当修改。