ATL锂离子电池设计相关方案资料
atl锂离子电池安全手册
atl锂离子电池安全手册摘要:1.锂离子电池的基本原理和安全特性2.ATL锂离子电池产品的应用范围3.锂离子电池的使用注意事项4.锂离子电池的安全事故应对措施5.结论:锂离子电池在合理使用下的安全性正文:锂离子电池作为一种高效、环保的能源存储设备,广泛应用于消费电子、电动汽车、储能系统等领域。
然而,锂离子电池的安全问题一直备受关注。
本手册旨在让大家了解锂离子电池的基本原理、安全性、应用范围以及使用注意事项,从而正确使用和保障锂离子电池的安全。
一、锂离子电池的基本原理和安全特性锂离子电池的工作原理是利用锂离子在正负极之间来回迁移实现电能的储存和释放。
其安全性主要体现在以下几个方面:1.电池材料:优质的原材料和先进的电池结构设计有助于降低安全事故的风险。
2.电池管理系统(BMS):通过对电池组的工作状态进行实时监控,确保电池在安全范围内工作。
3.保护电路板(PCB):对电池进行过充、过放、短路等保护,防止电池过热、燃烧或爆炸。
二、ATL锂离子电池产品的应用范围ATL(Asia Time Life)锂离子电池产品广泛应用于消费电子、电动汽车、储能系统、医疗设备等领域。
在不同的应用场景下,锂离子电池都需遵循相应的安全规范和使用指南。
三、锂离子电池的使用注意事项1.遵循电池厂家的使用规范,正确安装、连接和拆卸电池。
2.确保电池充电器和充电线质量可靠,避免使用破损、受潮的充电器或充电线。
3.不要将电池暴露在高温、潮湿、腐蚀性环境中,避免阳光直射。
4.不要拆卸电池或将电池投入火中,以免引发火灾。
5.不要在电池附近吸烟、使用明火,防止火花引发电池燃烧。
四、锂离子电池的安全事故应对措施1.如发现电池外观受损、发热、冒烟等异常现象,应立即断开电源,远离火源,并通知专业人员处理。
2.在火灾事故中,使用灭火器或灭火器具进行初期灭火,并立即拨打火警电话报警。
3.在电池泄漏时,使用干燥的砂土、毛巾等物品覆盖泄漏处,避免泄漏液体接触到火源。
锂离子电池生产主工艺设计

目录1.设计的目的与任务 (1)1.1课程设计背景 (1)1.2课程设计目的与任务 (1)2.设计的详细内容 (2)2.1原材料及设备的选取 (3)2.2电池的工作原理 (3)2.3电池的制备工艺设计 (4)2.3.1制片车间的工艺设计 (4)2.3.2装配车间的工艺设计 (8)2.3.3化成车间工艺设计 (9)2.3.4包装车间工艺设计 (11)2.4厂房设计 (13)3.经济效益 (13)4.对本设计的评述 (14)参考文献 (16)1.设计的目的与任务1.1课程设计背景自从1990年SONY采用可以嵌锂的钴酸锂做正极材料以来,锂离子电池满足了非核能能源开发的需要,同时具有工作电压高、比能量大、自放电小、循环寿命长、重量轻、无记忆效应、环境污染少等特点,现成为世界各国电源材料研究开发的重点[1~3]。
锂离子电池已广泛应用于移动电话、便携式计算机、摄像机、照相机等的电源,并在电动汽车技术、大型发电厂的储能电池、UPS电源、医疗仪器电源以及宇宙空间等领域具有重要作用[4~5]。
正极材料作为决定锂离子电池性能的重要因素之一,研究和开发更高性能的正极材料是目前提高和发展锂电池的有效途径和关键所在。
目前,已商品化的锂电池正极材料有钴酸锂、锰酸锂、镍酸锂等,而层状钴酸锂正极材料凭借其电压高、放电平稳、生产工艺简单等优点占据着市场的主要地位,也是目前唯一大量用于生产锂离子电池的正极材料[6~8]。
18650电池是指外壳使用65mm高,直径为18mm的圆柱形钢壳为外壳的锂离子电池。
自从上个世纪90年代索尼推出之后,这种型号的电池一直在生产,经久不衰。
经过近20年的发展,目前制备工艺已经非常成熟,性能有了极大的提升,体积能量密度已经提高了将近4倍,而且成本在所有锂离子电池中也是最低,目前早已走出了原来的笔记本电脑的使用领域,作为首选电池应用于动力及储能领域。
1.2课程设计目的与任务如前文所述,在目前商业化的锂离子电池中,很多厂家都选用层状结构的LiCoO作为正极材料。
锂电池项目计划书

锂电池项⽬计划书⽬录第⼀章基本情况第⼆章项⽬建设单位基本情况第三章建设必要性分析第四章产业分析预测第五章项⽬建设规模第六章项⽬选址可⾏性分析第七章项⽬⼯程设计研究第⼋章项⽬⼯艺技术第九章项⽬环境影响分析第⼗章项⽬⽣产安全第⼗⼀章项⽬风险说明第⼗⼆章节能分析第⼗三章项⽬实施进度计划第⼗四章投资估算第⼗五章项⽬经营收益分析第⼗六章项⽬评价结论第⼗七章项⽬招投标⽅案第⼀章基本情况⼀、项⽬概况(⼀)项⽬名称锂电池项⽬(⼆)项⽬选址xx循环经济产业园(三)项⽬⽤地规模项⽬总⽤地⾯积33716.85平⽅⽶(折合约50.55亩)。
(四)项⽬⽤地控制指标该⼯程规划建筑系数56.45%,建筑容积率1.32,建设区域绿化覆盖率5.31%,固定资产投资强度176.33万元/亩。
(五)⼟建⼯程指标项⽬净⽤地⾯积33716.85平⽅⽶,建筑物基底占地⾯积19033.16平⽅⽶,总建筑⾯积44506.24平⽅⽶,其中:规划建设主体⼯程34017.40平⽅⽶,项⽬规划绿化⾯积2362.34平⽅⽶。
(六)设备选型⽅案项⽬计划购置设备共计126台(套),设备购置费3954.16万元。
(七)节能分析1、项⽬年⽤电量958084.65千⽡时,折合117.75吨标准煤。
2、项⽬年总⽤⽔量12880.66⽴⽅⽶,折合1.10吨标准煤。
3、“锂电池项⽬投资建设项⽬”,年⽤电量958084.65千⽡时,年总⽤⽔量12880.66⽴⽅⽶,项⽬年综合总耗能量(当量值)118.85吨标准煤/年。
达产年综合节能量37.53吨标准煤/年,项⽬总节能率23.92%,能源利⽤效果良好。
(⼋)环境保护项⽬符合xx循环经济产业园发展规划,符合xx循环经济产业园产业结构调整规划和国家的产业发展政策;对产⽣的各类污染物都采取了切实可⾏的治理措施,严格控制在国家规定的排放标准内,项⽬建设不会对区域⽣态环境产⽣明显的影响。
(九)项⽬总投资及资⾦构成项⽬预计总投资12755.63万元,其中:固定资产投资8913.48万元,占项⽬总投资的69.88%;流动资⾦3842.15万元,占项⽬总投资的30.12%。
ATL 锂离子聚合物软包电芯化成工艺

10)停止
4.电池初检
4.1电池在续充后先根椐电池的容量进行分容,分容标准参见各型号电池的分级标准;
4.2对于续充工序不良品(B级、C级品)经品质部确认后直接入库;
4.3每批电池抽取当批电池一万-20000pcs不等测试容量、内阻、尺寸(厚度、长度、宽度)分布图;
2.1静置:电池预充后要静置,静置时气囊朝上竖直放置,必须根据电池的型号按规定时间静置,之后取出来进行抽气及二次封装,封装好后进行切、折边,静置时间不超过48h;
2.21压芯,自动热冷压进行压芯处理,保持电池平整完整。
2.3抽气:根据电池的型号严格控制抽气时电解液的损失量;
2.4二次封装设备设置参数:(保证包装膜热封牢固,拉力检测合格,熔胶良好)
6.10续充上夹具方式按PE文件进行,试产电芯可按项目负责人要求进行。
6.11对预充、二次封装、续充、初检、复检各工序产生的无电压、内阻无穷大、短路以及外观严重缺陷的电芯做报废处理。
6.12电芯在注液后的静置以及预充后的静置时间:最短时间控制按各型号工艺文件,最长时间按此工艺文件规定,特殊情况下(如停电等)超过规定时间,作让步放行生产。
6.5整个作业过程,尤其是二次封装时,小心电池短路并注意生产安全;
6.7触拿电池应戴手指套或手套,以保护电池外观不良影响;
6.8对化成工序电芯静置的环境温度,其它工艺若与此有冲突之处,以此份工艺为准。
6.9二次封装后的电池用专用的有机玻璃板及燕尾夹将电池夹住后,进行续充,注意保证有机玻璃板的表面平滑无杂质,燕尾夹的松紧度大体一致。
6.1容量大于2000mAh的电池不适用此工艺,如工艺文件有具体化成要求的,按照其要求执行;
6.2电池正负极与化成夹具极性对应并保证接触良好,上线时要注意极性夹反,接触不良等现象;
锂离子电池设计公式
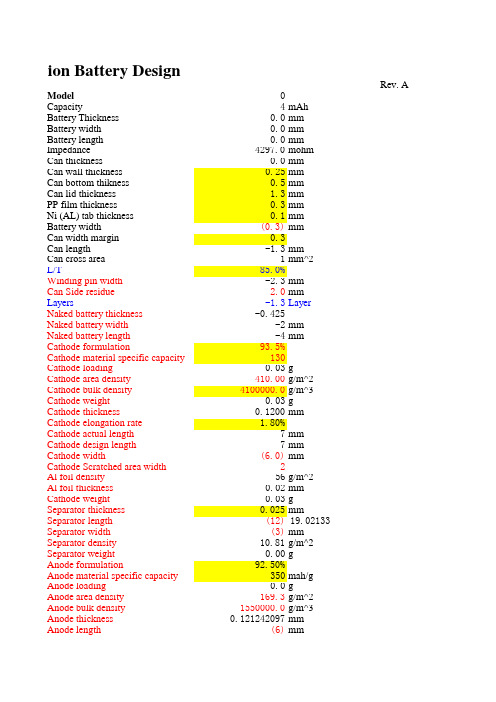
Rev. A Model Capacity Battery Thickness Battery width Battery length Impedance Can thickness Can wall thickness Can bottom thikness Can lid thickness PP film thickness Ni (AL) tab thickness Battery width Can width margin Can length Can cross area L/T Winding pin width Can Side residue Layers Naked battery thickness Naked battery width Naked battery length Cathode formulation Cathode material specific capacity Cathode loading Cathode area density Cathode bulk density Cathode weight Cathode thickness Cathode elongation rate Cathode actual length Cathode design length Cathode width Cathode Scratched area width Al foil density Al foil thickness Cathode weight Separator thickness Separator length Separator width Separator density Separator weight Anode formulation Anode material specific capacity Anode loading Anode area density Anode bulk density Anode thickness Anode length 0 4 0.0 0.0 0.0 4297.0 0.0 0.25 0.5 1.3 0.3 0.1 (0.3) 0.3 -1.3 1 85.0% -2.3 2.0 -1.3 -0.425 -2 -4 93.5% 130 0.03 410.00 4100000.0 0.03 0.1200 1.80% 7 7 (6.0) 2 56 0.02 0.03 0.025 (12) (3) 10.81 0.00 92.50% 350 0.0 169.3 1550000.0 0.121242097 (6) mAh mm mm mm mohm mm mm mm mm mm mm mm mm mm^2 mm mm Layer mm mm g g/m^2 g/m^3 g mm mm mm mm g/m^2 mm g mm 19.02133 mm g/m^2 g mah/g g g/m^2 g/m^3 mm mm
锂离子电池基本原理和工艺流程介绍

负极集流体 ATL Confidential
Cu 箔(Cu 网) 导电碳黑(迭片特有) 粘结剂(迭片特有) 溶剂
2/26/2020
阳极Anode
阴极活性物质 电子导电 粘结 塑化剂,经萃取可造孔 溶剂
集流体 电子导电 粘结膜片和集流体
Amperex Technology Limited
Surpassing customer’s expectation
2/26/2020
阴极Cathode
阴极活性物质 电子导电 粘结 塑化剂,经萃取可造孔 溶剂
集流体 电子导电 粘结膜片和集流体
Amperex Technology Limited
Surpassing customer’s expectation
Anode 阳极
MCMB或石墨
导电碳黑 粘结剂 塑化剂(迭片特有) 丙酮
ATL Confidential
2/26/2020
Amperex Technology Limited
Surpassing customer’s expectation
常用术语
CC: 恒流充电 (Constant Current: 恒定电流的充电过程)
CV: 恒压充电 (Constant Voltage: 恒定电压的充电过程)
Surpassing customer’s expectation
迭片工艺的主要工艺流程
--- Lam Ⅰ
ATL Confidential
2/26/2020
Amperex Technology Limited
Surpassing customer’s expectation
迭片工艺的主要工艺流程 --- Stacking
锂离子电池粘结剂总结ATLCATL
Ref
2 Solid content
N/A
Baking(105℃/2h)
Spec
3
D10
LPS
Ref
Physical and
4 5
Particle size
D50 D90
LPS
Ref
LPS
Ref
chemical 6
D99
LPS
Ref
properties of 7 PH
N/A
PH meter
Spec
binder 8 Viscosity
180°peel strength
Ref
16 Cohesion
N/A
180°peel strength
Ref
Electrode 17 Flexible
N/A
Peel off after winding on 1.5mm roll
Ref
18 Wettability in EL.
N/A
Disappear time
2 1C/1C @-5℃ TBD
V
V
V
6.2 Cycle life-Free
4 1C/1C @45/60℃
V
V
V
V
容量(图/表)/体积(THK)/ DCR(图)
6.3 Cycle life + 600N夹具
6 1C/1C@25/45/60℃
V
V
V
V
V
容量(图/表)/ DCR(图)
7 低温析锂试验(需拆解)
集流体(Al/Cu 箔)之间的粘结力。
Cohesion-180°剥离实验 极片内聚力主要指极片内部之间的粘
结力。
atl电池工艺
atl电池工艺ATL电池工艺是一种先进的电池生产工艺,它在现代电子设备中得到广泛应用。
本文将介绍ATL电池工艺的原理、特点以及应用。
ATL电池工艺是指使用先进的自动化技术和精密设备来生产电池。
它采用先进的材料和工艺,通过一系列的步骤将正极、负极和电解液等组件组装成电池。
ATL电池工艺具有以下几个特点:ATL电池工艺具有高度的自动化程度。
通过使用自动化设备,可以大大提高电池的生产效率和质量。
自动化设备可以减少人工操作,降低人为因素对电池性能的影响。
ATL电池工艺采用了高精度的组装技术。
通过使用精密设备,可以确保电池组件的尺寸和形状的一致性。
这有助于提高电池的性能和可靠性。
ATL电池工艺还采用了高效的材料和工艺。
通过使用高效的材料和工艺,可以提高电池的能量密度和循环寿命。
这对于电子设备来说尤为重要,因为它们需要更高的能量密度和更长的使用寿命。
ATL电池工艺还具有灵活性和可扩展性。
它可以适应不同类型和规格的电池生产,从小型电池到大型电池,都可以使用ATL电池工艺进行生产。
这使得ATL电池工艺在各种应用领域都有广泛的应用。
ATL电池工艺在许多领域都得到了应用。
首先,它在移动电子设备中得到了广泛应用,如智能手机、平板电脑和手持游戏机等。
ATL 电池工艺可以提供高能量密度和长循环寿命,满足这些设备对电池性能的要求。
ATL电池工艺还在电动汽车领域得到了应用。
电动汽车需要大容量、高能量密度和长循环寿命的电池,ATL电池工艺可以满足这些要求。
通过使用ATL电池工艺,可以生产出性能优良的电动汽车电池。
ATL电池工艺还在能源存储领域得到了应用。
随着可再生能源的发展,能源存储系统的需求也在增加。
ATL电池工艺可以生产出高效、可靠的能源存储电池,满足能源存储系统的需求。
总的来说,ATL电池工艺是一种先进的电池生产工艺,具有高度的自动化程度、高精度的组装技术、高效的材料和工艺以及灵活性和可扩展性等特点。
它在移动电子设备、电动汽车和能源存储等领域都有广泛的应用。
锂离子电池设计
Pocket 内坑深度(<5.05mm,单坑;>5.05mm,双坑)= (电芯平均厚度 - 2*铝塑膜厚度)/1.08
隔离膜宽度
隔膜宽度= pocket内坑长度+0.5~0.6mm
顶封区
倒角0.6
阳极 隔离膜
数据比较:
Source
SS-FSN-1 BTR-818
Particle Size (D10)(μm)
6.7
10.8
Particle Size (D50)(μm)
14.5
18.0
Physical Particle Size (D90)(μm)
28.9
29.8
BET (m2/g)
1.23
1.39
Design density (g/cm3)
Length
Width
58.53
32.00
菱形卷针示意图
Input information
Width margin 0.85
T1
1.2
T2
0.8
Swelling
1.08
Angle (α)
10
LS
3.0
LS( min)
2.7
Rhombic mandrel
Single piece width
Complex width
电芯设计原则
安全
Cell balance Overhang
超越客户期望
材料和配方的选取 工序控制
电芯设计思路
客户规格(T、L、W、Cap) Pocket内坑尺寸(L、W) 隔膜宽度(W) 正负极极片宽度(W) 卷针尺寸 正负极极片尺寸(L)
储能锂离子电池工厂规划设计工艺要点
储能锂离子电池工厂规划设计工艺要点本文以某10GWh产能规模的储能锂离子电池工厂为例,对储能锂离子电池工厂的工艺荷载要求、工艺净高要求、洁净度控制、温湿度控制、照度要求、工艺动力用量等方面进行分析,在规划设计阶段将各工序的工艺要点与土建工程和机电工程充分结合,为建设高品质的储能锂离子电池工厂提供一些参考。
锂离子电池工厂的主流建设规模从几个GWh快速发展到几十个GWh,已进入TWh时代。
据不完全统计,2022年开工建设的10GWh产能以上的储能锂离子电池工厂多达30家,总投资规模高达1000亿元。
生产厂房规模和面积都呈现出巨大增长,同时储能领域对锂离子电池的质量和安全要求也在不断提高,因此对工厂建设和管理提出的要求也更高。
锂离子电池生产车间的主要作用在于控制锂离子电池产品所接触大气的洁净度及温、湿度,使工人能在一个良好环境空间中生产、制造、测试产品,并且还应提供适宜的工艺荷载要求、工艺净高要求、工艺动力用量及品质。
这些锂离子电池工厂建设的工艺条件必须在工厂规划设计阶段充分考虑,并指导土建工程的设计和施工,为运营阶段的成本控制和产品质量打下坚实基础,满足高品质储能锂离子电池工厂的建设目标。
1.工厂总平面图以某储能用锂离子电池产品工厂建设项目为例,设计产能为10GWh,包含电芯、模组和Pack全工艺流程。
采用磷酸铁锂材料的电芯产品的容量规格主要有两种,分别为100Ah和280Ah。
如图1所示,总平面布局分为办公研发区、仓储功能区、公用工程区、核心生产区4个部分。
其中,核心生产区由储能电芯厂房1、储能电芯厂房2、模组Pack厂房共3栋建筑组成。
2.规划设计工艺要点储能用锂离子电池工厂的核心生产区是电芯厂房和模组Pack厂房,也是工厂规划设计的关键点,因此笔者主要讨论和分析核心生产区的3栋建筑的规划设计工艺要点,并且结合产品的使用用途、工艺路线、设备选型、材料要求等特点,为行业建设高品质的同类工厂提供参考和依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12、正极片各段刮料长度设计 极组单数层:前端刮料区22mm;尾端刮料区:30宽度:25mm和85mm 34宽度:25mm和95mm
13、正极片总长度计算 正极敷料长度+(各刮料区总长度/2)
14、确定负极总长度 负极敷料量/(正极面密度/正负极面密度之比)+负极刮料区长度
五.锂离子电芯(以铝壳为例)设计的基本步骤
1. 容量初步评估 有效体积*体积比容量
2. 外型结构设计 (1) 壳体设计 圆角铝壳厚度≤5.4mm采用平焊,圆角铝壳厚度>5.4mm采用立焊,方角采用平焊 壳体厚度:成品电池尺寸减至少0.25mm 壳体壁厚:0.2mm或0.25mm以上 (2) 盖板设计 (3) 隔圈(绝缘片)设计
10、确定正、负极片、隔膜 宽度 负极宽度≥正极宽度+1mm; 隔膜宽度≥负极宽度+2.5mm; 铝壳厚度<8mm,隔膜宽度≤ 铝壳高度-铝壳底厚-盖板嵌入铝壳内部高度-
隔圈凹槽垫块厚度(见示意图)+0.85mm; 铝壳厚度≥8mm,隔膜宽度≤铝壳高度-铝壳底厚-盖板嵌入铝壳内部高度-隔
圈凹槽垫块厚度(见示意图)+0.35mm
5、设计容量 常规型号:设计容量≥A2等级容量下限值; 高容型号:设计容量≥标称容量(设计容量按敷料量下限值计算)
6、正极敷料量计算 正极敷料量:设计容量/正极混料比容量 负极敷料量:设计容量/负极混料比容量
7、根据该型号的设计开发难度,假设一个合适的正极面密度,正极面密度设计 范围为:40.00~45.99mg/cm2
4. 确定电池组中单电池数。 单体电池数目 = 电池工作总电压单体电 / 电池 工作电压
5. 计算电池容量 6. 根据要求的工作电流和工作时间计算额定容量。
× 额定容量 = 工作电流 工作时间
7. 确定设计容量 设计容量 = 额定容量 * 设计系数 其中设计系数是为保证电池的可靠性和使用寿命而设定的
对于电池的不当使用,可能会造成电池的过热和漏液,进而损害 身体或损坏其他设备。所以在电池设计时,安全性是一个非常重要的 环节。电池的安全性考虑会在电池的理论设计之前进行,包括了材料 的选择能否符合要求,安全功能的设计是否符合要求等等。
四.电池设计的思路及基本步骤
根据电池用户要求,电池设计的思路有两种:一种是为用电设备 和仪器提供额定容量的电源;另一种则只是给定电源的外形尺寸,研 制开发性能优良的新规格电池或异形电池。 1 . 确定容量电池设计步骤 2. 确定组合电池中音体电池数目,单体电池工作电压与工作电流密度。 3. 根据用户要求确定电池组的工作总电压,工作电流等指标,选定电 池系列,参照该系列的“伏安曲线”(经验数据或通过实验所得)确 定单体电池的工作电压与工作电流密度。
电池设计基本知识培训
研发中心产品开发部 潘启明
2006.7.12
一.电池设计的目的和基本原则
电池设计就是根据仪器设备的要求,为其提供具有最佳使用性能 的工作电源或动力电源。因此,电池设计首先必须满足用电器的使用 要求,并进行优化,使其具有最佳的综合性能,以此来确定电池的电 极、电解液、隔膜、外壳和其它零部件的参数,并将它们合理搭配, 制成具有一定规格和指标的电池或电池组。
二.电池的设计要求
电池设计是为满足对象(用户或仪器设备)的要求进行的。因此, 在进行电池设计前,首先必须详尽地了解对象对电池性能指标及使用 条件的要求,一般包括以下几个方面: • 电池的工作电压; • 电池的工作电流,即正常放电电流和峰值电流; • 电池的工作时间,包括连续放电时间,使用期限或循环寿命; • 电池的工作环境,包括电池工作时所处状态及环境温度; • 电池的最大允许体积。 • 同时还应考虑:材料来源;电池性能;电池特性的决定因素电池工 艺;经济指标;环境问题等方面的因素。
有电器的工作环境和使用条件要求电池在特定的温度范围内具有 良好的性能。
( 4 )贮存性能 电池贮存一段时间后,会因某些因素的影响使性能发生变化,导
致电池自放电;电解液泄漏;电池短路等。
( 5 )循环寿命(二次电池) 循环寿命是指二次电池按照一定的制度进行充放电,其性能减到
某一程度(例如,容量初始值的 60% )时的循环次数。 ( 6 )安全性能
3. 材料选择 选择合适的正负极/电解液体系进行搭配,确定设计比容量 (1) 正极材料体系 (2) 负极材料体系 (3) 隔膜纸 (4) 电解液 (5) 集流体规格
4、卷针设计 圆卷针直径:2*(壳体宽度-壳体厚度-两侧设计预留空间)/ ∏ 扁卷针宽度: 铝壳内腔宽度-铝壳内腔厚度-2.8≤卷针宽度(旧卷针)≤铝壳内腔 宽度-铝壳 内腔厚度-2.1
8、极组单层厚度计算 正极单层厚度:面密度/正极压实比+铝箔厚 负极单层厚度:正极面密度/正负极面密度比/负极压实比+铜箔厚 极组单层厚度:正极单层厚度+负极单层厚度+2*隔膜纸厚度
9、确定负极层数:(壳体厚度-壁厚-设计预留空间)/极组单层厚度 目前手工卷绕尽量使用单数层设计,以避免正负极一边厚一边薄。 设计预留空间:大于极组厚度的10%
三. 评价电池性能的主要指标
( 1 )容量 电池容量是指在一定放电条件下,可以从电池获得的电量,即电
流对时间的积分,一般有 Ah 或 mAh 来表示,它直接影响到电池的 最大工作电流和工作时间。 ( 2 )放电特性和内阻
电池的放电特性是批电池在一定的放电制度下,其工作电压的平 稳性,电压平台的高低以及大电流放电性能等,它表示电池带负载的 能力。电池内阻包括欧姆内阻和电化学极化内阻,大电流放电时,内 阻对放电特性的影响尤为明显。 ( 3 )工作温度范围
15、确定隔膜纸长度 手工卷绕隔膜长度=负极片总长*2+90mm; 半自动卷绕机隔膜长=负极片总长*2+20mm
16、试卷绕及极片长度的调整 极耳对位原则 :正极耳位于隔圈凸台与盖板注液孔之间,负极耳能点焊在
盖板镍片上,不能点 焊在镍钉上。 试卷绕,根据极耳对位原则 和负极必须包住正极的原则,调整正负极片的