折弯K因子及折弯表
钣金_弯曲弯曲系数系数弯曲表和K
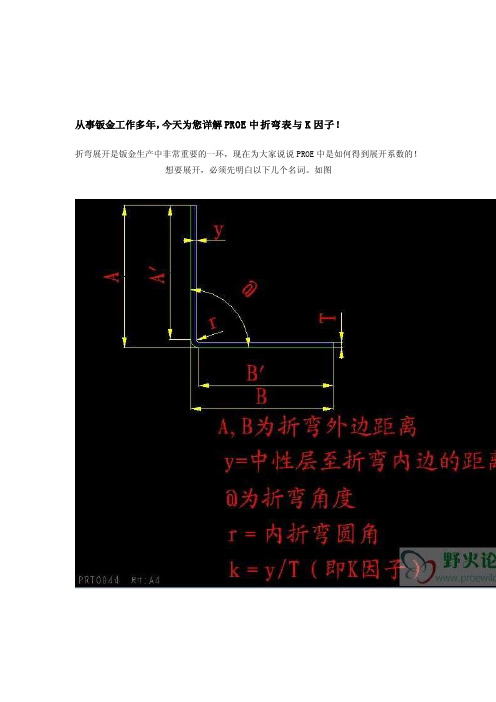
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图000000现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3 那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,000000完成退出。
得到这样一个零件000000大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,000000前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
000000再生后再次测量展开长度,000000嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表000000得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
000000保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!000000000000嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
K因子系数表20191225
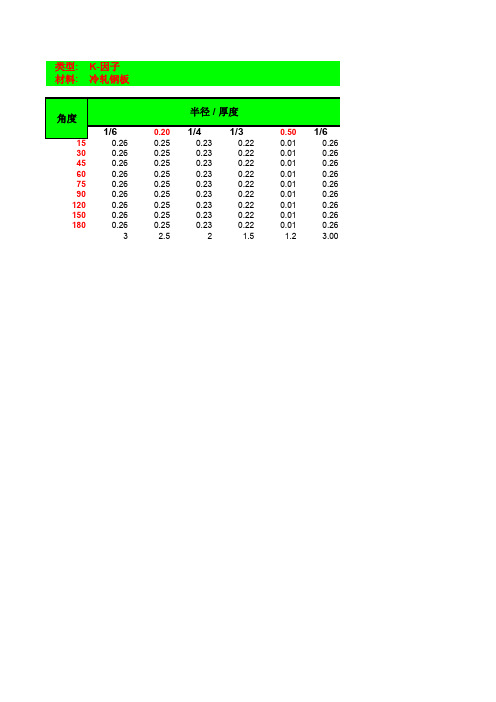
类型:K-因子材料:冷轧钢板
1/6
0.201/4
1/3
0.501/6
150.260.250.230.220.010.26300.260.250.230.220.010.26450.260.250.230.220.010.26600.260.250.230.220.010.26750.260.250.230.220.010.26900.260.250.230.220.010.261200.260.250.230.220.010.261500.260.250.230.220.010.26180
0.260.250.230.220.010.263
2.5
2
1.5
1.2
3.00
3毫米以上,90度折折钣折70m
折125T ;最
折
激光切割最大切割厚
激光切割切割成品整
半径 / 厚度
角度
3毫米以上,90度折弯时建议不用K因子,用折弯扣除,按板厚1.75倍;其它角度用K因子;
折弯后需增加闭合角,如T1.5板厚增加,闭合间隙调整为0.3mm左右,适用1-5mm板厚;
钣金折弯释放槽,选用1.5-2.0倍板厚;
折弯机高度限制70mm以内,超过会干涉刀夹;最小折弯刀宽度10mm,可折较小槽宽;
折弯机压力125T;最大可折板厚6mm;极限可折10mm,但尺寸保证较差;
折弯机折弯极限,V槽是板厚的6-7倍;
激光切割最大切割厚度14mm,排版间隙为5mm,一般加工数量为整块板时,设计将版排好,排版时按1240*2490宽幅进行排版;激光切割切割成品整体偏小0.15mm,切割高精度产品时需放大0.08左右;
折弯或者圆弧位置考虑用K因子,正常情况下用折弯扣除240*2490宽幅进行排版;。
sw折弯系数表 k因子
sw折弯系数表 k因子SW折弯系数表 K因子引言在金属加工中,折弯是一种常见的加工方法。
在进行折弯时,材料会受到应力和变形,这可能会导致零件变形或破裂。
为了避免这种情况的发生,需要计算出正确的折弯参数。
其中一个重要的参数是SW折弯系数表K因子。
什么是SW折弯系数表?SW折弯系数表是一种用于计算金属板材在压力下变形程度的工具。
该表基于Society of Manufacturing Engineers(SME)研究小组开发的公式,并由SolidWorks公司推出。
它可以帮助制造商确定正确的折弯角度和半径,并确保零件不会受到过度应力或变形。
如何使用SW折弯系数表?要使用SW折弯系数表,需要知道以下信息:- 材料类型- 板材厚度- 折弯角度- 折弯半径根据这些信息,在SW折弯系数表中查找相应的K因子值。
然后,将K因子值与以下公式结合使用来计算所需的压力:P = K * S * T / R其中:P = 压力(单位:牛顿)K = SW折弯系数表中的K因子S = 材料的拉伸强度(单位:帕斯卡)T = 板材厚度(单位:毫米)R = 折弯半径(单位:毫米)计算出所需的压力后,就可以确定所需的折弯力和机器设置。
SW折弯系数表的优点使用SW折弯系数表具有以下优点:1. 准确性:SW折弯系数表基于科学公式,可以提供准确的结果。
2. 方便性:SW折弯系数表易于使用,只需要输入几个参数即可。
3. 经济性:通过正确计算折弯参数,可以避免材料浪费和零件破裂等问题,从而节约成本。
4. 适用性:SW折弯系数表适用于各种不同类型和厚度的金属板材。
注意事项在使用SW折弯系数表时,需要注意以下事项:1. SW折弯系数表只适用于单向加工。
如果需要进行多向加工,则需要进行额外计算。
2. SW折弯系数表中列出了大量不同类型和厚度的材料。
如果要使用非标准材料,则需要进行额外计算。
3. 技术人员应该根据机器和材料的特性进行调整,以确保结果的准确性。
钣金_折弯展开、折弯系数、折弯表与K因子[1]
![钣金_折弯展开、折弯系数、折弯表与K因子[1]](https://img.taocdn.com/s3/m/bd1230d73186bceb19e8bbdc.png)
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
钣金_折弯展开、折弯系数、折弯表与K因子[1]
从事钣金工作多年,今天为您详解PROE中折弯表与K因子!折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L为展开长度.对照第一个图,大家就应该明白了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!
想要展开,必须先明白以下几个名词。
如图
现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!
我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3
那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,
完成退出。
得到这样一个零件
大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,
前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?
这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,
嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值
编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表
得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!
嗯,完全稳合!
现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L 为展开长度.对照第一个图,大家就应该明白了。
当@=90时,L=A'+B'+2*PI*(y+r)*@/360的。
联系上面的那个公式DEV=2(y+r)-M(折弯扣除)。
因此,我们在这里就可以得出这个公式,DEV=2*PI*(y+r)*@/360。
嗯。
这下子就得到DEV 实际上就是中性层的弧长。
好,现在来看90度时怎么根据折弯扣除来求K因子,根据这个公式DEV=2*PI*(y+r)*@/360 DEV=2*(r+T)-M,y=k*T 得出
k={[4*(r+T)-2M]/PI-r}/T. 现在来验证下结果。
1.2的冷板,折弯扣除M=2.0MM,角度90,r=0.5 求得K=0.3264。
把这个值写到这里
看下展开长度。
也是没问题的。
至于其他角度的方法也是一样,大家自已推导吧,本教程到此结束!
我们再来看一张图,图中的中间的圆弧长就是折弯变形区的展开长度.也就是说,此弧长等同上一附图中的画圈处数值
[ Last edited by hsg on 2005-3-26 at 13:45 ]
图片附件: 02.jpg (2005-3-26 11:23, 11.31 K)
我们会发现上图中的2a会与DEV.L值有一个差值,这个差值我给它命名为"折弯余量".我为什么要引入"折弯余量"这个概念呢?直接用工式算不就行了吗?
事实上钣金折弯的尺寸是很难定死的,不同的厂家,不同的机床,不同的成形模具,不同的材料,甚至不同品牌的材料,折弯变形的展开长度是不一样的。
这要求我们要根据具体情况去具体对待。
最可靠的方法是去做折弯变形的展开长度测量。
我们可以在工厂做一个测试:取一块标准100mm长的钢板,在折弯机上折成90度,测量两个折弯边的长度,我们会发现这两个折弯边长度的和会大于开始的100mm,那么这个多出的数值,就是我前面所说的"折弯余量".
假如我们只是自已设计,自已生产,那么对钣金模型的内圆半径可以根据工厂的实际情况设计.但如果是外面公司设计的呢?外来公司设计的内圆半径与工厂实际的内圆半径有差别怎么办?
通常情况:除了一些有特殊要求折弯圆弧一定要保证圆弧尺寸外,对于一般折弯模具产生的折弯内圆半径的差异是可以不去考虑的.比如,客户图纸上要求:折弯内圆半径等于1.0,但工厂做出来的是0.5,这是可以接受的.现实情况是:工厂不会因为自已的折弯模具与产品图有差异而专门去开模,而是用现有的模具加工.也就是说,实际加工与图纸是有差别的.因此只有实际测量出来的"折弯余量"才是最可靠的!
那么怎把"折弯余量"加入折弯表中呢?我们再回到前面的贴图中可以看出: DEV.L=2a-折弯余量=2(δ+r)-折弯余量
所以:在我们的折弯表中,为了适应各种不一样的图纸,我们需要为不同的折弯内圆半径设置好DEV.L值.
如果你有足够的耐心,你可以0.1mm一级的制作折弯表.应该可以满足要求了.
我想大概没有人无聊到用多位小数来画折弯内圆半径的钣金模型吧
好了,我们现在可以开始制作折弯表了,开始前请确认你已经做了准备:你已经测量好材料的各种厚度的折弯余量了.
还有,我的做法是一种材料一个折弯表,你大概也只能这样做,如果你有更好的办法,你应该在论坛上告知大家共享你的成果.
从编辑----设置---------折弯许可----------折弯表--------set-------确认------从文件------会出现系统自带的3个折弯表,随便选择1个,确认,系统重新生成prt,再次进入设置折弯表----编辑-------确认------从文件,选择你刚选择的折弯表,出现编辑界面,(前面有贴图),将前面乱七八糟的英制数字全部删除,填上你想填写的内容.如果有必要,你也可以修改一下上面的计算公式,当出现折弯表中没有设置的情况时,可以用公式计算.然后按F12另存为你想保存的路径和名称,大功告成!
如果你碰到有折弯内圆半径为零的钣金模型,"折弯余量"也是有用的.你直接在模型上将DEV.L值改为2δ-折弯余量就行了!
祝大家好运!
完了!。