冲模设计制作标准及流程
冲模设计程序与步骤
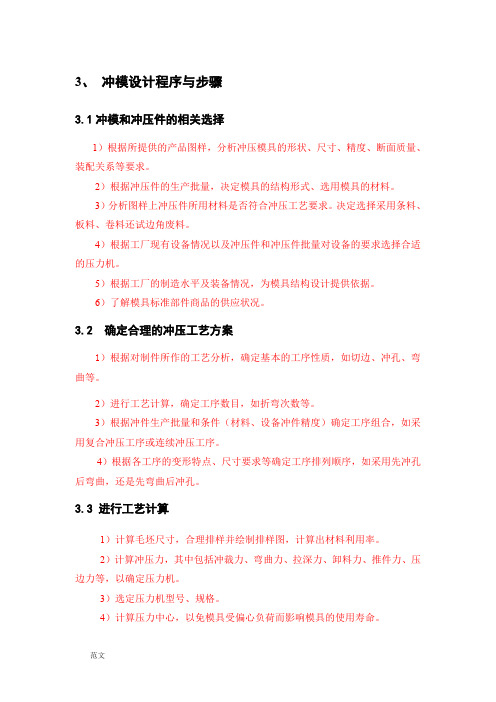
3、冲模设计程序与步骤3.1冲模和冲压件的相关选择1)根据所提供的产品图样,分析冲压模具的形状、尺寸、精度、断面质量、装配关系等要求。
2)根据冲压件的生产批量,决定模具的结构形式、选用模具的材料。
3)分析图样上冲压件所用材料是否符合冲压工艺要求。
决定选择采用条料、板料、卷料还试边角废料。
4)根据工厂现有设备情况以及冲压件和冲压件批量对设备的要求选择合适的压力机。
5)根据工厂的制造水平及装备情况,为模具结构设计提供依据。
6)了解模具标准部件商品的供应状况。
3.2 确定合理的冲压工艺方案1)根据对制件所作的工艺分析,确定基本的工序性质,如切边、冲孔、弯曲等。
2)进行工艺计算,确定工序数目,如折弯次数等。
3)根据冲件生产批量和条件(材料、设备冲件精度)确定工序组合,如采用复合冲压工序或连续冲压工序。
4)根据各工序的变形特点、尺寸要求等确定工序排列顺序,如采用先冲孔后弯曲,还是先弯曲后冲孔。
3.3 进行工艺计算1)计算毛坯尺寸,合理排样并绘制排样图,计算出材料利用率。
2)计算冲压力,其中包括冲裁力、弯曲力、拉深力、卸料力、推件力、压边力等,以确定压力机。
3)选定压力机型号、规格。
4)计算压力中心,以免模具受偏心负荷而影响模具的使用寿命。
5)计算并确定模具主要零件(凸模、凹模、凸模固定板、垫板等)的外形尺寸以及弹性元件的自由高度。
6)确定凸凹模间隙,计算凸凹模工作部分的尺寸。
7)确定拉深模的压边圈、拉深次数、各种中间工序模具的尺寸分配,以及半成品尺寸计算等。
3.4 模具总体设计3.4.1进行模具结构设计,确定结构件形式和标准1)成形工作零件与标准确定:如凸模、凹模及凸凹的结构形式是整体、组合还是镶拼的。
图3.1 级进模模具结构2)选定定位元件:如采用定位板或挡料销或导正销等。
对于级进模,还要考虑是否用始用挡料销、导正销和定距凸模(侧刃)等。
紧固零件有:螺钉用于固定模具零件,而销钉则起定位作用。
卸料螺钉M8固定螺钉M8以及φ8销钉。
冲压模具设计流程

冲压模具设计流程1.产品分析和要求确认:首先需要对待冲压产品进行全面分析,包括产品的形状、材料、尺寸和工艺要求等。
同时与客户确认产品设计要求和特殊要求,以便在设计过程中有针对性地处理和解决问题。
2.毛坯设计和计算:在确认产品的形状和尺寸之后,需要设计模具的毛坯,在图纸上绘制出冷却模和顶杆模的轮廓。
对模具的毛坯材料及尺寸进行计算,确保在制作模具时有足够的材料和加工余量。
3.毛坯加工:根据毛坯的设计和计算结果,进行模具的毛坯制作。
这包括焊接加工、机械加工、热处理等过程,确保模具的材质和强度满足要求。
4.模具结构设计:根据产品的特点和要求,设计模具的结构,并进行相关计算和分析。
模具结构设计包括顶杆、导向柱、滑块等部件的大小、形状和材料选择。
5.零件设计和加工:模具的主要部件包括上模、下模和顶模。
根据模具结构设计的结果,设计和绘制相关模具零件的详细图纸。
然后进行零件的加工,包括铣削、切割、打孔、线切割等。
6.模具装配和调试:根据模具零件的加工完成情况,进行模具的装配。
在装配过程中需要保证模具的精度、配合度和可靠性。
装配完成后,进行模具的调试和试模,评估模具的功能和使用性能。
7.模具维护:在模具的使用过程中,需要进行定期的维护和保养。
这包括模具表面的清洁、润滑剂的加注、模具零件的更换等。
维护模具可以延长模具的使用寿命,保证模具的加工质量和精度。
8.问题分析和改进:在模具实际使用过程中,可能会出现一些问题或者需要改进的地方。
需要对问题进行分析,找出根本原因,并提出相应的改进措施。
这有助于提高模具的使用效率和加工质量。
总结起来,冲压模具设计流程包括产品分析、毛坯设计和计算、毛坯加工、模具结构设计、零件设计和加工、模具装配和调试、模具维护以及问题分析和改进等步骤。
不同的产品和要求可能会有些差异,但基本的流程是相似的。
通过合理的设计和精确的加工,可以保证冲压模具的质量和性能,提高生产效率和产品质量。
冲压模具加工流程
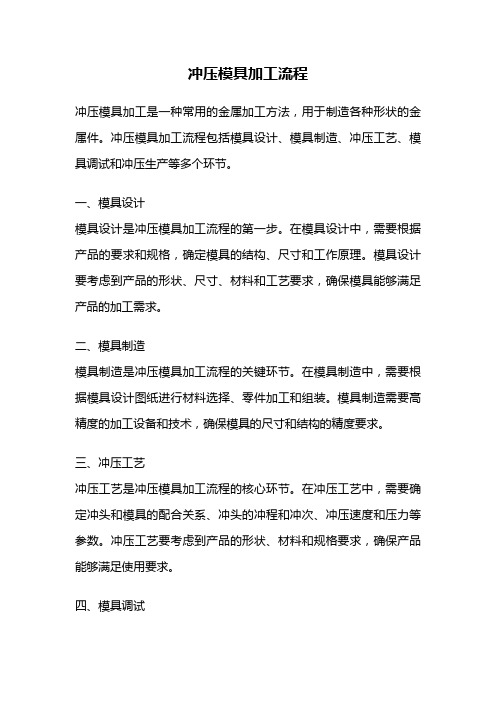
冲压模具加工流程冲压模具加工是一种常用的金属加工方法,用于制造各种形状的金属件。
冲压模具加工流程包括模具设计、模具制造、冲压工艺、模具调试和冲压生产等多个环节。
一、模具设计模具设计是冲压模具加工流程的第一步。
在模具设计中,需要根据产品的要求和规格,确定模具的结构、尺寸和工作原理。
模具设计要考虑到产品的形状、尺寸、材料和工艺要求,确保模具能够满足产品的加工需求。
二、模具制造模具制造是冲压模具加工流程的关键环节。
在模具制造中,需要根据模具设计图纸进行材料选择、零件加工和组装。
模具制造需要高精度的加工设备和技术,确保模具的尺寸和结构的精度要求。
三、冲压工艺冲压工艺是冲压模具加工流程的核心环节。
在冲压工艺中,需要确定冲头和模具的配合关系、冲头的冲程和冲次、冲压速度和压力等参数。
冲压工艺要考虑到产品的形状、材料和规格要求,确保产品能够满足使用要求。
四、模具调试模具调试是冲压模具加工流程的重要环节。
在模具调试中,需要对模具进行安装、调整和试模。
模具调试需要根据产品的加工要求,对冲压工艺进行优化和调整,确保产品的质量和生产效率。
五、冲压生产冲压生产是冲压模具加工流程的最后一步。
在冲压生产中,需要对模具进行定期的维护和保养,确保模具的使用寿命和加工质量。
冲压生产需要根据产品的需求,进行大批量的冲压加工,提高生产效率和产品质量。
冲压模具加工流程的每个环节都非常重要,任何一个环节的差错都可能导致产品质量的下降和生产效率的降低。
因此,冲压模具加工需要高度的技术和经验,以确保产品的质量和工艺要求的满足。
在冲压模具加工流程中,模具设计和制造是关键的环节,决定了产品的形状和尺寸的精度要求。
冲压工艺和模具调试是产品质量的保证,需要根据产品的加工要求进行调整和优化。
冲压生产是冲压模具加工流程的最终目标,需要高效的生产设备和工艺流程,确保产品的质量和生产效率。
冲压模具加工流程是一项复杂而精密的工艺,需要严格的控制和管理。
只有通过科学的设计、精密的制造、合理的工艺和高效的生产,才能确保冲压产品的质量和工艺要求的满足。
冲压模具设计方法与步骤

冲压模具设计方法与步骤冲压模具是制造行业中常用的一种模具,用于在金属板材上进行冲裁、压制、成形等工艺。
冲压模具的设计是冲压工艺的关键环节之一,合理的设计可以提高产品质量和生产效率。
以下是冲压模具设计的方法与步骤。
一、冲压模具设计方法1.分析产品要求:首先需要仔细分析产品要求,了解产品的形状、尺寸、材质等要求,以及要求的生产效率和成本等因素。
2.选择合适的材料:根据产品的要求选择合适的模具材料,常用的材料有合金工具钢、合金冷作工具钢等。
3.制定冲压工艺:根据产品要求,制定冲压工艺,包括冲剪顺序、成形方式、冲压力、冲头形状等因素。
4.设计模具结构:根据产品要求和冲压工艺,设计模具的结构,包括上模、下模、导向机构等部分。
5.进行模具布局:进行模具布局,合理安排模具零件的形状、位置和尺寸,以确保模具的强度和稳定性。
6.进行模具零件设计:根据模具布局,设计模具的零件,包括冲头、导柱、导套、导向板等部分。
7.进行模具装配:根据模具设计,进行模具的装配,确保各个零件之间的配合和精度。
8.进行模具调试:进行模具调试,调整模具的尺寸和位置,确保模具在冲压过程中的稳定性和精度。
9.进行模具试产:进行模具试产,对模具进行试模和试产,检验产品的质量和模具的性能。
10.进行模具改进:根据试产结果,对模具进行改进和优化,提高模具的性能和生产效率。
二、冲压模具设计步骤1.初步设计:根据产品要求,进行初步的模具设计,包括模具结构和布局。
2.详细设计:对初步设计的模具进行详细设计,包括各个零件的形状、尺寸和材料等。
3.模具制造:根据详细设计,进行模具的制造,包括加工模具零部件和进行模具装配。
4.模具调试:对制造完成的模具进行调试,调整模具的尺寸和位置,确保模具的性能和精度。
5.模具试产:进行模具的试模和试产,检验产品的质量和冲压工艺的可行性。
6.模具改进:根据试产结果,对模具进行改进和优化,提高模具的性能和生产效率。
7.模具验收:对改进后的模具进行验收,确保模具达到产品要求和生产效果。
冲压模具设计流程

冲压模具设计流程冲压模具设计是制造金属零件的常用工艺之一,它通过对金属材料进行连续冲击和变形,将原材料转变为所需形状的零件。
冲压模具设计的流程包括以下几个步骤。
第一步,确定产品需求。
在冲压模具设计的初期,需要明确产品的材料、尺寸、形状等需求。
这一步通常由产品设计师完成,并与冲压模具设计师进行沟通,确保设计方向一致。
第二步,分析产品特点。
冲压模具设计师需要仔细分析产品的特点,包括壁厚、曲线等,以确定冲压工艺和模具设计方案。
根据产品特点,冲压模具设计师可以选择合适的冲击力和变形方式。
第三步,制定产品工艺。
冲压模具设计师需要制定详细的产品工艺流程,包括冲孔、低速冲击、弯曲等。
同时,需要考虑产品数量,确定合适的冲压模具设计方案,以提高生产效率和产品质量。
第四步,构思模具结构。
在确定产品工艺流程后,冲压模具设计师开始构思模具结构。
首先,需要确定零件分割方式,将整个产品分割为几个零部件。
然后,设计模具结构,包括上下模、剪切边、凸包等。
第五步,绘制模具图纸。
在构思模具结构后,冲压模具设计师开始绘制模具的详细图纸。
图纸包括正视图、俯视图、侧视图等,以及各个零部件的放样图、工艺图等。
这些图纸是模具加工和制造的依据。
第六步,选择材料和制造方式。
根据模具的要求和图纸,冲压模具设计师需要选择合适的材料和制造方式。
常用的模具材料包括工具钢、硬质合金等,制造方式包括数控加工、数控铣削等。
第七步,模具试产和调试。
一旦模具制造完成,就可以进行模具试产和调试。
试产时,需要进行模具的安装、调整和操作。
通过试产和调试,可以检查模具是否满足产品要求,是否存在问题,并进行改进。
第八步,模具验收和优化。
最后,需要对模具进行验收和优化。
验收包括外观检查、尺寸检查等。
如果模具存在问题,需要及时进行调整和优化,以确保模具能够正常使用。
冲压模具设计流程是一个复杂的过程,需要冲压模具设计师具备丰富的经验和技能。
通过以上几个步骤的综合应用,可以设计出高效、精确的冲压模具,提高生产效率和产品质量。
冲压模具设计的主要内容及步骤

冲压模具设计的主要内容及步骤冲压模具设计是指根据产品的形状、尺寸和工艺要求,设计出适合于冲压成型的模具。
它是冲压工艺的关键环节之一,对于冲压成品的质量、生产效率和成本等方面具有重要影响。
下面将从主要内容和步骤两个方面来详细介绍冲压模具的设计过程。
一、主要内容1.产品分析:了解产品的形状、尺寸、材料以及加工工艺要求等,包括产品的外观和内部结构等方面。
根据产品的特点来确定模具的种类和结构。
2.材料选择:根据冲压工艺要求和模具的使用条件,选择合适的模具材料,包括工作模具和凸模、活塞等配件的材料选择。
3.结构设计:确定模具的分型方式和结构形式,包括模具的基本结构、操作方式、传动方式、冷却系统和脱模系统等。
还需要考虑模具的可拆卸性、装配性以及模具的厚度和尺寸等。
4.零件设计:根据产品的形状和尺寸,设计出模具的主要零件,包括模具座、滑块、压料板、导向套等。
需要考虑模具的刚度和强度等。
5.工艺设计:根据冲压工艺要求,确定模具的工作步骤和工艺参数,包括下料、冲孔、冲凸、整形等工序,并合理安排模具的工作顺序和加工工艺。
6.零件布局:根据结构设计和工艺要求,将各个零件合理布局,包括确定零件之间的相对位置和相互之间的配合关系等。
7.工装设计:根据冲压工艺要求,设计出合适的工装夹具和模板,用于固定和定位工件,保证冲压过程中的精度和稳定性。
二、主要步骤1.产品分析及材料选择:仔细分析产品的形状、尺寸和工艺要求,根据产品的材料选择合适的模具材料。
2.结构设计:根据产品的特点和生产要求,确定模具的结构形式和基本结构,包括模具的分型方式、操作方式、冷却系统和脱模系统等。
3.零件设计:根据产品的形状和尺寸,设计出模具的主要零件,包括模具座、滑块、压料板、导向套等。
4.工艺设计:根据冲压工艺要求,确定模具的工作步骤和工艺参数,合理安排模具的工作顺序和加工工艺。
5.零件布局:将各个零件合理布局,确定零件之间的相对位置和相互之间的配合关系。
冲压模具设计全套步骤和流程总算是弄明白了

冲压模具设计全套步骤和流程总算是弄明白了第一步:需求分析在冲压模具设计之前,首先需要对产品的需求进行分析。
包括确定产品的尺寸、形状、材料以及制造工艺要求等。
这是整个设计过程的基础,只有明确产品需求才能进行后续的设计工作。
第二步:模具结构设计在需求分析的基础上,开始进行冲压模具的结构设计。
包括模具的类型选择、结构设计、模板选择等。
设计师需要考虑到尽可能减少模具结构的复杂度,提高模具的稳定性和可靠性。
第三步:模具工艺设计在模具结构设计的基础上,进行模具的工艺设计。
包括冲床的选择、计算冲床的力量和速度等参数,并选择适当的冲床模型。
还需要考虑到在模具加工过程中可能出现的各种变形和误差,确定模具的装配方式和位置。
第四步:模具零部件设计在模具工艺设计的基础上,开始进行模具零部件的设计。
包括上、下模板、导向柱、导轨、顶针等零部件的设计。
设计师需要考虑到模具的可靠性和稳定性,选择合适的材料和标准件。
第五步:模具装配设计将设计好的模具零部件进行装配设计。
确定零部件之间的连接方式和位置,确保模具在使用过程中的精度和稳定性。
第六步:模具试制和调试完成模具的设计之后,进行模具的试制和调试。
对模具进行组装、调试和测试,发现并解决可能存在的问题和缺陷。
确保模具可以正常运转,并满足产品的要求。
第七步:模具使用和维护完成模具的试制和调试之后,模具将被交付给生产部门进行使用。
在使用过程中,定期对模具进行维护和保养,及时修复或更换损坏的零部件。
确保模具的使用寿命和稳定性。
总结:冲压模具设计的全套步骤和流程包括需求分析、模具结构设计、模具工艺设计、模具零部件设计、模具装配设计、模具试制和调试以及模具使用和维护。
通过严谨的设计和严格的质量控制,可以确保冲压模具设计的准确性和可靠性,提高产品的质量和生产效率。
冲模的设计步骤(1)

2.5 冲模的设计步骤以及实例
一、设计步骤
一般分为冲裁工艺设计和冲裁模具设计
1.分析冲裁件的工艺性
①结构与尺寸
②精度ITXX是采用普通冲裁模,还是采用精密冲裁模
③材料查明抗剪强度,延伸率,并判断高低与好坏
通过冲裁件的工艺分析,确定零件能否进行冲裁,并明确在冲裁工艺以及模具设计中主要解决的难点所在
2.确定冲裁工艺方案
在工艺性分析的基础上,根据冲裁件的特点和要求确定合理的冲裁工艺方案。
工艺方案是指冲裁件所采用的工序性质、工序数量、工序以及工序的组合方式,是设计制造模具和指导冲压生产的依据。
①工序性质与数量的确定
②工序顺序的确定(减少定位误差,保证尺寸精度)
③工序组合方式的确定
工序是否组合以及组合的方式与冲压件生产批量,尺寸大
小。
精度要求以及模具结构,强度、加工以及操作等因素。
先拟定几种不同的工艺方案,后做全面的分析与研究,并确定最终的冲裁工艺方案。
3.确定模具总体结构方案
①模具类型
②操作与定位方式
③卸料与出件方式
④模架类型以及精度
4.进行有关工艺设计计算
①排样设计与计算
②设计冲压力与压力中心,初选压力机
③设计凸凹模刃口尺寸
5.设计选用模具零部件,绘制模具总装草图
①确定凸凹模结构形式,计算凹模轮廓以及凸模结构尺寸
②选择定位零件
③设计、选用卸料与出件零件
④选模架,并确定其他模具零件的结构尺寸或标准规格
⑤绘制模具总装草图
6.绘制模具总装图和零件
①总装图
②主视图、俯视图、辅助视图、冲件图、排样图、技术要
求、明细表
③模具零件图
非标的零件图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.模板厚度及材质一般标准:
P01A 58.0 MM S45C
P02A 13.000 MM SKD11
P04A 15.000 MM SKD11(超深冷处理)
S05A 8.950 MM SKD11
S01A 20.000 MM SKD11(超深冷处理)
D05A 20.000 MM SKD11(超深冷处理)
P02A BACKING (P) PLATE
P01A DIE (P) SET
CODE NO TITLE
S**A(从20开始编工站号) STRIPPER INSERT
S05A STOPPER PLATE
S03A SUB BUSH
S01A STRIPPER PLATE
D**A(从20开始编工站号) DIE INSERT
冲模设计制作标准及流程
二、模具基本结构及基本Βιβλιοθήκη 码原则1.模具基本结构侧视图
2.基本编码原则(图纸存放次序亦参照此规范)
CODE NO TITLE
M01A MAINTENANCE
B01A B.O.M.
P**A(从20开始编工站号) PUNCH OR PUNCH INSERT
P04A PUNCH PLATE
3.1.9.如有侧切动作,侧切量应为材料厚度的两倍以上
3.1.10.冲子与固定板间隙一般为0.005/SIDE(适用于冲子固定座)
3.1.11.冲子与剥料镶件间隙一般为0.003/SIDE
3.1.12.冲子与刀口间隙一般为材料厚的4%~6%
3.1.13.剥料镶件与剥料板配合间隙一般为0
3.1.14.下模活动件与下模板间隙一般为0.01/SIDE
D05A DIE PLATE
D03A BACKING (D) PLATE
D01A DIE (D) SET
A03A PROGRESSIVE (P) DIE
A02A PROGRESSIVE (D) DIE
A01A PROGRESSIVE (P&D) DIE
L03A STRIPPER LAYOUT
L02A ARRANGE
3.2制作stripper layout:
4.排列工站,画出工站排列图
5.从标准图库中调出标准模座,并插入画好的料带图
6.画好导料板及其它标准件(即整张组立图)
7.分拆模板及零件(注意不要漏拆及各工站零件的间隙搭配)
8.件号注明后插入标准图框及尺寸表注(参考冲压图面规范)
9.建立BOM表连同所有图面核定后入资料库存档
D03A 15.000 MM SKD11
D01A 55.0 MM S45C
三、新模设计标准步骤
1.端子展开
1.1.注意端子下料后的延展
1.2.成形展开的连续性
1.3.材料的压延方向
2.按照成形步骤排出成形分解图
3.铺料带,画出冲子图(包含stripper layout及成形侧视图)
3.1.设计下料冲子:
七、一般性标准件
*参考标准件资料库
3.1.1注意跳屑的产生
3.1.2注意重复切
3.1.3注意冲子及刀口加工可行性
3.1.4各冲子可依冲切次序编号
3.1.5.所决定的刀口形状,尽量用愈少愈简单的冲子与刀口冲制
3.1.6.刀口避免分得太细至固定困难或无法固定
3.1.7.下料次序尽量由小到大,由里到外
3.1.8.打Dimple、Mark及V-cut等会造成料带偏移,故因排在冲制圆孔前