机械加工切削参数表
钻头切削参数
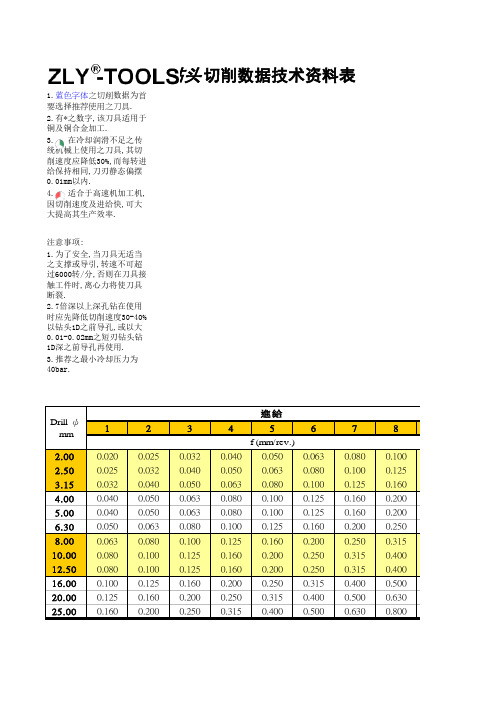
Coolant
soluble oil oil air
抗拉强度 N/mm2 ≦500 >500 -850 ≦850 850 -1000 ≦700 700 -850 850 -1000 850 -1000 1000 -1200 ≦750 850 -1000 ≧1080500-1- 200 1000 1000 -1200 ≦850 ≧85605-010- 00 1000
Drill-ψ mm
2.00 2.50 3.15 4.00 5.00 6.30 8.00 10.00 12.50 16.00 20.00 25.00
1
0.020 0.025 0.032 0.040 0.040 0.050 0.063 0.080 0.080 0.100 0.125 0.160
2
0.025 0.032 0.040 0.050 0.050 0.063 0.080 0.100 0.100 0.125 0.160 0.200
麻田散铁系 1.4057 X20CrNi17-2, 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18 2
高硬度钢
特殊合金
铸铁
球状石墨铸铁 可延展性铸铁 冷锻铸铁 钛及钛合金
铝及铝合金
锻造铝合金
铝铸件 ≦10% Si
>10﹪Si
镁合金
紅铜、低合金铜
黃铜
短屑4
TIALN
CarbideUF K/P
2203 TIALN
-
CarbideUF K/P
2205
TIALN
进给
7 6 8 7 7 7 7 7 6 8 7 5 6 5 6 5
3 4 4 3 3 2 4 8 8 7 7 3 4 3 9 9 9 8 8 7* 8 7 6* 6* 5*
机械加工 刀具切削参数表
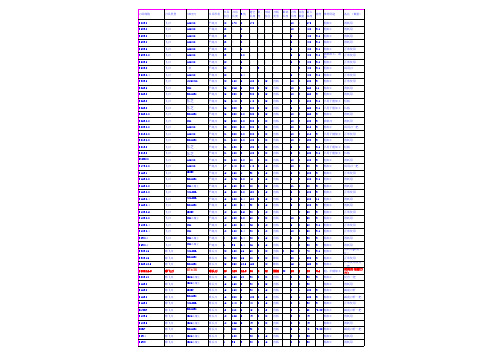
刀具类型 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀
刀具 长度 170 \ \ \ \ \ \ \ \ 180 215 220 140 200 220 200 200 200 180 130 180 180 140 160 175 160 180 180 120 110 120 120 100 100 95 120 300 250 120 160 160 160 200 140 110 105 105 100 100 95
R角 8 8 8 8 6 0.8 6 2 0.4 6 6 2 2 2 0.8 0.8 0.8 0.8 0.8 2 2 0.8 0.8 1 0.8 0.8 0.8 0.4 0.4 2.5 0.8 0.4 0.4 0.4 0.4 16 15 12.5 12.5 10 8 8 8 8 6 6 5 4 4 3
精度 推荐用途 粗加工 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0 0.1 -0 -0.1 -0.1 -0 -0 -0 -0 -0 -0.1 -0.1 -0 -0 -0 -0.1 -0 -0 0.1 -0 -0 -0 -0.1 -0.1 -0 -0 -0.1 -0 -0 -0.1 -0 粗加工 粗加工 精加工 粗加工 插铣加工,清 根 粗加工 粗加工 精加工 粗加工 精加工 粗加工 只用于粗加工 只用于粗加工 精加工 插铣刀 精加工 只用于精加工 粗加工 只用于粗加工 只用于粗加工 粗加工 精加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工 粗加工 精加工 粗加工 粗加工 精加工 精加工 粗加工 精加工 精加工 粗,半精加工 精加工 精加工 -0 -0 -0 -0 精加工 精加工 精加工 精加工 精加工 精加工 -0 精加工 精加工 精加工
机械加工精度等级表
机械加工精度等级表是一个重要的参考工具,它可以帮助机械工程师了解各种加工方法可以达到的精度水平。
以下是机械加工精度等级表的一个基本介绍和参考:精度等级的划分通常基于尺寸精度的要求和工件的尺寸范围。
一般来说,精度等级从低到高大致可以分为:1. 粗糙度级别:这是最基本的加工精度等级,通常用于去除大部分材料以获得大致的形状和表面平整度。
这种加工方法通常会产生较大的表面粗糙度和较高的表面应力,适用于一些简单的、对精度要求不高的应用。
2. 铣削级别:铣削是一种常见的金属加工方法,可以提供一定的尺寸精度。
通过控制切削深度、进给速度和切削角度等参数,铣削可以获得相对较高的精度,适用于中等复杂程度的零件加工。
3. 磨削级别:磨削是一种更精细的加工方法,通常使用砂轮或其他磨料工具来减少表面粗糙度,提高表面光洁度。
磨削可以提供非常高的精度,适用于需要高精度和高质量的零件。
4. 数控级别:随着数控机床的发展,高精度机床的出现使得加工精度进一步提高。
数控机床可以通过精确控制切削深度、进给速度和切削角度等参数,实现非常精确的加工。
这种级别的精度通常用于制造复杂的、高精度的零件,如精密仪器、高端手表等。
5. 纳米级别:纳米技术已经逐渐应用于机械加工中,通过使用纳米级工具和软件,可以实现更精细的加工。
这种级别的精度通常用于制造纳米级器件、生物医学应用等高科技领域。
需要注意的是,机械加工精度等级并不是一成不变的,它受到许多因素的影响,如机床精度、刀具选择、操作技能、环境条件等。
因此,在实际应用中,需要根据具体工件要求、材料性质、生产条件等因素来选择合适的加工方法,以达到最佳的加工精度。
此外,随着科技的进步,一些新的加工技术和方法(如激光切割、超声波焊接等)也在不断涌现,为提高加工精度提供了新的可能性。
总的来说,机械加工精度等级表是一个重要的参考工具,可以帮助机械工程师了解各种加工方法可以达到的精度水平,从而选择最适合的加工方法,实现高质量、高效率的生产。
切削用量及选择
精选版课件ppt
14
3、切削用量对刀具耐用度的影响
(3) 进给量f与刀具耐用度的关系
当增大进给量后,切屑厚度增大,由切屑带着走的热量增 多,同时切屑与前刀面的接触长度增加,散热面积增大。 通过测试得知,切削温度随进给量的增加而升高,但温度 的升高幅度不及切削速度显著。
(4 )背吃刀量ap与刀具耐用度的关系
下课件ppt
33
4.分段切削背吃刀量
如果牙型较深,螺距较大,可分几次进给。每次进给 背吃刀量用螺纹深度减精加工背吃刀量所得的差按递减规 律分配。
螺纹分段切削示意图
常用螺纹切削进给次数与背吃刀量可参考表3-7~表3-9
精选版课件ppt
34
总结
1. 切削用量确定的步骤
背吃刀量的选择 →进给量的选择→切削速度的确定→校验 2. 提高切削用量的途径
13
3、 切削用量对刀具耐用度的影响 (1)刀具耐用度 所谓刀具耐用度,是指一把新刀从开始切削直到磨损量 达到磨损标准为止,在这期间所使用的总的切削时间, 用T表示。
(2) 切削速度vc与刀具耐用度的关系
切削速度是影响刀具耐用度的主要因素,其原因是当提高 切削速度时,单位时间的金属去除率会成正比例增加,刀 具与工件间的摩擦加剧,消耗于金属变形和摩擦的无用功 增加,因而产生过多的热量。因此,提高切削速度的结果 是:摩擦热大量的积聚在切屑底层而来不及传导出去,从 而使切削温度急剧升高,使刀具的耐用度大大降低。
精选版课件ppt
16
切削用量的选择:基本原则
选择切削用量的基本原则是首先选取尽可能大的背吃刀量; 其次要在机床动力和刚度允许的范围内,同时又满足已加 工表面粗糙度的要求的情况下,选取尽可能大的进给量, 最后利用《切削用量手册》选取或用公式计算确定最佳切 削速度。
钻头切削参数
1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9 1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4
高速钢
1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3
Coolant
soluble oil oil air
抗拉强度 N/mm2 ≦500 >500 -850 ≦850 850 -1000 ≦700 700 -850 850 -1000 850 -1000 1000 -1200 ≦750 850 -1000 ≧1080500-1- 200 1000 1000 -1200 ≦850 ≧85605-010- 00 1000
表面硬化低碳钢
1.0301 C10, 1.1121 C10E
表面硬化合金钢
1.7043 38Cr4 1.5752 15NiCr13, 1.7131 16MnCr5, 1.7264 20CrMo5
氮化钢
1.8505 34CrA16 1.8519 31CrMoV9, 1.8550 34CrAlNi7
工具钢
进给
7 6 8 8 8 7 7 7 7 8 7 5 7 5 6 5 5 3 5 5 5 3 2 4 9 9 9 8 3 4 4 9 9 9 9 8 7* 8 7 7* 6* 6*
vC
m/min
130 110 145 110 120 110 105 105 100 130 120 85 100 90 65 55
vC
m/min
145 120 170 145 130 125 120 120 105 145 120 85 110 105 80 65 60 60 60 55 45 55 35 35 210 180 160 130 40 40 40 310 310 260 220 280 125 325 220 125 105 90
机械加工工艺手册表2
机械加工工艺手册表2.4-81 《机械加工工艺手册》1 金属切削原理1.1 刀具材料1.1.1 各种刀具材料的物理机械性能1.1.2 碳素工具钢与合金工具钢1.1.3 高速钢1.1.4 硬质合金1.1.5 1.2 切削液其他刀具材料1.2.1 切削液作用、分类、配方和选用1.2.2 切削液加注方法2 材料及热处理2.1 热处理2.1.1 概述2.1.2 热处理对钢铁材料切削加工性能的影响2.2 金属表面处理2.2.1 化学镀2.2.2 化学处理2.2.3 阳极氧化处理2.2.4 喷镀2.2.5 油漆涂装3 毛坯及余量3.1 毛坯种类和毛坯余量3.1.1 轧制件3.1.2 铸铁3.1.3 锻件3.1.4 冲压件3.1.5 焊接件3.2 工序间加工余量3.2.1 外圆柱表面加工余量及偏差3.2.2 内孔加工余量及偏差3.2.3 轴端面加工余量及偏差3.2.4 平面加工余量及偏差3.2.5 有色金属及其合金的加工余量3.2.6 切除渗碳层的加工余量3.2.7 齿轮和花键精加工余量4 机械加工质量4.1 机械加工精度4.2 机械加工表面质量4.2.1 已加工表面粗糙度4.2.2 加工硬化5 机械加工工艺规程制定5.1 工艺规程的编制5.2 零件结构的切削加工工艺性5.2.1 工件便于装夹和减少装夹次数5.2.2 减少刀具的调整与走刀次数5.2.3 采用标准刀具,减少刀具种类5.2.4 减少刀具切削空行程5.2.5 避免内凹表面及内表面的加工5.2.6 加工时便于进刀、退刀和测量5.2.7 减少加工表面数和缩小加工表面面积5.2.8 增加刀具的刚度与耐用度5.2.9 保证零件加工时必要的刚度5.2.10 合理地采用组合件和组合表6 车削6.1 车削用量与车削参数计算6.1.1 车床切削用量、车削力与车削功率6.1.2 自动车床的车削用量6.2 卧式车床与立式车床加工7 铣削7.1 铣床7.1.1 铣床主轴联系尺寸与工作台T形槽尺寸7.1.2 铣床附件7.1.3 铣床附加装置7.2 铣刀及其辅具7.2.1 铣刀类型、几何参数与规格7.2.2 硬质合金可转位铣刀与刀片7.2.3 其他铣刀7.2.4 铣刀直径和角度的选择7.2.5 铣刀的安装与铣刀辅具7.3 铣削用量及铣削钢的参数计算7.3.1 铣削进给量的选择7.3.2 确定铣削用量及功率常用表格7.3.3 铣削切削时间的计算7.4 铣削加工工艺7.4.1 分度头的分度计算与分度头应用7.4.2 平面的精铣7.4.3 型面精铣8 钻削8.1 钻床8.1.1 钻床类型、技术参数与联系尺寸8.1.2 立式钻床型号、技术参数与联系尺寸8.1.3 摇臂钻床型号、技术参数与联系尺寸8.1.4 排式钻床型号与技术参数8.1.5 铣端面、打中心孔机床型号与技术参数8.1.6 数控钻床与十字工作台钻床型号与技术参数8.2 刀具及其辅具8.2.1 钻头8.2.2 深孔钻8.2.3 扩孔钻、锪钻(平底、锥面)8.2.4 铰刀8.2.5 孔加工复合刀具8.2.6 辅具8.3 钻、扩、铰孔切削用量及钻削参数计算8.4 钻、扩、铰加工工艺8.4.1 加工方法选择8.4.2 钻、扩、铰加工工艺举例8.5 孔的挤光和滚压9 镗削9.1 镗床9.1.1 镗床类型与技术参数9.1.2 镗床附件9.2 镗刀及其辅具9.2.1 镗刀分类、装夹和调节方式9.2.2 单刃镗刀9.2.3 双刃镗刀9.2.4 刀杆与镗杆9.2.5 系列刀具9.3 镗床的切削用量9.3.1 卧式镗床的镗削用量与加工精度9.3.2 金刚镗床的精密镗削用量9.3.3 坐标镗床的切削用量9.4 镗削加工工艺9.4.1 金刚镗床加工9.4.2 坐标镗床加工10 拉削10.1 拉刀10.1.1常用拉刀设计10.1.2拉刀技术条件10.1.3圆拉刀设计10.1.4常用拉刀结构特点10.1.5挤压推刀10.2 拉削工艺10.2.1拉削切削液及其浇注方法10.2.2拉刀的刃磨工艺和方法11 磨削11.1 磨料与磨具11.1.1各种磨料的主要物理性能11.1.2磨具大致分类11.1.3普通磨料及其选择11.1.4超硬磨料磨具11.1.5涂覆磨具11.2 磨床与磨床夹具11.3 普通磨削11.3.1外圆磨削11.3.2内圆磨削11.3.3平面磨削11.3.4无心磨削11.3.5砂轮平衡与修整11.3.6磨削液11.4 高效与精密磨削11.4.1高速磨削11.4.2高速重负荷磨削11.4.3低粗糙度磨削11.5 超硬磨料磨具磨削11.5.1金刚石砂轮磨削11.5.2立方氮化硼(CBN)砂轮磨削11.5.3超硬磨料砂轮修整11.6 砂带磨削11.6.1砂带磨削11.6.2砂带磨削工艺参数选择11.6.3砂带磨削实例11.7 珩磨11.7.1珩磨油石的选择11.7.2珩磨工艺参数与珩磨液11.7.3特种珩磨工艺11.8 游离磨粒加工11.8.1研磨11.8.2抛光12 精密加工及超精密加工12.1 精密加工和超精密加工的范畴12.2 金刚石刀具的超精密切削12.3 超精密磨料加工12.3.1精密磨削和超精密磨削12.3.2精密和超精密砂带磨削12.3.3精密和超精密研磨12.3.4精密和超精密抛光13 特种加工13.1 概述13.2 电火花穿孔、成形加工13.2.1电火花穿孔、成形加工机床13.2.2电火花加工的工具电极和工作液系统13.3 电火花切割加工13.3.1电火花线切割机床13.3.2常用电火花线切割电源13.3.3若干因素对线切割工艺效果的影响13.4 电化学加工13.4.1电化学加工原理及设备组成13.4.2电解加工13.4.3电化学抛光13.4.4刷镀13.5 超声加工13.6 高能束加工13.6.1激光加工13.6.2电子束加工13.6.3离子束加工13.7 复合加工13.7.1电解-电火花复合加工13.7.2电解磨削与电解研磨13.7.3超声电解复合加工13.8 其他特种加工13.8.1水喷射切割13.8.2磨料喷射加工13.8.3挤压珩磨加工14 螺纹加工14.1 车螺纹14.1.1专用螺纹车床14.1.2螺纹车刀14.1.3工艺参数的选择与计算14.1.4旋风铣削螺纹14.2 丝锥攻螺纹14.2.1普通螺纹丝锥攻螺纹14.2.2螺母丝锥攻螺母螺纹14.2.3锥形丝锥攻锥螺纹14.2.4挤压丝锥挤压螺纹14.3 板牙套螺纹14.3.1板牙及辅具14.3.2圆板牙机动套螺纹的切削速度14.4 螺纹切头切螺纹14.4.1圆梳刀外螺纹切头切螺纹14.4.2径向平梳刀外螺纹切头切螺纹14.4.3切向平梳刀外螺纹切头切螺纹14.4.4径向平梳刀内螺纹切头切螺纹14.5 铣螺纹14.5.1螺纹铣刀14.5.2铣螺纹工艺参数的选择与计算14.6 滚压螺纹14.6.1滚压螺纹对坯件的要求14.6.2滚压工具耐用度14.6.3螺纹滚压头滚压螺纹14.6.4滚丝轮滚压螺纹14.6.5搓丝板滚压螺纹14.7 磨螺纹14.7.1砂轮14.7.2工艺参数的选择与计算14.7.3切削液的选择15 齿轮加工15.1 概述15.2 成形法铣圆柱齿轮15.3 滚齿15.3.1滚刀15.3.2滚齿工艺15.3.3硬齿面滚齿15.4 插齿15.4.1插齿原理15.4.2插齿机15.4.3插齿刀15.4.4插齿工艺15.5 剃齿15.5.1剃齿原理和方法15.5.2剃齿机15.5.3剃齿刀15.5.4剃齿夹具15.5.5剃齿工艺15.5.6小啮合角剃齿15.6 磨齿15.6.1磨齿夹具15.6.2砂轮的选择和修形15.6.3磨齿工艺15.7 珩齿15.7.1珩齿机15.7.2珩齿轮15.7.3珩齿工艺15.8 蜗轮和蜗杆加工15.8.1蜗杆加工15.8.2蜗轮加工15.8.3新型蜗杆副加工15.9 直齿锥齿轮加工15.9.1 成型齿轮铣刀铣齿法15.9.2 刨齿15.9.3 双刀盘滚切法铣齿。
各材料常用刀具转速进给参数对照表
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
机械零件加工工时计算公式
0.3
500.00 10
>硬质合金端铣、周精铣平面、凸台、凹槽理论工时计算<
零件参数 材料种类 材料硬度 HBS
加工特征类型
刀具、机床参数
灰铸铁 刀具直径 mm
300.0
150-225 刀具齿数
18
平面 走刀路径长度
430.00
表面粗糙度要求Ra
加工余量 mm
3.00
0.8
工件速度
5
工作台充满系数
0.25
工件要求尺寸精度
0.02
推荐磨削参数
15 0.3 0.15 0.04600 12.80
0.80 0.80
1.4
>>>>>>>高速钢半精铣平面、凸台、凹槽理论工时计算<<<<<<<
材料种类 材料硬度 HBS 加工特征类型 走刀路径长度 mm
零件、刀具参数 铝镁合金 刀具类型
1、该表 中每一种 加工方式 的理论工 时为单道 工步的切 削时间, 仅用于参 考,总的 切削时间 为所有工 步切削时 间的总和
2、总加 工成本可 以参考以 下计算公 式: C总 = 单位时 间机床的 切削成本 * 切削时 间 + 单位 时间机床 非切削成 本 * 所有 装夹、换 刀等动作 时间 + 其 它非加工 费用
车间内某 一工序的 生产率限 制了整个 车间的生 产率的提 高时,该 工序的刀 具寿命要 选得低 些;当某 工序单位 时间内所 分担到的 全厂开支 M较大 时,刀具 寿命也应 选得低些 。
大件精加 工时,为 保证至少 完成一次 走刀,避 免切削时 中途换 刀,刀具 寿命应按 零件精度 和表面粗 糙度来确 定。
机械加工工时定额(车、铣、镗)切削用量参考表
机械加工工时定额(车、铣、镗)切削用量参考表1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 * 所有装夹、换刀等动作时间 + 其它非加工费用3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率提高一倍。
然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低些,一般取15-30min。
机械加工切削全参数表
机械加工切削全参数表 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a:垂直于进给运动方向测量的切削层横截面尺寸,单位为pmm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
d:工件直径,单位为mm。
w外圆车削示意图内圆车削示意图切削速度与转速关系:3.3181000nddnv ==π m/mindvd v n 3.3181000==π r/min v :切削速度,工件旋转的线速度,单位为m/min 。
n :工件的转速,单位为r/min 。
d :工件观察点直径,单位为mm 。
车削参数45钢热轧状态(硬度:187HB )外圆车削45钢热轧状态(硬度:187HB )内圆车削45钢调质状态(硬度:28~32HRC)外圆车削32HRC)内圆车削45钢调质状态(硬度:28~40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削28~32HRC)内圆车削40Cr钢调质状态(硬度:H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12-T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削380HB)内圆车削TC4固溶处理并时效状态(硬度:320~3 铣削加工切削参数推荐表 铣削要素铣削速度v :铣刀旋转运动的线速度,单位为m/min 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.03~0.07
250
0.3
0.08~0.1
350
100
0.1
0.05~0.08
300
0.2
0.1~0.15
500
0.2
0.05~0.08
250
0.3
0.1~0.15
350
2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YG8等)
ap(mm)
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
0.6
0.2
250
0.8
0.2
400
1
0.1
200
1.2
0.1
300
100
1
0.2
250
1
0.2
400
2
0.1
200
2
0.1
300
精车
1.6
20
0.1
0.03~0.07
300
0.2
0.08~0.1
500
15~20
0.3
0.1~0.15
60~80
100
0.1
0.05~0.08
15~20
0.3
0.2~0.3
90~110
0.2
0.05~0.08
15~20
0.4
0.15~0.2
90~110
40Cr钢热轧状态钢车刀(W18Cr4V等)
硬质合金车刀(YT15等)
ap(mm)
0.2
0.03~0.07
15~20
0.3
0.1~0.15
50~75
100
0.1
0.05~0.08
30~35
0.3
0.2~0.3
90~100
0.2
0.05~0.08
30~35
0.4
0.15~0.2
90~100
H62硬化状态(硬度:164HB)外圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YG8等)
0.2
0.03~0.07
60
0.3
0.08~0.1
130~150
100
0.1
0.05~0.08
80
0.2
0.1~0.15
130~150
0.2
0.05~0.08
60
0.3
0.1~0.15
130~150
H62硬化状态(硬度:164HB)内圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YG8等)
0.3
0.1~0.15
50~80
100
0.1
0.05~0.08
30~50
0.3
0.2~0.3
80~100
0.2
0.05~0.08
30~50
0.4
0.15~0.2
80~100
45钢调质状态(硬度:28~32HRC)外圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YT15等)
ap(mm)
ap(mm)
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
1
0.2
17
1
0.2
45
2
0.15
15
2
0.15
30
100
2
0.2
17
3
0.2
45
3
0.15
15
4
0.15
30
精车
1.6
20
0.1
0.03~0.07
15~20
0.2
0.1~0.15
30~50
0.2
0.03~0.07
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2
2
切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度ap:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
ap(mm)
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
0.6
0.15
17
0.8
0.15
40
1
0.1
15
1.2
0.1
30
100
1
0.15
17
1
0.15
40
2
0.1
15
2
0.1
30
精车
1.6
20
0.1
0.03~0.07
15~20
0.2
0.03~0.07
30~50
ap(mm)
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
1~2
0.4
250
2
0.4
500
2~3
0.2
200
3
0.2
350
100
1~2
0.4
250
3
0.4
500
2~4
0.2
200
4
0.2
350
精车
1.6
20
0.1
0.03~0.07
300
0.2
0.08~0.1
500
0.2
0.03~0.07
15~20
0.3
0.03~0.07
30~50
100
0.1
0.05~0.08
15~20
0.2
0.05~0.08
30~50
0.2
0.05~0.08
15~20
0.3
0.05~0.08
30~50
3
铣削速度v:铣刀旋转运动的线速度,单位为m/min。
铣削深度ap:平行于铣刀轴线测量的切削层尺寸,单位为mm。
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
1
0.3
27
1.5
0.3
90
2
0.2
18
2
0.2
70
100
2
0.3
27
3
0.3
90
3
0.2
18
4
0.2
70
精车
3.2
20
0.1
0.03~0.07
15~25
0.2
0.1~0.15
50~80
0.2
0.03~0.07
15~25
0.3
0.1~0.15
50~80
100
0.1
0.05~0.08
30~40
0.3
0.2~0.3
100~110
0.2
0.05~0.08
30~40
0.4
0.15~0.2
100~110
40Cr钢热轧状态(硬度:212HB)内圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YT15等)
ap(mm)
0.2
0.03~0.07
250
0.3
0.08~0.1
350
100
0.1
0.05~0.08
300
0.2
0.1~0.15
500
0.2
0.05~0.08
250
0.3
0.1~0.15
350
TC4固溶处理并时效状态(硬度:320~380HB)外圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YG8等)
ap(mm)
f(mm/r)
v(m/min)
ap(mm)
f(mm/r)
v(m/min)
粗车
6.3
20
1
0.3
23
1.5
0.3
85
2
0.2
15
2
0.2
65
100
2
0.3
23
3
0.3
85
3
0.2
15
4
0.2
65
精车
3.2
20
0.1
0.03~0.07
15~20
0.2
0.1~0.15
50~75
0.2
0.03~0.07
0.3
0.1~0.15
60~80
100
0.1
0.05~0.08
15~20
0.3
0.2~0.3
90~110
0.2
0.05~0.08
15~20
0.4
0.15~0.2
90~110
45钢调质状态(硬度:28~32HRC)内圆车削
类别
Ra
dw
高速钢车刀(W18Cr4V等)
硬质合金车刀(YT15等)
ap(mm)
选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。选择切削用量时,要综合考虑生产率、加工质量和加工成本。