西门子802Dsl培训材料
802D系统培训教程
• 简号为2111。
• 选择型号后,在屏幕 左上方显示所选择的 尺的类型。
• 如是普通尺,选择[配 置]。
• 如果是距离编码的尺, 选择[存储]。
• 选择[线性编码器]。 • [等距的零标记]
• 选择电压级5V
• 选择[确认]。
• 升级完成后,将显示 [成功结束装载]的提示,
此时断开再接通机床 主电源。
• 系统启动后,再次进 入[SINAMICS IBM]画 面,选择第二项[装载 驱动出厂设置],并选 择打开。
• 选择[全部组件],然后 选择[启动],
• 出厂设置过程可在屏 幕过程条中显示。
• 出厂设置结束后,将 显示信息提示[组件已
• 在系统初始化过程中, 802DSL系统侧将自动 进行一系列系统复位 操作。
• 初始化结束后,将出 现此对话框,是一些
系统下载文件的提示 信息,选择[否]即可。
• 选择[否]后,将进行再 一次系统重启的操作, 并且软件将自动断开 连接。
• 初始化后,系统将出 现车床的画面,相应 的车床工艺文件及相 应参数,工艺循环等 文件都装载入系统。
• 在802DSL系统端进入 系统画面,选择[机床 数据]。
• 再选择[驱动器数据]。
• 选择后,将出现如图所示 画面,伺服设定的第一步 需要进行固件升级,固件 升级是为了进行各伺服模 块及系统之间的软件匹配, 这步是非常重要的,一般 在初始进行伺服设定时进 行,要求系统和各模块之 间都连接上,一般只做一 次,在进行升级之前,需 要断开伺服的使能,使能 断开后,CU_I(控制单元) 显示10,ALM(电源模块) 显示44。
初始化步骤。
• 将802DSL系统通电, 通电后,经过初始文 件装载后,将出现如 图所示系统启动画面
西门子数控(SINUMERIK)802D电气培训资料
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
March, 2008
2
数控系统控制原理
802D电气培训
数控系统控制原理 802D系统简介 系统的连接 操作 维护
数控机床的定义
数控机床(Numerical Control Machine Tools)是指采用数字形式信息控制的机床, 详言只,凡是用数字化的代码将零件加工过程中所需的各种操作和步骤以及刀具与 工件之间的相对移动等记录在程序介质上,送入计算机或数控系统经过译码、运算 及处理,控制机床的刀具与工件的相对运动加工出所需要的工件的一类机床即为数 控机床。
系统的连接操作维护 NhomakorabeaSMTCL
沈阳机床中捷立式加工中心
闭环控制系统框图
幻灯片制作 程娜
March, 2008
7
SINUMERIK 802D 系统简介 – 数控产品结构
802D电气培训
数控系统控制原理 802D系统简介 系统的连接 操作 维护
性 能
高性价比
802Ce
802Se
802D
普及型
810D
高性能型
840D
价格
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
March, 2008
8
SINUMERIK 802D 系统简介 – 数控系统的构成
802D电气培训
数控系统控制原理 802D系统简介 系统的连接 操作 维护
人机界面
数控系统
NC核心
SMTCL
沈阳机床中捷立式加工中心
幻灯片制作 程娜
可编程机床接口
SMTCL
沈阳机床中捷立式加工中心
半闭环控制系统框图
802Dsl Turning CHS 13062006

R参数
300个预定义的浮点格式运算变量, 例如:G0 X=R100 Z=R101
以纯文本显示名称的用户变量
可以定义局部用户数据的名称及类型, 例如:DEF REAL PART_DIAM=60
系统变量
存取刀具补偿、坐标轴位置、测量值等, 例如:R1=$AA_MW[X],表示X轴在工件坐标系的位置
在工件测量屏幕及零点偏置列表之间直 接切换,可以快速检查结果
工件参数设置方便,屏幕直观显示零点偏置
SINUMERIK 802D sl plus 车床
2006年04月,第 7 页
© 西门子股份公司 2006 – 保留更改权利
自动化与驱动
MDI方式下的坯件平面车削
SINUMERIK 802D sl 车床
在X轴及Z轴方向进行刀具测量的图形 支持
用刀具接触工件并输入零件的尺寸。 系统自动计算刀具补偿并将数值保存 在刀具列表内
存储位置键用来将刀具从工件退回, 停止主轴并在保存结果之前测量工件
直观的屏幕显示,节省刀具参数设置时间
SINUMERIK 802D sl plus 车床
2006年04月,第 4 页
变量关联性
算术运算:+ - * / sin cos exp,逻辑运算:== <> >= 等 例如:G1 Z=R1 X=30*SIN(R1)
高级语言中的程序结构控制
程序跳转指令,例如:IF R1==10 GOTOB LABEL1
能够解决所有加工问题
SINUMERIK 802D sl plus 车床
自动化与驱动
多语言操作界面
SINUMERIK 802D sl 车床
802Dsl_NC_PARAMETER参数

Page:
1
March, 2005
Automation and Drives - Motion control
SINUMERIK 802D sl – Connecting up
802D调试培训
键盘
24VDC
PP 72/48
操作站 802D PCU
24 VDC 220 VAC
N
PE
RS232隔离器
个人 计算机
轴正方向
参考点碰块
距离应小于 0 硬限位碰块
如果参考点碰块与硬限位碰块不能满足要求,必须确定以MD34020碰到硬限位时, 硬限位碰块的长度是否大于制动距离;否则可能由于操作失误导致机床损坏; 注意:该参数调试完毕后应恢复制造商级别(口令:EVENING)
返回参考点后,机床坐标系建立,零点偏移,软限位,反向间隙补偿,丝杠螺距误 差补偿生效
802D调试培训
手动返回参考点的操作:可设定位触发方式:点动回参考点轴的正向键,坐标自动 开始返回参考点的过程,按复位键可终止; 设定触发方式的前提条件是: 参考点碰块与硬限位碰块的相对位置应付和下图的要求 参数的设定需要在专家级别(口令:SUNRISE) 参数MD11300=0
© SIEMENS Ltd China SINUMERIK 802D solution line - Innovative Pruducts
主轴加速度 主轴
Page: 9
MD32300
March, 2005
Automation and Drives - Motion control
802D参数设定 –参考点设定
Page:
3
March, 2005
Automation and Drives - Motion control
802d_sl_安装与调试

802D SL 安装与调试内容提要本文通过对SIEMENS 802D SL 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能。
本文首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
结合802Dsl 安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的元件及安装调试进行了初步的介绍。
其中对各元件名称、用途,已经系统的安装、调试以及一些注意事项都有提及。
关键词:数控系统用户报警故障诊断回参考点第一节:数控机床的组成1.数控机床的组成:数控机床组成示意图(1)输入输出装置:设备主要实现编制程序、输入程序、输入数据以及显示、存储和打印等功能。
组成:按钮站/状态灯/按键阵列/显示器。
(2)数控系统数控系统是数控机床的“大脑”和“核心”,通常由一台通用或专用计算机构成。
组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。
(3)伺服系统伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。
伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作台按规定轨迹移动或精确定位,加工出符合图样要求的工件,即把数控装置送来的微弱指令信号,放大成能驱动伺动电动机的大功率信号。
(4)辅助装置指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。
它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
(5)机床本体数控机床的机械部件包括:主运动部件,进给运动执行部件,如工作台、拖板及其传动部件,床身、立柱等支承部件;此外,还有冷却、润滑、转位和夹紧等辅助装置。
与传统机床相比,数控机床的外部造型、整体布局、传动系统与刀具系统的部件结构以及操作机构等都发生了很大的变化,这种变化的目的是为了满足数控技术的要求和充分发挥数控机床的特点。
论SIEMENS-802D数控系统面板操作实训
§2.2SIEMENS-802D数控系统面板操作实训一、实训目的1.了解SIEMENS-802D数控系统面板各按键功能。
2.熟练掌握SIEMENS-802D数控系统的基本操作。
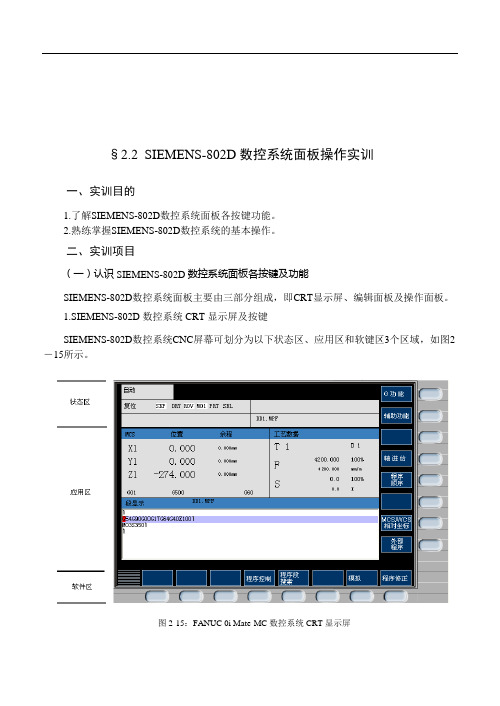
二、实训项目(一)认识SIEMENS-802D数控系统面板各按键及功能SIEMENS-802D数控系统面板主要由三部分组成,即CRT显示屏、编辑面板及操作面板。
1.SIEMENS-802D数控系统CRT显示屏及按键SIEMENS-802D数控系统CNC屏幕可划分为以下状态区、应用区和软键区3个区域,如图2-15所示。
图2-15:FANUC 0i Mate-MC数控系统CRT显示屏(1)状态区如图2-16所示,每一区域的功用有所不同。
了解各区域的功用,非常有利于操作机床,可以实现更好的人-机交流。
各区显示含义见表2-4。
图2-16 SIEMENS-802D数控系统CNC屏幕状态区表2-4 状态区显示元素的含义显示区显示及含义1.操作激活区域,激活模式手动(JOG);手动1INC(1INC)手动10INC(1INC)手动100INC(1INC), 手动1000INC(1000INC),VAR INC自动(AUTOMATIC)偏置(Offset)程序(Program)程序管理(Program Manager)系统(System)报警(Alarm)2.报警和信息行带有报警文本的报警号信息文本3.程序状态复位(RESET)指程序被放弃/基本状态程序运行(RUN)指程序正在运行程序停止(STOP)指程序被停止4.程序控制状态SKP,DRY,ROV,M01,PRT,STB指在自动模式下的各程序控制5.存储存储6.NC信息显示加工信息7.选择零件程序程序名区显示所选择的程序的程序名(2)应用区状态区显示当前刀具坐标、当前的运行程序、当前刀具号和刀补号、当前转速和当前进给等信息,如图2-14所示。
(3)软键区不同的工作页面有不同的软件功能.2.SIEMENS-802D数控系统编辑面板的按键SIEMENS-802D数控系统编辑面板如图2-17所示,其各按键名称及用途见表2-5所示。
802D培训
• 仿真软件的使用 • 操作方式、操作区域和操作元件 • 数据系统、编辑器 • 下午: • NC编程
第1部分: 西门子802系列产品特点介绍
西门子802系列产品的里程碑
西门子802系列产品结构
802Se/Ce的主要特征
• 1、系统硬件 •
• • • • • • • • 一体化设计 简化了电气柜的布局 改善电柜的电磁兼容性 更高的防护等级 采用薄膜按键的键盘和机床控制面板合为一体化 更多用户自定义键 按键式进给倍率和主轴倍率 6” 液晶显示器 16 X 16 输入输出标准配置 (可扩展至: 32 X 32)
调试电缆
(1)802D 调试电缆:用于PLC 编程软件(Programming Tool PLC 802)、通 讯软件(WinPCIN)和文本管理器(Text Manager)的RS-232 通讯电缆。
(2)驱动器调试电缆:用于驱动器调试工具软件SimoComU 的RS-232 通讯电缆。
• 重要事项 • 在调试802D 或调试611UE 驱动器时,个人 计算机是必不可少的工具。且RS-232 通讯 电缆又是连接802D 和PC 机(或611U 和PC 机)的唯一途径。因此必须保证机床电气柜 的保护地与计算机的保护地共地。否则可能 导致802D、611U 或计算机的硬件损坏。
人机界面
NC核心
可编程机床接口
802D的技术数据
·加工工艺:车削,铣削和钻削 ·可控达 4 个进给轴和一个主轴,或3 个进给轴和一个主轴、一个辅助 主轴(用于C 轴功能:TRANSMIT / TRACYL) ·最多 3 轴联动 ·最多32 把刀具,带有刀具寿命监控(选项) ·340 KB 零件程序存储器 ·在前面板的内置PC 卡接口,不仅可以用于批量生产而且可以用来存储 用户加工程 序 ·西门子 G 代码编程,以及 ISO 方言编程 (G291) ·旋转轴控制 ·极坐标 ·程序预读功能,最多可达 35 段 ·刚性攻丝 ·FRAME (坐标旋转、平移、缩放、镜象)
《教学分析》-Siemens802DSL系统伺服全闭环及主轴编码器调试步骤

• 电源模块的X202连接
至X轴分离检测器的连
接插口。
• 接通机床电源,并确 定各模块24V电源已经
接通,接通后,各模 块上的指示灯将点亮。
• 系统启动后,在 802DSL系统侧进入系 统画面,选择[机床数 据]。
• 再选择[驱动器数据]。
• 选择后,将出现如图 所示画面,设置前需
伺服全闭环调试步骤说明
硬件连接
• SL 驱动与系统之间的连接采用DRIVE
CLIQ电缆进行连接。在PCU后部有两个高 速接口X1和X2,一般情况下X1连接至驱动电 源模块的X200,X2连接至主轴分离检测器 SMC30。
基本连接框图
• PCU后端的X1连接至
伺服电源馈入模块的 X200。
• 如图,靠近最外侧的 接口为X200。
下步骤进行设置,由于主轴编码器必须附 加在X轴上,但一个数字轴最多只能配置两 个编码器,当X轴为全闭环控制时,X轴电
机自身编码器不使用,以下的手段就是通 过一些参数的设置将X轴第一编码器同主轴
编码器对调,以实现全闭环及主轴编码器 的控制。
在PC机上使用CTRL+E, 进入专家模式,
• 然后将P140参数设置 为3。如下图:
设置P922=999
设置P480[0]=%0 设置P480[2]=R2050[5]
设置P2051[5]=r481[2]
P2061[6]=R482[2] P2061[8]=R483[2]
• 设置完成后,选择 在线
选择[Download]将设置的数据下载至802DSL系统 中.选择后,出现下图所示画面。选择[YES],
面所示框中选择需要的配置,例如光栅尺为海德汉382C,
选择上图中的4000nm,1 vpp,A/B R distance… 2112
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.数据备份恢复
Page 18/30
4.数据备份恢复
Page 19/30
4.数据备份恢复
Page 20/30
4.数据备份恢复
Page 21/30
4.数据备份恢复
Page 22/30
4.数据备份恢复
Page 23/30
4.数据备份恢复
Page 24/30
4.数据备份恢复
Page 25/30
Page 14/30
3. 参数介绍
Page 15/30
3. 参数介绍
Page 16/30
3. 参数介绍
参数生效方式: IM - Immediately 立即生效 RE- Reset PO- Power 按复位键生效 重启生效
CF- CONFIG
按刷新键生效
重要NC参数设置: 参见调试手册
Page 17/30
Page 3/30
1.西门子数控系统介绍
SINUMERIK 802S baseline
SINUMERIK 802C baseline
Page 4/30
1.西门子数控系统介绍
SINUMERIK 802D solution line
Page 5/30
1.西门子数控系统介绍
compact strong
802D solution line
Training material
Schedule
1. 西门子数控系统介绍 2. 系统口令 3. 参数介绍 4. 数据备份恢复
5. PLC编程软件Programming Tool
Page 2/30
1.西门子数控系统介绍
SINUMERIK 801 & SINAMICS V60 & 1FL5 Motor
4.数据备份恢复
Page 26/30
5. PLC编程软件Programming Tool
Page 27/30
5. PLC编程软件Programming Tool
Page 28/30
5. PLC编程软件Programming Tool
Page 29/30
simple …
… simply perf solution line
1.西门子数控系统介绍
SINUMERIK 810/840D
Page 7/30
2.系统口令
用 户:CUSTOMER 用户级操作和参数 制造商:EVENING 专 家:SUNRISE 制造商级参数和PLC 专家级参数和PLC
操作方法: 键盘上SYSTEM按键(SHIFT+ALARM)进入系统画面
-设置口令
-更改口令 -删除口令
Page 8/30
2.系统口令
Page 9/30
2.系统口令
Page 10/30
3. 参数介绍
Page 11/30
3. 参数介绍
Page 12/30
3. 参数介绍
Page 13/30
3. 参数介绍