炼钢转炉汽化冷却烟道结构设计中几个应注意的问题
转炉汽化烟道末段漏水原因分析及改进措施
116管理及其他M anagement and other转炉汽化烟道末段漏水原因分析及改进措施宋君瑞(河钢乐亭钢铁有限公司,河北 唐山 063011)摘 要:从水质、管道材质、烟道结构及循环方式等方面进行分析,找出转炉汽化系统末段烟道漏水的原因,并针对问题给出相应的参考方案,以提高末端烟道的使用寿命,保证生产稳定运行。
关键词:转炉;末段烟道;漏水;使用寿命中图分类号:TF341.1 文献标识码:A 文章编号:11-5004(2021)20-0116-2收稿日期:2021-10作者简介:宋君瑞,男,生于1989年,山东德州人,工程师,硕士,研究方向:冶金机械。
在整个炼钢工艺中,转炉汽化系统主要通过将烟道内冷却软水变为水蒸汽,以达到吸收烟气热量及降低烟气温度的目的,并通过蓄热器稳压后外送蒸汽发电机组进行发电。
同时,作为转炉炼钢工艺的一部分,汽化烟道疏导吹炼时产生的烟气进入除尘系统,直接参与炼钢生产[1],在冶金生产中占有十分重要的地位。
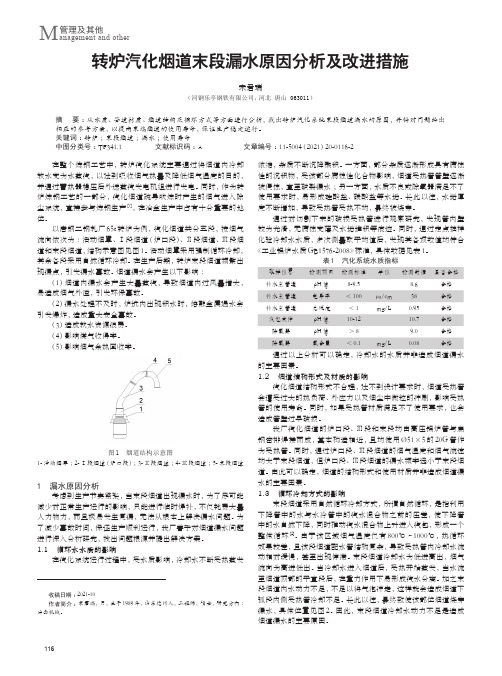
以唐钢二钢轧厂65t 转炉为例,汽化烟道共分五段,按烟气流向依次为:活动烟罩、Ⅰ段烟道(炉口段)、Ⅱ段烟道、Ⅲ段烟道和末段烟道,结构示意图见图1。
活动烟罩采用强制循环冷却,其余各段采用自然循环冷却。
在生产后期,转炉末段烟道频繁出现漏点,引发漏水事故。
烟道漏水会产生以下影响:(1)烟道内漏水会产生大量蒸汽,导致烟道内过风量增大,易造成烟气外溢,引发环保事故。
(2)漏水处理不及时,炉坑内出现积水时,熔融金属遇水会引发爆炸,造成重大安全事故。
(3)造成软水资源浪费。
(4)影响煤气收得率。
(5)影响烟气余热回收率。
图1 烟道结构示意图1-活动烟罩;2-Ⅰ段烟道(炉口段);3-Ⅱ段烟道;4-Ⅲ段烟道;5-末段烟道1 漏水原因分析考虑到生产节奏紧张,当末段烟道出现漏水时,为了尽可能减少对正常生产运行的影响,只能进行临时焊补,不仅耗费大量人力物力,而且极易发生复漏,无法从根本上解决漏水问题。
转炉炼钢项目10转炉常见事故和故障处理
任务 描述
相关知识
一、氧枪及设备漏水对安全生产的危害 (1)可能爆炸 如氧枪漏水后炉子转动产生大量蒸气将金属、炉渣爆炸出炉
外。 (2)缩短炉衬寿命 如炉口水箱轻度损坏冷却水会渗向炉衬,从而缩短炉子
寿命。 (3)影响钢的质量 如水汽可使钢的[H]量升高。 (4)设备变形,影响生产。
相关知识
二、氧枪及设备漏水的常见部位 (1)氧枪漏水 喷头与枪身的接缝处;喷头端面;氧枪套管定位块脱落。 (2)炉口水箱直接受火焰冲刷的圆周上。 (3)汽化冷却烟道漏水 常发生在密排无缝钢管与固定支架连接处。
任务三
化学成分不合格
1.碳不合格的原因 2.锰不合格原因 3.磷不合格原因 4.硫不合格原因
学习 目标
• 熟悉碳、磷、硫成分不合格的原因。 • 学会分析磷、硫出格的主要原因,知道预防出现
磷、硫出格的方法。
学习目标 任务描述
炼钢的主要任务脱碳、脱磷、去硫,要求在了 解成分产生不合格原因基础上会处理磷和硫的出格, 并知道预防成分出格的方法。
(2)采用出钢挡渣技术,严禁出钢下渣。
回炉钢
1.回炉钢的含义
任务四
2.回炉钢产生的原因
学习 目标
• 知道什么是回炉钢,了解形成回炉钢的原因。 • 能分析回炉的原因,会对回炉钢进行正确处理。
学习目标 任务描述
出现回炉现象是一种重大生产事故,要了解 容易造成回炉钢的因素,并能预防此类事故的出现。
任务 描述
任务实施
加料口堵塞的处理方法如下: (1)在溜槽上开一观察孔,处理时打开观察孔盖,将撬棒伸入观察孔结瘤
处,然后用力凿或用榔头敲打撬棒,击碎堵塞物后使加料口畅通。该方法是目 前主要和常用方法。
(2)还可在平台上用一根长钢管伸到堵塞处进行敲打或用氧气管慢慢烧。 堵塞如属于溜槽设计问题,则需大修中修改造;若漏水造成,必须查明漏水 原因并修复;用氧气烧开要用低氧压,同时加强观察。
炼钢转炉汽化冷却烟道长寿化运行的研究

炼钢转炉汽化冷却烟道长寿化运行的研究[摘要]炼钢转炉汽化冷却烟道由于所处工况恶劣复杂,受高温烟气冲刷,受冷热交替作业环境影响,除了对设备的质量、设计强度、冷却水水质、结构、制造要求很高以外,日常操作运行也至关重要。
这关系到炼钢系统生产的安全稳定型钢,更关系到钢铁企业的经济效益,所以如何保证和延长烟道的使用寿命尤为重要。
针对日常操作运行影响烟道使用寿命的主要因素进行了分析,制定了相应的控制措施。
[关键词]交变应力裂纹水质高温热疲劳堆焊一、转炉正常运行期间的操作研究及应用:1.除氧器的运行温度在100~104℃之间。
2.汽化的补水为自动补水,根据各生产系统的实际运行情况进行设定补水,一般在吹炼3-5分钟开始自动补水直至吹炼结束。
3.活动烟罩均采用强制循环(60t转炉烟罩水流量不低于350m3)。
4.转炉汽化烟道产生的蒸汽通过蓄热器进行蓄热后调压外送(即根据生产周期调节外供蒸汽压力0.45Mpa~0.75Mpa),转炉停吹后蓄热器外送蒸汽压力降至0.45Mpa后,关闭外供蒸气阀门对汽包进行保,减少汽包在吹炼与非吹炼期间的压力波动在±0.15Mpa范围之内。
5.对汽化烟道给水进行加药处理,稀释的药品通过给水泵打到汽包内。
6.汽化烟道排污为电动排污,按照汽包炉水化验指标进行排污,执行每间隔4小时进行一次排污,排污方式为间断性。
排污量的总体控制为Ⅰ段排污量为总量的1/2,Ⅱ段排污量为总量的1/5,,烟道Ⅲ段排污量为总量的1/5,烟道Ⅳ段排污量为总量的1/10。
二、转炉非正常运行期间的操作研究及应用1.换包或等铁水期间操作:1)转炉停吹后关闭蓄热器外送蒸汽切断阀。
2)转炉溅完渣后主摇负责将一次除尘风机转速降至600r/min。
3)烟道排污操作,排污方式为间断性:Ⅰ段排污时间为5min,Ⅱ段排污时间为3min,烟道Ⅲ段排污时间为2min,烟道Ⅳ段排污时间为2min。
4)换包后第一炉转炉加入铁水后炉口朝上对烟道进行预热15分钟后,再进行吹炼,此时一次除尘风机转速为1000r/min。
转炉炼钢除尘现状及常见问题分析
转炉炼钢除尘现状及常见问题分析韩旭进刘璐( 《长钢纵横》2008年第3期总第58期) 【关闭】【回页首】我国炼钢转炉现有500余座,2006年,中国钢产量达到41878.2万吨(不含台湾省),其中转炉钢占85%以上。
所以,炼钢转炉除尘工艺、设备的先进与否,制约吨钢能耗的进一步降低,也决定烟尘的总排放量。
转炉除尘工艺直接决定着国家的节能减排政策能否很好的实施。
下面简单介绍我国转炉除尘的现状,国内常用工艺流程,重点是讨论几种除尘工艺的优缺点及改进建议。
一、炼钢转炉烟气特点在转炉吹炼过程中,转炉中产生约1450℃的高温废气,主要成分是CO、O2、CO2、N2和SO2,CO含量可高达80%以上。
含有大量的粉尘,含尘浓度可达150-200g/Nm3,吨钢可产生10~30kg粉尘。
所以转炉烟气具有高温、有毒、易燃易爆、含尘量高等特点。
同时转炉烟气又具有很高的利用价值,具有潜热、显热等大量能量,烟气中的粉尘也含有50%以上的全铁,可以循环利用。
转炉炼钢是间歇式生产,所以转炉烟气的生产也是间断的,使得烟气处理控制系统变得更加复杂。
二、目前常见处理工艺炼钢转炉烟气除尘分为湿法和干法两大类。
最具代表性的是OG湿法除尘工艺和L—T干法除尘工艺。
(一)OG湿法除尘工艺最具代表性的是“双文程式”的工艺流程,简称OG法,目前世界上大部分转炉都采用这种方法。
该流程是:转炉烟气经罩裙、Ⅰ至Ⅳ段汽化冷却烟道冷却之后,由1600℃降至800℃左右,然后进一文、二文进一步降温并除尘,再经诱引离心风机到三通切换阀,煤气合格的进入回收系统,达不到煤气回收要求的烟气进入放散塔点火排放。
OG系统根据文氏管的原理知道文氏管是靠喉口处高速气流使喷入的水二次雾化,以增大水滴的表面积,捕捉更多的粉尘,这种原理使文氏管阻损很大。
因而系统存在着阻力大、用水量大、净化效果不理想的问题,造成水、电浪费的现象比较严重。
并且系统经常采用的折板式水雾分离器、丝网脱水器等脱水设备效果不理想、易堵塞,造成风机故障率高;粉尘排放率超标。
转炉汽化冷却系统常见问题及解决对策
转炉汽化冷却系统常见问题及解决对策童健民(武钢第一炼钢厂 武汉430083)摘 要 转炉汽化冷却系统的安全稳定运行对于转炉实现高产、稳产是非常重要的,在连续生产过程中影响汽化冷却系统安全运行的因素较多,但常见的问题可以概括为 腐蚀、结垢、堵塞、操作 4类。
结合现场实际对这4类问题提出了具体的解决对策,经过实践完善后取得了较好的效果。
关键词 转炉 汽化冷却 对策Problems Comm only Existed in C onverter V aporized Cooling System and Some SolutionsTONG Jian-min(No.1Stee l -making Plant o f WISCO W uhan 430083)Abstract The safe and stable running of converter vaporized cooling sys te m is very important to the realiz ation of hi gh and s table output.There are many fac tors affecting the safe and s table running i n continuous producti on,but the commonly seen problems can be s ummarized as four ki nds:decay,fil th,s top and operation.The c onc rete solutions to the four ki nds of problems are put forward based on the site practice and good res ults have been obtained.Keywords converter vaporized cooli ng countermeasures转炉汽化冷却系统设备的安全稳定运行是保证被其冷却的转炉稳产、顺产的重要条件之一,在实际生产过程中相当一部分转炉汽化冷却系统暴露出这样或那样的问题,轻则影响转炉产能发挥,重则导致事故发生甚至被迫停炉。
转炉汽化冷却烟道移动段水循环问题讨论
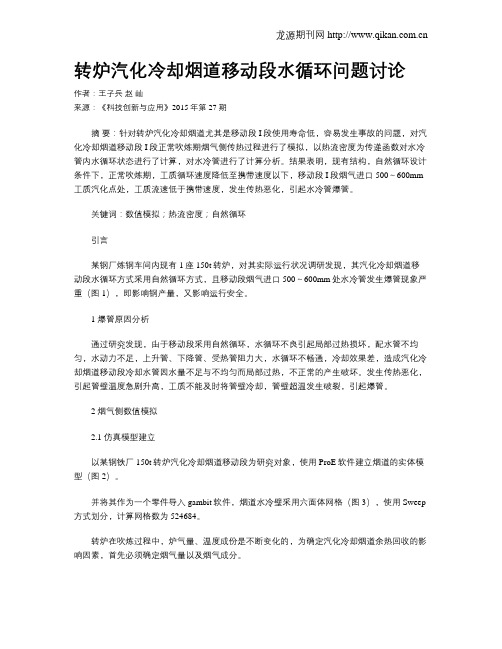
转炉汽化冷却烟道移动段水循环问题讨论作者:王子兵赵屾来源:《科技创新与应用》2015年第27期摘要:针对转炉汽化冷却烟道尤其是移动段I段使用寿命低,容易发生事故的问题,对汽化冷却烟道移动段I段正常吹炼期烟气侧传热过程进行了模拟,以热流密度为传递函数对水冷管内水循环状态进行了计算,对水冷管进行了计算分析。
结果表明,现有结构,自然循环设计条件下,正常吹炼期,工质循环速度降低至携带速度以下,移动段I段烟气进口500~600mm 工质汽化点处,工质流速低于携带速度,发生传热恶化,引起水冷管爆管。
关键词:数值模拟;热流密度;自然循环引言某钢厂炼钢车间内现有1座150t转炉,对其实际运行状况调研发现,其汽化冷却烟道移动段水循环方式采用自然循环方式,且移动段烟气进口500~600mm处水冷管发生爆管现象严重(图1),即影响钢产量,又影响运行安全。
1 爆管原因分析通过研究发现,由于移动段采用自然循环,水循环不良引起局部过热损坏,配水管不均匀,水动力不足,上升管、下降管、受热管阻力大,水循环不畅通,冷却效果差,造成汽化冷却烟道移动段冷却水管因水量不足与不均匀而局部过热,不正常的产生破坏。
发生传热恶化,引起管壁温度急剧升高,工质不能及时将管壁冷却,管壁超温发生破裂,引起爆管。
2 烟气侧数值模拟2.1 仿真模型建立以某钢铁厂150t转炉汽化冷却烟道移动段为研究对象,使用ProE软件建立烟道的实体模型(图2)。
并将其作为一个零件导入gambit软件,烟道水冷壁采用六面体网格(图3),使用Sweep 方式划分,计算网格数为524684。
转炉在吹炼过程中,炉气量、温度成份是不断变化的,为确定汽化冷却烟道余热回收的影响因素,首先必须确定烟气量以及烟气成分。
一般情况下,可将转炉烟气看作理想气体的混合物,其成分是一氧化碳、二氧化碳、氮气、氧气。
根据理想气体混合物物性参数的导出方法,我们就可以方便的推导出直接计算烟气物性参数的计算公式,而不必先计算平均烟气成分的物性,再根据实际成分计算修正系数,加以修正。
转炉汽化冷却烟道安全设计

转炉汽化冷却烟道安全设计岳雷1,2(1.中冶华天包头设计研究总院有限公司㊀内蒙古包头014010;㊀2.内蒙古科技大学㊀内蒙古包头014010)㊀㊀摘㊀要㊀结合活动烟罩和空气过剩系数因素,分析了转炉汽化冷却烟道的安全设计问题和安全运行要素㊂结合对烟道结构和空气过剩系数的分析,分别针对80,120,180,210t转炉进行传热分析,结合计算结果,得出转炉出口温度变化规律,并进行了综合性对比分析㊂分析结果表明,选择合理结构和合适的空气过剩系数是转炉汽化冷却烟道在设计㊁生产过程中至关重要的因素,是预防转炉安全生产事故发生的关键㊂㊀㊀关键词㊀转炉汽化冷却烟道㊀空气过剩系数㊀烟气Safety Design of Convertor Waste Heat BoilerYUE Lei1,2(1.MCC Huatian Baotou Design Research Institute Co.,Ltd.㊀Baotou,Inner Mongolia014010)Abstract㊀In this paper,the safety design&operating factors of convertor waste hear boiler were analyzed by combi-ning the active cover&air excess bined with the analysis of flue structure and air excess coefficient,heat transfer analysis was carried out for converter of80tons,120tons,180tons and210tons respectively,andbased on the calculation results,the temperature change rule of converter outlet was obtained and a comprehensivecomparative analysis was made.The analysis results show that the selection of a reasonable structure and the appro-priate excess air coefficient are the most important factors in the design and production of the converter waste heatflue,and the key to prevent the occurrence of converter safety accidents.Key Words㊀waste heat boiler㊀air excess coefficient㊀gas0㊀引言氧气转炉汽化冷却烟道技术在大中型转炉中被广泛使用,是冶金系统烟气余热回收的有效手段,根据‘钢铁企业节能设计规范“和‘钢铁工业资源综合利用设计规范“,转炉汽化冷却烟道是冶金企业重要的一㊁二次能源回收手段,相继颁布了‘烟道式余热锅炉设计导则“和‘氧气转炉余热锅炉技术条件“,并且提出了相关的传热计算方法[1-2]㊂影响转炉汽化冷却烟道的因素比较多,包括:转炉规模㊁吹炼时间㊁空气过剩系数㊁气体和炉尘的性质㊁气体成分㊁烟气入口活动烟罩温度㊁汽化冷却烟道结构形式等㊂其中,空气过剩系数和汽化冷却烟道结构形式与实践生产联系最紧密,并且在设计与生产过程中可调性最强,其直接影响热量回收和转炉煤气回收的质量[3-4]㊂在转炉生产制度及规模一定的条件下,空气过剩系数对转炉烟气温度㊁一氧化碳含量及烟气量有着决定性作用㊂当空气过剩系数增大时,转炉煤气的温度会升高㊁一氧化碳的含量会降低㊁烟气量会增大;当空气过剩系数减小时,转炉煤气的温度会降低㊁一氧化碳的含量会升高㊁烟气量会降低㊂空气过剩系数直接影响着转炉煤气的质量和转炉汽化冷却烟道的安全运行㊂另一个关键因素就是烟道的几何尺寸,烟道的几何尺寸决定了烟道的传热面积,直接影响了对流传热量和辐射传热量,在设计过程中,合理地确定烟道的几何尺寸是非常关键的问题[3-4]㊂在烟道几何尺寸合理的前提下,生产过程中合理地调整空气过剩系数,既保证转炉煤气的高品质回收,也要保证转炉煤气出口温度不低于610ħ[5],确保整体转炉汽化冷却烟道的安全运行㊂1㊀烟道几何尺寸分析合理的烟道几何尺寸对于转炉汽化冷却烟道直接影响烟道的对流传热面积和辐射围挡面积,直接影响整体烟道的热回收效果和转炉煤气出口温度,当温度低于610ħ时,就很容易引起安全事故,发生烟道爆炸㊂但是,当面积不足时,则会出现温度过高导致后段蒸发冷却系统能力不足,当转炉煤气出口温度高于950ħ时,就会很容易发生蒸发冷却器或文氏管烧损事故㊂因此,合理地选择烟道的几何尺寸,保证对流传热面积和辐射传热面积处于合理区㊃03㊃㊀㊀㊀㊀㊀㊀㊀工业安全与环保㊀㊀㊀㊀Industrial Safety and Environmental Protection㊀㊀㊀㊀㊀㊀㊀2020年第46卷第6期June2020间,是转炉汽化冷却烟道安全运行的首要条件㊂烟道过长或直径过大,会使转炉煤气出口温度降低,一般为保证转炉煤气的回收质量,转炉汽化冷却烟道的空气过剩系数通常设定为0.08~0.12[1-3]㊂见图1,通常,转炉汽化冷却烟道是由活动烟罩㊁炉口段㊁中间段和末端组成,其中转炉煤气出口温度对活动烟罩几何尺寸的变化非常敏感,采用空气过剩系数0.1,使用转炉汽化冷却烟道计算软件对80,120,180,210t 转炉进行综合分析[5],见图2㊂活动烟罩一般可以认为其被火焰笼罩,其冷却作用主要为吸收辐射传热,对流传热量可以忽略不计㊂首先对活动烟罩进行分析,当活动烟罩尺寸发生变化时,转炉煤气的出口温度参考图3,活动烟罩出口温度参考图4㊂通过对活动烟罩辐射围挡面积的变化,对转炉煤气的出口温度进行计算,可知当转炉汽化冷却区烟道的其他组成部分不变时,活动烟罩辐射围挡面积的变化对转炉煤气出口温度的影响较大,其主要原因在于活动烟罩的进口炉气温度最高,此时如果增大冷却面积,在最初的活动烟罩处温降将非常明显,这直接会影响最终的转炉煤气出口温度,根据计算统计分析,当活动烟罩处的辐射围挡面积增加1倍时,转炉煤气的出口温度将下降约200ħ㊂图1㊀余热锅炉结构图2㊀计算软件示意㊀㊀通过计算分析可知,活动烟罩的尺寸设计不仅仅要考虑到活动烟罩的行程㊁操作空间及烟道的结构形式,更重要的是应详细计算辐射围挡面积,保证其不影响转炉煤气出口温度㊂转炉规模较大时,应注意其温度过高,对蒸发冷却设备或文氏管造成危害;转炉规模较小时,应注意防止其温度过低,造成爆炸事故㊂2㊀空气过剩系数分析㊃13㊃合理地确定空气过剩系数是非常重要的,降低空气过剩系数虽然可以提高转炉煤气品质,提高一氧化碳的含量,但是当空气过剩系数达到一定数值时,此时转炉煤气已经无回收价值,但是随之而来的是风量的增加和转炉煤气出口温度的增加㊂图3㊀转炉煤气出口温度变化利用氧气转炉汽化冷却系统计算软件计算,对80,120,180,210t 转炉进行综合分析,各吨位转炉烟道的对流传热面积和辐射围挡面积可参考下表1㊂根据表1所提供的数据,对空气过剩系数由0.06至0.4进行分析计算㊂图4㊀转炉煤气活动烟罩出口温度变化根据图5所示,当空气过剩系数增大时,转炉煤气的出口温度基本上会上升约100ħ,同时风量也会增加㊂对于正常生产过程,空气过剩系数一般会被控制在0.1左右,当活动烟罩出现不正常运行或需要提高空气过剩系数的情况下,如果空气过剩系数低于0.2,则不会对转炉煤气出口温度产生较大影响,不会引发安全事故㊂但是,空气过剩系数达到0.4时,转炉煤气出口温度将会提高100ħ,此时,蒸发冷却系统或文氏管将容易发生烧损或冷却不完全问题㊂表1㊀转炉传热面积转炉规模对流传热面积/m 2活动烟罩炉口段中间段末段㊀辐射围挡面积/m 2活动烟罩炉口段中间段末段80t 161.4127.782.317.612094.946.3120t 150.4274.4225.419.1113206.2138.9180t 183.1362.3192.921.8137.6272.2103.8210t193.9383.6199.623.8145.7288.3105.2图5㊀空气过剩系数-温度变化3㊀结语综合以上分析,转炉汽化冷却烟道的安全设计的要点包括合理的烟道结构和合适的空气过剩系数控制范围㊂合理结构和合适的空气过剩系数是转炉汽化冷却烟道在设计㊁生产过程中至关重要的因素,任何一方面出现问题,都会导致安全生产事故的发生,带来不可估量的损失㊂因此,在炼钢车间转炉汽化冷却方案制定㊁工程设计及试生产过程中,都必须详细地针对不同设计条件和操作方法来准确评估转炉煤气的温度变化,防止发生爆炸或烧损事故㊂参考文献[1]JB /T 7603 1994.烟道式余热锅炉设计导则[S].[2]JB /T 6508 1992.氧气转炉余热锅炉技术条件[S].[3]张海新.锅炉机组热力计算标准方法[M].北京:机械工业出版社,1976.[4]冯俊凯,沈幼庭,杨瑞昌.锅炉原理及计算[M].北京:科学出版社,2003.[5]岳雷.钢铁企业燃气工程设计手册[M].北京:冶金工业出版社,2015.作者简介㊀岳雷,男,1983年生,硕士,高级工程师,从事燃气工程㊁热力工程㊁空分工程相关的设计工作㊂(收稿日期:2020-01-05)㊃23㊃。
转炉汽化冷却系统压力控制对烟道影响分析(修改稿)
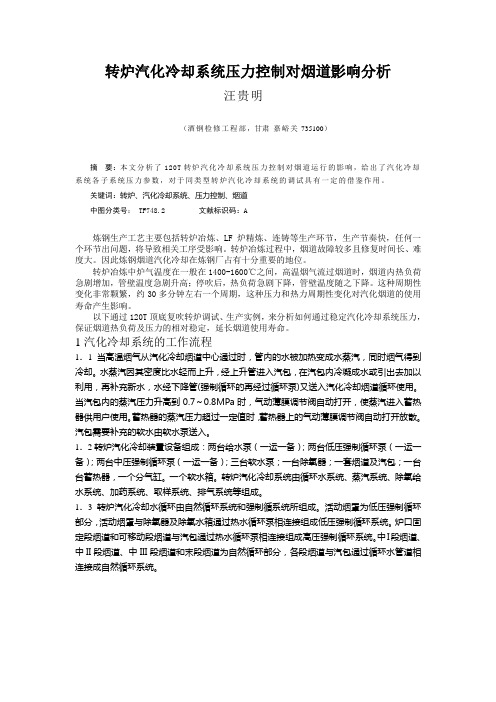
转炉汽化冷却系统压力控制对烟道影响分析汪贵明(酒钢检修工程部,甘肃嘉峪关735100)摘要:本文分析了120T转炉汽化冷却系统压力控制对烟道运行的影响,给出了汽化冷却系统各子系统压力参数,对于同类型转炉汽化冷却系统的调试具有一定的借鉴作用。
关键词:转炉、汽化冷却系统、压力控制、烟道中图分类号:TF748.2 文献标识码:A炼钢生产工艺主要包括转炉冶炼、LF炉精炼、连铸等生产环节,生产节奏快,任何一个环节出问题,将导致相关工序受影响。
转炉冶炼过程中,烟道故障较多且修复时间长、难度大。
因此炼钢烟道汽化冷却在炼钢厂占有十分重要的地位。
转炉冶炼中炉气温度在一般在1400-1600℃之间,高温烟气流过烟道时,烟道内热负荷急剧增加,管壁温度急剧升高;停吹后,热负荷急剧下降,管壁温度随之下降。
这种周期性变化非常颗繁,约30多分钟左右一个周期,这种压力和热力周期性变化对汽化烟道的使用寿命产生影响。
以下通过120T顶底复吹转炉调试、生产实例,来分析如何通过稳定汽化冷却系统压力,保证烟道热负荷及压力的相对稳定,延长烟道使用寿命。
1汽化冷却系统的工作流程1.1当高温烟气从汽化冷却烟道中心通过时,管内的水被加热变成水蒸汽,同时烟气得到冷却。
水蒸汽因其密度比水轻而上升,经上升管进入汽包,在汽包内冷凝成水或引出去加以利用,再补充新水,水经下降管(强制循环的再经过循环泵)又送入汽化冷却烟道循环使用。
当汽包内的蒸汽压力升高到0.7~0.8MPa时,气动薄膜调节阀自动打开,使蒸汽进入蓄热器供用户使用。
蓄热器的蒸汽压力超过一定值时,蓄热器上的气动薄膜调节阀自动打开放散。
汽包需要补充的软水由软水泵送入。
1.2转炉汽化冷却装臵设备组成:两台给水泵(一运一备);两台低压强制循环泵(一运一备);两台中压强制循环泵(一运一备);三台软水泵;一台除氧器;一套烟道及汽包;一台台蓄热器,一个分气缸。
一个软水箱。
转炉汽化冷却系统由循环水系统、蒸汽系统、除氧给水系统、加药系统、取样系统、排气系统等组成。