铝合金铸件热处理工艺参数
铝合金铸件的热处理
铝合金铸件的热处理铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1 退火处理将铝合金铸件加热到较高的温度,一般约为300 ℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2 固溶处理固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25% 。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
铝的热处理

铝的热处理铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1。
退火处理将铝合金铸件加热到较高的温度,一般约为300 ℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2。
固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25% 。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
铝合金压铸件 热处理

铝合金压铸件热处理
热处理是指通过对铝合金压铸件进行加热和冷却处理,改变其组织结构和性能的工艺。
热处理主要包括固溶处理、时效处理和应力退火处理。
固溶处理是将铝合金压铸件加热至固溶温度,并保持一段时间,使溶解在晶粒中的合金元素均匀分布,形成固溶体。
然后通过快速冷却,使合金元素固溶体保持在固溶状态,以提高硬度和强度。
时效处理是在固溶处理后,将铝合金压铸件再次加热至一定温度,然后保持一段时间,使合金元素析出形成细小的抗拉强度相,提高材料的硬度和强度。
应力退火处理是在完成固溶和时效处理后,将铝合金压铸件加热至一定温度,然后通过缓慢冷却,以消除合金在加工过程中产生的残余应力,提高材料的韧性和耐腐蚀性。
热处理可以改善铝合金压铸件的机械性能和物理性能,提高其强度、硬度和耐磨性等特性,使其更适合特定的工程应用。
铝合金热处理工艺
铝合金热处理工艺铝合金热处理原理铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定的速度冷却,改变其合金的组织.其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金热处理特点众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。
然而对铝合金则不然,铝合金刚淬火后,强度与硬度并不会立即升高,至于塑性非但没有下降,反而有所上升。
但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。
淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。
时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。
铝合金时效强化原理铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中萎缩造成的缺陷,特别是空位、位错的数量和分布等。
目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。
铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。
这些在过饱和固溶体内的空位大多与溶质原子结合在一起。
由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。
硬化区的大小和数量取决于淬火温度与淬火冷却速度。
淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。
淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。
沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。
在时效热处理过程中,该合金组织有以下几个变化过程:形成溶质原子偏聚区-G·P(Ⅰ)区。
在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。
铸造铝合金热处理质量缺陷及其消除与预防
铸造铝合金热处理质量缺陷及其消除与预防铝合金铸件热处理后常见的质量问题有:力学性能不合格、变形、裂纹、过烧等缺陷,对其产生原因和消除与预防方法分述如下。
〔1〕力学性能不合格通常表现为退火状态伸长率〔6 5〕偏低,淬火或时效处理后强度和伸长率不合格。
其形成的原因有多种:如退火温度偏低、保温时间缺乏,或冷却速度太快;淬火温度偏低、保温时间不够,或冷却速度太慢〔淬火介质温度过高〕;不完全人工时效和完全人工时效温度偏高,或保温时间偏长;合金的化学成分出现偏差等。
消除这种缺陷,可采取以下方法:再次退火,提高加热温度或延长保温时间;提高淬火温度或延长保温时间,降低淬火介质温度;如再次淬火,则要调整其后的时效温度和时间;如成分出现偏差,则要根据具体的偏差元素、偏差量,改变或调整重复热处理的工艺参数等。
〔2〕变形与翘曲通常在热处理后或随后的机械加工过程中,反映出铸件尺寸、形状的变化。
产生这种缺陷的原因是:加热升温速度或淬火冷却速度太快〔太剧烈〕;淬火温度太高;铸件的设计构造不合理〔如两连接壁的壁厚相差太大,框形构造中加强筋太薄或太细小〕;淬火时工件下水方向不当及装料方法不当等。
消除与预防的方法是:降低升温速度,提高淬火介质温度,或换成冷却速度稍慢的淬火介质,以防止合金产生剩余应力;在厚壁或薄壁部位涂敷涂料或用石棉纤维等隔热材料包覆薄壁部位;根据铸件构造、形状选择合理的下水方向或采用专用防变形的夹具;变形量不大的部位,则可在淬火后立即予以矫正。
〔3〕裂纹表现为淬火后的铸件外表用肉眼可以看到明显的裂纹,或通过荧光检查肉眼看不见的微细裂纹。
裂纹多曲折不直并呈暗灰色。
产生裂纹的原因是:加热速度太快,淬火时冷却太快〔淬火温度过高或淬火介质温度过低,或淬火介质冷却速度太快〕;铸件构造设计不合理〔两连接壁壁厚差太大,框形件中间的加强筋太薄或太细小〕;装炉方法不当或下水方向不对;炉温不均匀,使铸件温度不均匀等。
消除与预防的方法是:减慢升温速度或采取等温淬火工艺;提高淬火介质温度或换成冷却速度慢的淬火介质;在壁厚或薄壁部位涂敷涂料或在薄壁部位包覆石棉等隔热材料;采用专用防开裂的淬火夹具,并选择正确的下水方向。
铝合金铸件热处理操作规程

铝合金铸件热处理操作规程所属分类:生产管理制度作者:[] 发布日期:2005-9-19 【字体:大中小】1 定义及其目的热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。
其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。
2 热处理工艺分类2.1 退火:2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。
2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。
2.2 固溶处理:2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。
2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。
2.3 时效处理:2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。
2.3.2 分类:2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。
2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。
目的:获得最大的硬度,即得到最高的抗拉强度。
2.3.2.3 过时效:它是加热到更高温度下进行。
目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。
3 热处理状态代号及意义参见下表:4 热处理工艺参数参见表2:注:表中未注明要求的,表示可通用于任何情况。
5 热处理操作要点:5.1 热处理用炉的准备:5.1.1 检查热处理用炉及辅助设备。
如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是否正常、合格。
5.1.2 检查在正常工作条件下,炉膛各处温差是否在规定范围(±5℃)内。
5.1.3 起重设备是否正常、可靠。
5.2 装炉:5.2.1 待处理的铸件应按合金牌号、外廓尺寸、铸件壁厚及热处理规范进行分类。
铝合金压铸件表面热处理的方法
铝合金压铸件表面热处理的方法铝合金铸件的热处理是指按某一热处理规范,控制加热温度、保温时间和冷却速度,改变合金的组织,其主要目的是:提高力学性能,增强耐腐蚀性能,改善加工性能,获得尺寸的稳定性。
铝合金铸件的热处理工艺可以分为如下四类:1。
退火处理将铝合金铸件加热到较高的温度,一般约为300℃左右,保温一定的时间后,随炉冷却到室温的工艺称为退火。
在退火过程中固溶体发生分解,第二相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸,减少变形,增大铸件的塑性。
2。
固溶处理把铸件加热到尽可能高的温度,接近于共晶体的熔点,在该温度下保持足够长的时间,并随后快速冷却,使强化组元最大限度的溶解,这种高温状态被固定保存到室温,该过程称为固溶处理。
固溶处理可以提高铸件的强度和塑性,改善合金的耐腐蚀性能。
固溶处理的效果主要取决于下列三个因素:(1)固溶处理温度。
温度越高,强化元素溶解速度越快,强化效果越好。
一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。
为了获得最好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到更高的温度进行保温和淬火。
固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。
固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
(2)保温时间。
保温时间是由强化元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。
铸造铝合金的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。
(3)冷却速度。
淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。
铝合金铸件热处理工艺参数
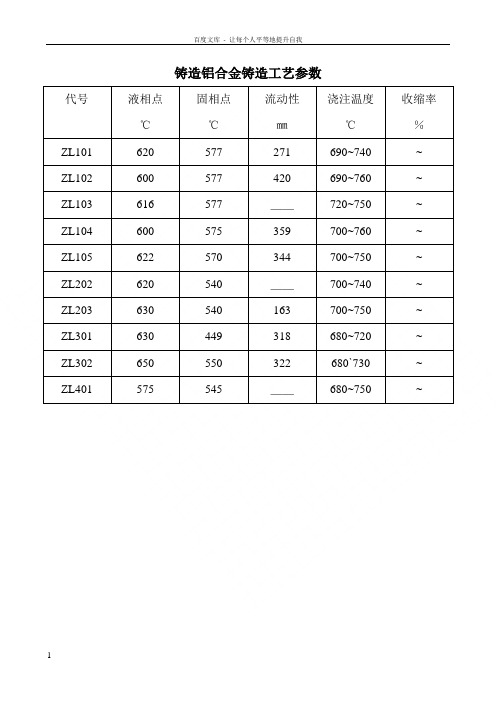
铸造铝合金铸造工艺参数代号液相点℃固相点℃流动性㎜浇注温度℃收缩率%ZL101 620 577 271 690~740 ~ ZL102 600 577 420 690~760 ~ ZL103 616 577 __720~750 ~ ZL104 600 575 359 700~760 ~ ZL105 622 570 344 700~750 ~ ZL202 620 540 __700~740 ~ ZL203 630 540 163 700~750 ~ ZL301 630 449 318 680~720 ~ ZL302 650 550 322 680`730 ~ ZL401 575 545 __680~750 ~铝合金铸件热处理工艺参数(一)代号热处理状态淬火时效用途举例加热温度℃保温时间h冷却(水中)加热温度℃保温时间h冷却ZL101 T1------------ ------- 230±5 7~9 空冷改善被切削性能T4 535±5 2~6 60~100℃------------ 空冷要求高塑性的零件T5 535±5 2~6 60~100℃155±5 2~7 空冷要求提高屈服强度和硬度的零件T6 535±5 2~6 60~100℃225±5 7~9 空冷要求高强度和高硬度的零件T7 535±5 2~6 60~100℃250±5 2~4 空冷ZL102 T2 ------ ------ ------ 290±102~4 空冷轻载荷的零件ZL103 T1------------ ------- 180±5 3~5 空冷轻载荷的零件T2------------ ------- 290±5 2~4 空冷要求尺寸稳定并消除应力的零件T5 515±5 3~6 60~100℃175±5 3~5 空冷在低于175℃下下重载荷的零件T7 515±5 3~6 60~100℃230±5 3~5 空冷在175~250℃工作的零件T8 510±5 5~6 60~100℃330±5 3 空冷要求高塑性的零件ZL104 T1------------ ------- 175±5 5~15 空冷受中等载荷的零件T6 535±5 2~6 60~100℃175±5 10~15 空冷受重载荷的零件ZL105 T1------------ ------- 180±5 5~10 空冷受中等载荷的零件T5 525±5 3~5 100℃160±5 3~5 空冷受中等载荷的零件T6 525±5 3~5 60~100℃180±5 5~10 空冷受重载荷的零件T7 525±5 3~5 60~100℃240±103~5 空冷在较高温度下工作的零件如汽缸ZL107 T6 515±5 10 60~100℃155±5 10 空冷------ZL108 T1------------ -------200±1010~14 空冷------T6 515±5 3~8 60~80℃205±5 6~10 空冷重载荷高温下工作的零件ZL109 T6 500±5 5 80℃185±5 16 空冷高温高速大马力活塞ZL110 T1 ------ ------- 210±10~16 空冷高温下工作的活塞------ 10 及其零件铝合金铸件热处理工艺参数(二)代号热处理状态淬火时效用途举例加热温度℃保温时间h冷却(水中)加热温度℃保温时间h冷却ZL201 T4分级加热要求高塑性的零件535±5 7~9 60~100℃------ ------ ------545±5 7~9 60~100℃------ ------ ------T5分级加热225±5 7~9 空冷要求高屈服极限的零件535±5 7~9 60~100℃175±5 3~5 空冷545±5 7~9 60~100℃ZL202 T2------------ ------- 290±10 3 空冷消除应力稳定尺寸的零件T6 510±5 12 80~100℃155±5(S) 10~14空冷要求高强度高硬度的零件175±5(J) 7~14T7 510±5 3~5 80~100℃200±250 3 空冷高温下工作的零件如活塞ZL203 T4 515±5 10~15 60~100℃------ ------ -------要求高强度高塑性的零件T5 515±5 10~15 60~100℃150±5 2~4 空冷要求高屈服极限高硬度的零件ZL301 T1------------ ------- 170±5 4~6 空冷------ ZL302 T6 535±5 2~6 60~100℃175±5 10~15 空冷ZL401 T2------ ------ ------- 290±5 3空冷消除应力稳定尺寸的零件ZL402 T1------ ------ -------180±5或室温10~21天空冷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
------
------
-------
180±5
3~5
空冷
轻载荷的零件
T2
------
------
-------
290±5
2~4
空冷
要求尺寸稳定并消除应力的零件
T5
515±5
3~6
60~100℃
175±5
3~5
空冷
在低于175℃下下重载荷的零件
T7
515±5
3~6
60~100℃
230±5
3~5
空冷
10~14
空冷
要求高强度高硬度的零件
175±5(J)
7~14
T7
510±5
3~5
80~100℃
200±250
3
空冷
高温下工作的零件如活塞
ZL203
T4
515±5
10~15
60~100℃
------
------
-------
要求高强度高塑性的零件
T5
515±5
10~15
60~100℃
150±5
2~4
空冷
__
680~750
1.2~1.4
铝合金铸件热处理工艺参数(一)
代号
热处理状态
淬火
时效
用途举例
加热温度℃
保温时间h
冷却(水中)
加热温度℃
保温时间h
冷却
ZL101
T1
------
------
-------
230±5
7~9
空冷
改善被切削性能
T4
535±5
2~6
60~100℃
------
------
空冷
要求高塑性的零件
180±5
5~10
空冷
受中等载荷的零件
T5
525±5
3~5
100℃
160±5
3~5
空冷
受中等载荷的零件
T6
525±5
3~5
60~100℃
180±5
5~10
空冷
受重载荷的零件
T7
525±5
3~5
60~100℃
240±10
3~5
空冷
在较高温度下工作的零件如汽缸
ZL107
T6
515±5
10
60~100℃
155±5
要求高屈服极限高硬度的零件
ZL301
T1
------
------
-------
170±5
4~6
空冷
------
ZL302
T6
535±5
2~6
60~100℃
175±5
10~15
空冷
ZL401
T2
------
------
-------
290±5
3
空冷
消除应力稳定尺寸的零件
ZL402
T1
------
------
10
空冷
------
ZL108
T1
------
------
-------
200±10
10~14
空冷
------
T6
515±5
3~8
60~80℃
205±5
6~10
空冷
重载荷高温下工作的零件
ZL109
T6
500±5
5
80℃
185±5
16
空冷
高温高速大马力活塞
ZL110
ቤተ መጻሕፍቲ ባይዱT1
------
------
-------
210±10
10~16
空冷
高温下工作的活塞及其零件
铝合金铸件热处理工艺参数(二)
代号
热处理状态
淬火
时效
用途举例
加热温度℃
保温时间h
冷却(水中)
加热温度℃
保温时间h
冷却
ZL201
T4
分级加热
要求高塑性的零件
535±5
7~9
60~100℃
------
------
------
545±5
7~9
60~100℃
铸造铝合金铸造工艺参数
代号
液相点
℃
固相点
℃
流动性
㎜
浇注温度
℃
收缩率
%
ZL101
620
577
271
690~740
1.1~1.2
ZL102
600
577
420
690~760
0.9~1.0
ZL103
616
577
__
720~750
1.30~1.35
ZL104
600
575
359
700~760
1.0~1.1
ZL105
622
570
344
700~750
1.15~1.2
ZL202
620
540
__
700~740
1.25~1.35
ZL203
630
540
163
700~750
1.35~1.45
ZL301
630
449
318
680~720
1.3~1.35
ZL302
650
550
322
680`730
1.25~1.3
ZL401
575
545
T5
535±5
2~6
60~100℃
155±5
2~7
空冷
要求提高屈服强度和硬度的零件
T6
535±5
2~6
60~100℃
225±5
7~9
空冷
要求高强度和高硬度的零件
T7
535±5
2~6
60~100℃
250±5
2~4
空冷
ZL102
T2
------
------
------
290±10
2~4
空冷
轻载荷的零件
ZL103
------
------
------
T5
分级加热
225±5
7~9
空冷
要求高屈服极限的零件
535±5
7~9
60~100℃
175±5
3~5
空冷
545±5
7~9
60~100℃
ZL202
T2
------
------
-------
290±10
3
空冷
消除应力稳定尺寸的零件
T6
510±5
12
80~100℃
155±5(S)
在175~250℃工作的零件
T8
510±5
5~6
60~100℃
330±5
3
空冷
要求高塑性的零件
ZL104
T1
------
------
-------
175±5
5~15
空冷
受中等载荷的零件
T6
535±5
2~6
60~100℃
175±5
10~15
空冷
受重载荷的零件
ZL105
T1
------
------
-------
-------
180±5
或室温
10~21天
空冷