变速箱装配工艺word版
变速器装配工艺流程的简要概述以及相关注意事项
变速器装配工艺流程的简要概述以及相关注意事项The assembly process of a gearbox involves several steps to ensure proper functioning and performance. Here is a brief overview of the gearbox assembly process:1. Component preparation: All the necessary components, such as gears, shafts, bearings, and seals, are inspected and prepared for assembly. This includes cleaning, measuring, and checking for any defects or damages.2. Gearbox housing assembly: The gearbox housing is assembled by fitting together the main casing and any additional covers or plates. This is done using bolts or screws to secure the components in place.3. Gear assembly: The gears are carefully aligned and fitted onto the shafts. This may involve heating or cooling the gears to facilitate proper fitting. The gears are then secured in place using retaining rings or other fastening methods.4. Bearing installation: Bearings are installed onto the shafts and within the housing to support the rotating components. Properalignment and lubrication are critical during this step to ensure smooth operation and longevity.5. Sealing: Seals and gaskets are installed to prevent any leakage of lubricants or contaminants. This helps maintain the integrity of the gearbox and protects against external elements.6. Final inspection and testing: Once the assembly is complete, the gearbox undergoes a thorough inspection to check for any assembly errors or defects. It is also tested to ensure proper functionality, noise levels, and smooth shifting.中文回答:变速器的装配过程包括多个步骤,以确保其正常运行和性能。
变速器装配工艺
• 装配层次低的先装配; • 装配层次多的先装配; • 装配复杂、精度高、时间长的最先装; • 同一层次同时装配。
三、装配工艺组成
变速器结构图
变速器 (总成)
…… (分总成)
输入轴总成 (分总成)
紧固螺栓 (零件)
…… 零件
…… (组件)
a、将拨叉和轴合在一起 (专用工装) b、一同装入前壳体总成 (专用设备工装)
九根轴件中,输入轴+输 注出意1轴+五根拨叉,一共七个 轴件,在同一时间内与壳体 相配合,才能装配到一起
四⑦、轴6M类T件装合配装工;艺
C、箱体内部的零件安装 换档定位钢球及螺栓 轴承压紧螺栓 挡油扳等
四、6MT装配工艺
三、装配工艺组成
4、产品质量控制手段 实现和保证装配过程要求和产品要求 分为事前和事后两种,事前称为预防,
事后称为检测。 如:扭力扳手检测(检验) 工装控制压入的位置(预防)
哪一种更好?
四1、、6装M配T装流程配工艺
1⑥)叉分轴装分装; ① ⑦输轴类入件轴合总成装;分装; ② ⑧输出12轴总及成差分速装器;选片; ③ ⑨输后出壳2体轴总总成成分分装装; ; ④差速器总成分装; ⑤前壳体分装;
设备:压力机。 工装:专用工装。 普通压机上至少分三次压装:差速器油封、差速器轴承外
圈和输出2轴轴承外圈要分开压装。 注意压力对壳体的影响,除轴承外圈以外的压装采取限位。
四⑥、叉6M轴T分装装配;工艺
叉轴和拨叉装配(螺栓和弹性销联接) 工具: 气/电动扳手,冲击枪。
四⑦、轴6M类T件装合配装工;艺(共9根轴)
二、定义
装配是按规定的技术要求,将零件 或部件进行配合和联系,使之成为半 成品或成品的工艺过程。
任务四 变速器装配

任务引入
任务四 变速器装配
任务分析
任务四 变速器装配
任务中三轴变速器是齿轮减速器。齿轮减速器是原动机和工作机之间的 独立的闭式齿轮传动装置,用来降低转速和增大转矩,以满足工作需要,当 出现故障时需要维修人员进行拆卸后修理。如何选用合适工具进行拆卸与装 配是本任务的核心内容。
相关知识
齿轮减速器如图5-31所示,其主要由直齿 圆柱齿轮、角接触轴承、支架、轴、端盖、 键等组成。
任务四 变速器装配
相关知识
任务四 变速器装配
2.输入轴的安装 将两个角接触轴承(按背靠背的装配方法)安装在输入轴上,轴承中间加轴承 内外圈套筒。安装轴承座套和轴承透盖,安装好齿轮和轴套后,轴承座套固定在箱 体上,挤压深沟球轴承的内圈把轴承安装在轴上,装上轴承闷盖,套上轴承内圈预 紧轴套,最后通过调整圆螺母来调整两个角接触轴承的预紧力。输入轴如图5-33所 示。 扩展阅读:观看微课学习【变速器拆卸与装配精度检测】
相关知识
任务四 变速器装配
相关知识
任务四 变速器装配
5.轴承端透盖安装 (1)固定端透盖的安装。把固定端透盖的4颗螺钉预紧,用塞尺检测透盖与轴 承室的间隙(见图5-36),选择一种厚度最接近间隙大小的青稞纸垫片,涂上黄油 (见图5-37),安装在透盖和轴承室之间。 (2)动端透盖的安装。选择0.3 mm厚度的青稞纸垫片,涂上黄油,装在透盖 和变速箱侧板之间。 6.调整齿侧间隙 通过杠杆百分表来调整两个直齿圆柱齿轮的齿侧间隙,如图5-38所示。
任务四 变速器装配
任务四 变速器装配
知识目标
◆学会识图。 ◆了解装配工艺,重视装配工艺方法。 ◆掌握齿轮减速器的装配方法,能够根据机械设备的技术要求按工艺过程进行装 配,并达到技术要求。 ◆掌握齿轮减速器设备空运转试验方法。 ◆掌握轴承的装配方法和装配步骤。
中国重汽变速箱装配16页word

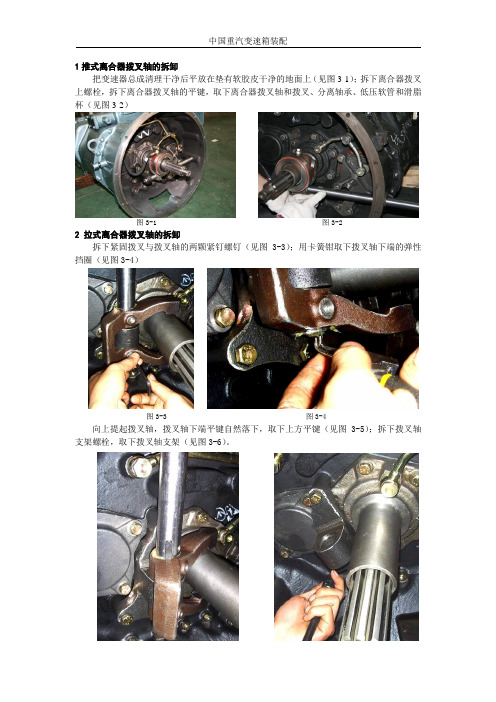
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
汽车变速箱加工工艺流程

汽车变速箱加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车变速箱加工工艺流程一、准备工作阶段在开始汽车变速箱的加工之前,有一系列的准备工作需要完成。
变速箱装配线方案设计
变速箱装配线方案设计在汽车制造业中,变速箱是一个至关重要的部件,它影响到汽车的性能和驾驶体验。
为了提高生产效率和降低成本,设计一个高效的变速箱装配线方案至关重要。
本文将讨论变速箱装配线方案的设计,以实现高效、准确和可靠的装配过程。
一、工艺流程设计在设计变速箱装配线方案之前,需要明确整个工艺流程。
典型的变速箱装配工艺流程包括零部件加工、清洗、检测、组装和测试等环节。
根据实际情况,可以将流程进行进一步细分,并确定各个环节的顺序和流转方式。
在设计过程中需要考虑到各个环节之间的协调与配合,以确保装配过程的顺畅。
二、布局设计一个高效的装配线方案需要合理的布局设计。
首先,需要确定装配线的整体布局,包括主线和分支线的设置以及各个工作站的位置。
在安排工作站位置时,要考虑到物料的流向和人员的操作便利性,以减少空间浪费和工作站之间的移动距离。
同时,还要考虑到各个工作站之间的协调和协作,以确保生产效率的最大化。
三、设备选择选择适当的设备是一个成功的装配线方案设计的关键。
根据装配线的需求,需要选取具有高精度、高效率和稳定性的设备。
例如,自动化装配设备可以提高生产效率和产品质量,并减少人工操作的误差。
此外,还需要考虑到设备的维护成本和可靠性,以确保装配线的稳定运行。
四、人员培训一个高效的装配线方案不仅仅依赖于设备和工艺流程,还需要员工的合理培训和管理。
在设计装配线方案之前,需要对员工进行技能培训,提高其操作设备和执行工艺流程的能力。
此外,还需要建立一套完善的管理机制,包括岗位职责、工作流程和绩效考核等,以确保装配线的执行符合标准和要求。
五、质量控制质量控制是一个装配线方案设计中至关重要的环节。
在设计过程中,需要考虑到各个环节的质量控制措施,以确保产品的质量和合格率。
例如,在装配过程中可以设置自动检测装置,及时发现和修复装配中的问题。
此外,还需要建立一套全面的质量管理体系,包括质量跟踪、不良品处理和质量改进等,以持续提高产品质量。
中国重汽变速箱装配
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
变速箱安装过程
变速箱安装过程1.安装变速箱箱体【11】【12】2.把箱体固定在铸铁平台上,用4个M10*25内六角螺钉通过六角扳手固定,中间需加弹簧垫(其中要求箱体底端与工作台边距离45mm,所以,首先要把4个内六角螺钉预紧,通过橡胶锤敲击箱体,用钢尺测量宽度,直到敲击直箱体边和工作台边缘平行为止,拧紧4个内六角螺钉时采用对角线顺序逐一对其拧紧)3.安装固定轴24.首先将深沟球轴承安装在固定端2右侧,用轴用套筒敲击深沟球轴承内环,直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止5.将固定轴2贴近箱体右端孔穿入,右手拿住固定轴2,左手拿住固定齿轮1【31】,在键槽处安装相应的键(靠近中间的那个键),把固定齿轮1【31】嵌入相应键的位置6.将齿轮套筒1【22】安入固定轴27.再次安装相应的键(左端第一个键槽)8.将固定齿轮4【26】嵌入相应键的位置9.将2个圆螺母【23】旋进固定轴2左端螺纹处(2个圆螺母相平的一面向外,凸面向里侧)10.将右端轴承打入轴承室中(用轴用套筒敲击直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止)11.将右端闷盖2【25】用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫(拧紧4个内六角螺钉时采用对角线顺序逐一对其拧紧)12.左端用深沟球轴承将固定轴2左端打入轴承室中,直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止13.将左端闷盖【25】用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫14.用手旋转固定轴2,检查是否存在卡死现象,没有证明安装正确15.用勾头扳手逐一旋紧2个圆螺母16.用一个勾头扳手固定里面的圆螺母,同时用另一个勾头扳手旋紧外面的圆螺母(这样可以使得2个圆螺母产生自锁)17.装固定轴1【19】(输入轴)18.将1对角接触球轴承按背靠背的形式(即宽面有字母的一面向外)安入输入轴左端相应位置,中间加入2个固定轴承挡圈(又名内外间隔环)【43】小的【45】大的19.将轴承座套【38】套入角接触球轴承外部20.将轴承座套用透盖【35】安装在左端轴承座上,用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫21.固定端轴承内圈预紧套筒放入固定轴承1左端,用勾头扳手锁紧圆螺母22.将固定轴1从左端穿入箱体,将轴端挡圈【17】套入固定轴123.将直齿圆柱齿轮5【15】套入固定轴124.将齿轮套筒2【20】套入固定轴125.将齿轮3【21】套入固定轴126.将齿轮套筒3【18】套入固定轴127.将固定齿轮1【31】套入固定轴128.将齿轮套筒4【34】套入固定轴129.将固定齿轮2【30】套入固定轴130.将2个圆螺母【23】套入固定轴1(2个圆螺母相平的一面向外,凸面向里侧)31.将键槽旋转至向上,按从左至右的顺序通过攒动齿轮和套筒逐一安装4个键32.将2个圆螺母【23】向左攒动一些,以避免安装轴承时产生困难33.将轴承座套(左端)用6个M4*10内六角螺钉固定在箱体上(旋紧方法依然采用六角扳手对角线顺序旋紧螺钉,中间有弹簧垫) 34.右端用深沟球轴承将固定轴1打入轴承室中(利用锤子敲击套筒把深沟球轴承打入,直到直至听到深沟球轴承发出清脆撞击固定轴1端面的声音为止)35.在固定轴1上用卡簧钳套入Φ17轴用卡簧【33】(起定位作用)36.将闷盖【32】用六角扳手通过对角线旋紧4个M4*10内六角螺钉,中间有弹簧垫37.用六角扳手通过调整轴端挡圈【17】来使得固定轴2和固定轴1齿轮啮合,并用手感觉两齿轮面到达相平即可38.用勾头扳手逐一旋紧2个圆螺母,用一个勾头扳手固定里面的圆螺母,同时用另一个勾头扳手旋紧外面的圆螺母(这样可以使得2个圆螺母产生自锁)39.在输入轴左端顺序安键,再安装同步带轮3【18】,推至端面即可40.在左端安装轴端挡圈用M4*10外六角螺钉加弹簧垫圈固定在箱体上41.安装花键导向轴1【14】42.将1对角接触球轴承按背靠背的形式(即宽面有字母的一面向外)安入花键导向轴1右端相应位置,中间加入2个固定轴承挡圈(又名内外间隔环)43.将轴承座套套入角接触球轴承外部44.通过六角扳手旋紧4个M4*10内六角螺钉将透盖固定在轴承座套上(拧紧螺钉依然选择对角线的顺序)45.放入固定端轴承内圈预紧套筒【29】,通过2个圆螺母【28】锁紧固定端轴承内圈预紧套筒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)
2.装入倒挡行星轮架组合件
(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(2.2)倒档行星架的上线,装行星轮轴
(2.3)倒档行星架上装配4个行星轮
(2.4)用垫片、螺栓紧固4根行星轮
3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片
隔离架,同时箱体侧面装入销子(固定隔离架)
4.装入一档油缸体,测量中盖安装间隙,取出一档油缸
5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)
(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(5.2)一档行星架的上线,装入4个行星轮和轮轴
(5.3)装入固定行星轮轴的止动盘
(5.4)装倒挡齿圈,并用卡圈固定
(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)
(5.6)装直接档连接盘,并用螺栓紧固
6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片
7.装入16根弹簧和16根销子和固定板(隔离架缺口处)
8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)
9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)
10.翻转箱体90°,装入输出轴齿轮和输出轴
11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈
12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)
13.装入前输出滚子轴承92312(铜棒),孔用挡圈
14.装入骨架油封(铜棒)
15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)
(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)
(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)
(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈
(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)
(15.5)在直接档油缸体上安装受压盘(铜棒)
(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固
16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片
17.清理箱体的后端面,装O行圈和旋转油封
18.后端盖涂胶后装密封垫
19.装后端盖并用螺栓固定
20.翻转箱体90°
21.装配2个吊环螺栓并旋紧
22.装入进油口圆柱堵头(铜棒)和螺塞
23.装后输出轴骨架油封(先图上润滑油,铜棒)
24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)
25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙
26.现场配对加工隔套
27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)
(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上
(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖
(27.3)在隔离架的槽内装入24粒滚柱
(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮
(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧
(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)
(27.7)装入24粒螺母紧固中间输入轴和内环凸轮
(27.8)翻转超越离合器180°,装入中间隔套和轴承
28.清理箱体变速操纵阀的安装面,涂胶装密封垫
29.安装变速分配阀,并紧固13个螺栓(先中间后两边)
30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片
31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片
32.装入2个定位销(铜棒),涂胶并装入密封垫
33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固
(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差
(33.2)测量选取花键垫片,装配花键垫片;
(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)
(33.4)安装一级输出齿轮旋转油封,安装8111轴承
(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)
(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)
34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)
35.清理变速泵箱体安装端面,涂胶安装密封垫
36安装变速泵并紧固螺栓
37.装订铭牌
(注:本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。