焊接接头形式分类
焊接接头的基本形式有哪四种
焊接接头的基本形式有哪四种?
焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。
1、对接接头是将两块钢板的边缘相对配置,并使其表面成一直线而结合的接头。
这种接头能承受较大的静力和震动载荷,所以是焊接结构中最常用的接头形式。
2、T型接头是两个构件相互垂直或倾斜成一定角度而形成的焊接接头。
这种接头焊接操作时比较困难,整个接头承受载荷的能力,特别是承受震动载荷的能力比较差。
由于结构件组成的复杂多样性,这种接头在焊接结构中也是较为常见的形式之一。
3、角接接头是将两块钢板配置成直角或某一定的角度,而在板的顶端边缘上焊接的接头。
角接接头不仅用于板与板之间的有角度连接,也常用于管与板之间,或管与管之间的有角度连接。
4、搭接接头是将两块钢板相叠,而在相叠端的边缘采用塞焊、开槽焊进行焊接的接头形式。
这种接头的强度较低,只能用于不太重要的焊接构件中。
焊接接头与坡口形式
焊接接头和坡口形式焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。
一、对接接头将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。
对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。
为了保证焊接质量,必须在焊接接头处开适当的坡口。
坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。
坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。
对接接头形式如图2-14所示。
对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。
对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。
在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。
由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。
在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。
X形坡口有对称的;还有不对称的,即一侧深另一侧浅。
较浅的一侧焊接工作量小些图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。
当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
在考虑焊接接头时采用等厚度焊接是一条很重要的原则。
当薄板厚度≤10mm,两板厚度差≥3mm;或当薄板厚度>10mm而两板厚度差大于薄板厚度的30%,或超过5mm时,均应按图2-15的要求削薄厚度边缘。
焊接接头种类及坡口形式
焊接接头种类及坡口形式2课时。
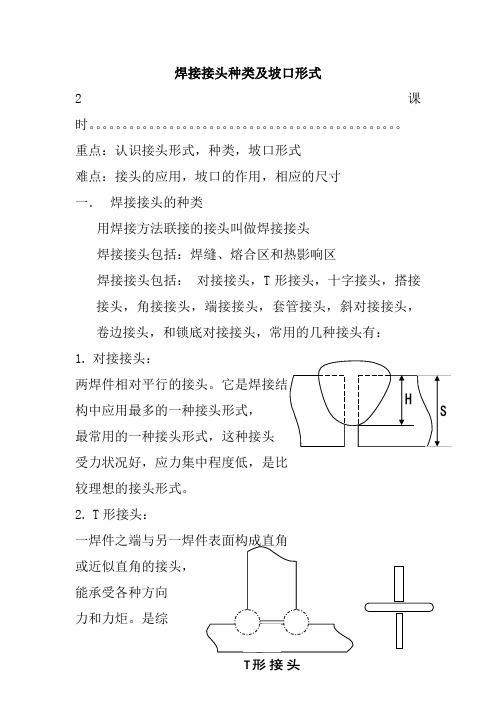
重点:认识接头形式,种类,坡口形式难点:接头的应用,坡口的作用,相应的尺寸一.焊接接头的种类用焊接方法联接的接头叫做焊接接头焊接接头包括:焊缝、熔合区和热影响区焊接接头包括:对接接头,T形接头,十字接头,搭接接头,角接接头,端接接头,套管接头,斜对接接头,卷边接头,和锁底对接接头,常用的几种接头有:1.对接接头:两焊件相对平行的接头。
它是焊接结构中应用最多的一种接头形式,最常用的一种接头形式,这种接头受力状况好,应力集中程度低,是比较理想的接头形式。
2.T形接头:一焊件之端与另一焊件表面构成直角或近似直角的接头,能承受各种方向力和力炬。
是综合性最好的接头。
仅次于对接接头的焊接接头3.角接接头两焊件端面构成在于30度小于135度夹角的接头。
这种接头受力状况不好,多用于箱形构件,根据焊件厚度不同常用于不重要的结构中。
4.搭接接头两焊件部分重叠构成接头,其应力分布不均匀。
疲劳强度较低,不是理想的接头形式,适用于被焊结构狭窄及密闭的时接结构。
二.坡口形式及坡口尺寸坡口形式共有三种:基本型、组合型、特殊型1.坡口的作用开坡口的目的就是保证电弧能深入根部,使根部焊透以便清除熔渣,获得较好的焊缝成型。
而且坡口能起到调节基本金属与填充金属的比例作用。
(手弧时熔深一般2—4MM)2.坡口形式(基本型)1)工形坡口不开坡口,两焊件之间留有一定的间隙,一般在5——6MM的焊件,保证焊透2)V形坡口是最常用的坡口形式,便于加工焊接为单面焊,焊后易产生角变形。
V形坡口加工容易,但焊后易产生角度变形。
3)X形坡口采用此坡口后,在厚度相等的情况下,能减少焊缝金属量1/2,并且对称焊接,焊后焊接形较小。
缺点是焊接时需要翻转焊件,X形坡口即能减少填充金属又能减少焊缝变形的坡口。
4)U形坡口在焊件厚度相同的条件下U形坡口的空间面积比X形坡口小得多,所以当焊件厚度较大,只能单面焊接时,为提高生产率,可采用U形坡口,但这种坡口由于根部有圆弧加工比较复杂,特别是在圆筒形焊件的筒壳上加工更加困难。
焊接接头型式和焊缝符号
焊接接头型式和焊缝符号焊接接头型式是指焊接部件表面的形状和连接方式,它主要用于确定焊接部件间的连接方式和焊接方法。
根据焊接接头的形状和焊缝的构造特点,焊接接头可分为多种类型,常见的有对接接头、角接接头、T型接头、横接接头和环接接头等。
对接接头是指两个焊件直接连接的接头,常用于连接平板、角铁等。
它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
角接接头是指两个焊件通过90°角连接的接头,常用于连接角铁、L型构件等。
它的焊缝符号通常是一根直线,中间有一个90°的弯曲箭头表示焊接方向。
T型接头是指一个焊件与另一个焊件相交而形成的接头,常用于连接角钢、T型钢等。
它的焊缝符号通常是一根直线和一条横线相交的形状,箭头表示焊接方向。
横接接头是指一个焊件横穿另一个焊件而形成的接头,常用于连接托板、横梁等。
它的焊缝符号通常是一根横向的直线和两条连接线垂直相交,箭头表示焊接方向。
环接接头是指一个环形焊件与另一个焊件相连接的接头,常用于连接管道、圆形构件等。
它的焊缝符号通常是一个闭合的曲线,箭头表示焊接方向。
总之,焊接接头型式和焊缝符号是进行焊接设计和焊接工艺规程编写的重要依据,合理选择和标示焊接接头类型和焊缝符号,对于确保焊接质量、提高焊接效率具有重要意义。
焊接接头型式和焊缝符号是焊接工程中非常重要的概念,它们的正确选择和标示对于保证焊接质量、提高焊接效率以及确保工程的安全性至关重要。
在焊接工程中,不同的焊接接头型式和焊缝符号适用于不同的工件和焊接需求。
下面我将详细介绍焊接接头的常见类型和相应的焊缝符号。
对接接头是最简单常见的一种焊接接头类型,它是指两个焊件直接连接的接头。
由于对接接头连接简单,所以它的焊缝符号通常是一根粗直线,两端用箭头表示焊接方向。
对接接头找的焊缝类型有角接缝、直接缝以及齐口缝等。
对接接头在工程中广泛应用于连接平板、角铁等。
角接接头是指两个焊件通过90°角连接的接头,常与对接接头联用,用于连接角铁、L型构件等。
焊接接头形式
焊接接头形式
一、焊接接头的形式:有对接接头、角接接头、T形接头和搭接接头等;
二、焊接接头的选择:主要根据焊接结构形式;焊件厚度、焊缝强度要求及施工条件等情况来选择;
三、焊接接头的功能:
1对接接头:受力均匀,在静载和动载作用下都具有很高的强度,且外形平整美观,是应用最多的接头形式;但对焊前准备和装配要求较高;
2搭接接头:焊前准备简便,但受力时产生附加弯曲应力,降低了接头强度;
3角接接头:通常只起连接作用,只能用来传递工作载荷;
4T形接头:广泛采用在空间类焊件上,具有较高的强度,如船体结构中约70%的焊缝采用了T形接头;
四、焊接坡口形式:
1坡口的作用:使厚度较大的焊件能够焊透,常将金属材料边缘加工成一定形状的坡口,并且坡口能起到调节母材金属和填充金属比例即调整焊缝成分的作用;
2手工电弧焊接接头坡口形式与尺寸如下
一、对接接头:。
焊接接头形式和焊缝形式

• (4)根部半径 在J形、U形坡口底部的圆角半径叫根部半 径,用R表示,它的作用是增大坡口根部的空间,以便焊透 根部。
• (5)坡口深度 焊件上开坡口部分的高度叫坡口深度,用H 表示。
• (5)焊脚 角焊缝的横截面中,从一个直角面上的 焊趾到另一个直角面表面的最小距离,叫做焊脚。 在角焊缝的横截面中画出的最大等腰直角三角形中 直角边的长度叫做焊脚尺寸,如图所示。
• (6)焊缝成形系数 熔焊时,在单道焊缝横截面上 焊缝宽度与焊缝计算厚度的比值,叫做焊缝成形 系数,如图所示。焊缝成形系数的大小对焊缝质 量有较大影响,成形系数过小,焊缝窄而深,易 产生气孔和裂纹;成形系数过大,焊缝宽而浅, 易产生焊不透等现象,所以焊缝成形系数应控制 在合理数值内。
• 2.横焊位量
• 横焊位置是焊缝倾角0 °或180 ° ,焊缝转 角0 °或180 °的对接位置,如图所示。
• 3.立焊位置
立焊位置是焊缝倾角90 ° (立向上)或270° (立向下)的焊接位置,如图所示。
• 4.仰焊位置
• 仰焊位置是对接焊缝倾角0 °或180 ° 、转 角270 °的焊接位置,如图所示。此外,对 于角焊位置还规定了另外两种焊接位置:
• (1)焊缝宽度 焊缝表面与母材的交界处叫焊趾。 焊缝表面两焊趾之间的距离叫做焊缝宽度。
• (2)余高 超出母材表面连线上面的那部分焊缝金 属的最大高度叫做余高,如图所示。在动载或交变 载荷下,它非但不起加强作用,反而因焊趾处应力 集中易于发生脆断,所以余高不能过高。焊条电弧 焊的余高值一般为0-3mm。
• 5.平角焊位量
• 平角焊位置是焊缝倾角、转角45“或135”的角焊位 置,如图所示。
焊接接头类型、坡口、接头组对及焊接方式基础知识

焊接接头类型、坡口、接头组对及焊接方式基础知识
一、焊接接头的分类方法及基本类型
(一)焊接接头的分类方法
焊接接头由焊缝、熔合区、热影响区及其相邻的母材组成。焊接接头主要起两方面作用,一是连接作用,二是传力作用。
(二)焊接接头的基本类型
按焊接方法不同,焊接接头可以分为熔焊接头、压焊接头和钎焊接头三大类。焊接接头的基本类型可归纳为5种,即对接接头、T形(十字)接头、搭接接头、角接接头和端接接头。
(3)有色金属管,用手工挫坡口。
(二)接头组对
焊接前ห้องสมุดไป่ตู้工清理坡口毛刺,管件坡口用砂布打光。不锈钢管焊缝两侧分别涂 100mm长白垩粉,并用丙酮洗净油污。铬钼钢管管壁厚≥6mm时,焊前应当预热。铜、铝管用砂布打去坡口内外氧化膜,用丙酮清洗,氧乙炔预热。
(三)焊接方式
焊接方式,无论是气焊或电弧焊接,按其操作位置不同,焊接的结构形式可分为平焊、立焊、横焊和仰焊四种情况。钢管焊接的结构形式为对接焊及角接焊,即在一个焊口中往往平、立、横、仰四种方式都用到。
熔焊接头的坡口根据其形状的不同,可分为基本型、混合型和特殊型三类。
基本型坡口主要有以下几种:I形坡口;V形坡口;单边V形坡口;U形坡口;J形坡口等。
特殊型坡口主要有卷边坡口;带垫板坡口;锁边坡口;塞、槽焊坡口等。
三、焊接接头的选择原则
为正确合理的选择焊接接头的类型、坡口形状和尺寸,主要应综合考虑以下几个方面:
1、管材的坡口
管材的坡口有以下几种形式:I形坡口、V形坡口和U形坡口。
(1)I形坡口。I形坡口适用于管壁厚度在3.5mm以下的管口焊接。
(2)V形坡口。V形坡口适用于中低压钢管焊接,坡口根部有钝边,其厚度为2mm左右。
焊接接头分类及焊接接头系数

2.焊缝分类
D
B
A A A
B
A
7.下列几种情况的焊缝表面进行MT或PT检测
(1)A、B类焊接接头100%RT或UT
D C
Dg<250 C
B
C、D 类 焊 接 接 头
标准抗拉强度下限值 σ b >540Mpa 的材料 δ s >16mm 的 12CrMo、15CrMoR、 15CrMo 其它任意厚度的 Cr-Mo 低合金钢
适用范围 设 计 温度 高 于-20℃的钢 制 焊 接单 层 压 力 容器 、 多 层 包扎 压 力 容 器、 热 套 及 锻焊 容 器。 设 计 温度 ≤ -20 ℃ 的 容 器 , 还应 符 合附录 C 的 规定。
容器主要受压部分焊接接头分类 A类 圆筒部分的纵向接头 (多层包扎压力容器 层板层纵向接 头除 外) 、球形封头与圆筒 连接的环向接头、 各类 凸形封头中的所有拼 焊接头以及嵌入式接 管与壳体对接连接的 接头。 B类 壳体部分的环向 接头、锥形封头 小端与接管连接 的接头,长颈法 兰与接管连接的 接头,但已规定 为 A、C、D 类的 焊接接头除外。 C类 平盖、管板与圆 筒非对接连接的 接头,法兰与壳 体、接管连接的 D类 接管、人孔、 凸缘、 补强圈 等与壳体连 接的接头、 但
D B Dg<250
B 类 焊 接 接 头
公称直径小于 250mm 的接管与长颈法兰、接 管与接管对接连接的焊 接接头
接头、内封头与 已规定为 A、 圆筒的搭接接头 B 类 的焊接 以及多层包扎容 接头除外。 器层板层纵向接 头。
C A C
B D A D B
D B A A
B
A A B B
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搭接接头是将两块钢板相叠,而在相叠端的边缘采用塞焊、开槽焊进行焊接的接头形式。这种接头的强度较低,只能用于不太重要的焊接构件中。
焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类,所以,在设计焊接接头形式时,应由容器的重要性、设计条件以及施焊条件等确定焊接结构。这样,同一类别的焊接接头在不同的容器条件下,就可能有不同的焊接接头形式。
钢制压基本形式钢制压力容器焊接接头的基本
形式钢制压力容器焊接接头的基本形式:有对接接头、T形(十字形)接头、角接头和搭接接头。
对接接头是最基本的一种接头形式,其强度可以达到与材相同,受力均匀,筒体与封头等重要部件
的连接均采用对接接头。厚度小时不开坡口,当厚度超过8mm是要有坡口。
焊接接头形式分类
焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。
对接接头是将两块钢板的边缘相对配置,并使其表面成一直线而结合的接头。这种接头能承受较大的静力和震动载荷,所以是焊接结构中最常用的接头形式。
T型接头是两个构件相互垂直或倾斜成一定角度而形成的焊接接头。这种接头焊接操作时比较困难,整个接头承受载荷的能力,特别是承受震动载荷的能力比较差。由于结构件组成的复杂多样性,这种接头在焊接结构中也是较为常见的形式之一。