卷绕式锂离子电池设计规范
锂电池设计规范范文

锂电池设计规范范文1.引言锂电池作为一种重要的电源技术,广泛应用于移动通信、电动车辆、储能等领域。
为了确保锂电池的安全性、性能和可靠性,需要制定相应的设计规范。
本文档旨在提供一套完整的锂电池设计规范,帮助设计人员在设计过程中遵循相关安全和技术要求。
2.锂电池基本知识2.1锂电池分类:按照锂电池的结构和性能特点,可将其分为锂离子电池、锂聚合物电池和锂离子聚合物电池等几类。
2.2锂电池组成:锂电池主要由正极、负极、电解质和隔膜等组成,其中正极材料常见有三元材料和钴酸锂材料等。
3.锂电池设计安全要求3.1电池外壳设计:电池外壳应采用阻燃材料,并具备良好的散热性能和抗冲击性能,以防止外力引起电池短路或起火等事故。
3.2温控系统设计:锂电池在高温或低温环境下工作容易引发安全问题,因此需要设计合理的温控系统,包括温度传感器、温度调节器等,以确保电池在合适的温度范围内工作。
3.3过充保护设计:通过设计过充保护电路,确保电池在充电时不会超过额定电压,避免发生过充现象,降低安全风险。
3.4过放保护设计:通过设计过放保护电路,确保电池在放电时不会低于最低允许电压,避免发生过放现象,延长电池寿命。
3.5短路保护设计:通过设计短路保护电路,确保电池在遭受外力短路时能够及时切断电路,防止电池起火或爆炸。
4.锂电池设计性能要求4.1能量密度:电池的能量密度决定了其储能能力,设计中应追求高能量密度,以提高电池的使用时间和续航里程。
4.2功率密度:电池的功率密度决定了其输出能力,设计中应追求高功率密度,以满足高功率需求,如电动车加速等。
4.3循环寿命:电池的循环寿命是指电池充放电循环次数达到规定条件的次数,设计中应追求长循环寿命,提高电池的使用寿命和可靠性。
4.4自放电率:电池的自放电率影响其长时间储存能力,设计中应追求低自放电率,以保证电池长时间存储后能够正常工作。
5.锂电池设计可靠性要求5.1组件设计可靠性:设计中应合理选择电池正负极材料和电解液,以确保电池组件的可靠性和稳定性。
卷绕式聚合物锂离子电池设计规范

一、卷绕式聚合物锂离子电池设计规范1. 设计容量根据客户需要的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数(1)设计系数一般取1.05~1.15。
2.极片方式正极负极正极负极1.竖卷式2.横卷式根据电池的宽度确定极片的设计方式,一般宽度<20mm的电池采用第一种竖卷的设计方式;宽度≥20mm的电池采用第二种横卷的设计方式。
3.卷针的确定卷针的宽度Wj由以下公式确定:Wj = W-T-λ(2)其中:W —电池的宽度;T —电池的厚度;λ—卷芯与包装袋在宽度方向的空隙差值,一般取2~3mm。
卷针厚度Tj由卷针的宽度决定,具体见表1表1.卷针的宽度4. 卷芯尺寸的确定4.1 卷芯厚度卷芯的厚度T'是指正负极片卷绕成的电芯卡紧后的厚度(不包括包装膜的厚度),一般是根据实际电池的厚度确定的,有以下关系:T' = T-Φ(3)其中:T —电池的厚度;Φ—系数,一般取0.7~0.9mm,具体数值根据电池的厚度决定。
4.2 卷芯宽度卷芯的宽度w'是极片卷绕后的电芯的宽度,由以下公式确定:w' = w j+T j+T'+δ(4)其中:w j—卷针的宽度;T j —卷针的厚度;T'—卷芯的厚度;δ—系数,一般取0.5~1。
5.极片的设计5.1 极片宽度的确定:极片的宽度Wa根据卷绕的方式不同分别由以下公式确定(正、负极极片的宽度相同):横卷:Wa = L-ω(5)其中:L —电池的长度;ω—系数,根据电池的厚度决定,一般≤3mm的电池取值6.5~7.5mm;>3mm 的电池取值7.0~7.5mm。
竖卷:Wa = L-φ(6)其中:L —电池的长度;ω—系数,一般取值2.5~3.0mm。
5.2 极片长度、面密度的确定:5.2.1试卷电芯极片长度的计算:试卷电芯正极极片长度Lc的计算:以390g/m2的面密度来计算试卷电芯的极片长度。
Lc = C设÷140÷η÷390÷Wa÷2﹢2Wj﹢T'+8 (7)其中:C设—电池的设计容量;η—配方中正极活性物质的百分含量;Wa —极片的宽度;Wj —卷针的宽度;T' —卷芯的厚度。
全自动锂电池卷绕机的设计
杨振 宇 ,何 佳兵 ,姜 无 疾
(中 山职业 技术 学院机 械 系 ,广 东 中 山 528404)
摘 要 关键 设 备 .提 出了一 种 三卷 绕 头的 全 自动 锂 电
池 卷 绕机 ,描 述 了其 工作 过 程 和 总体 系统构 成 ,对 正 负极 片和 隔膜放 卷 纠偏 装 置 、三卷 绕 头卷 绕
2.1正 、负 极 片 和 隔膜 的 输送 部 件 正 、负极 片 和 隔 膜 的 输 送 装 置 主 要 由放 卷 架 、
张 力控 制 、除 尘 装 置 、纠 偏 装 置 、导送 装 置 等 组 成 。 (1)放卷 及 纠 偏 装 置 。正 、负 极 片 料 卷 及 隔 膜
料 卷 的放 卷 架 为 单悬 臂双 支 承 结 构 ,采 用 交 流 伺 服 电机 驱 动 ,主 动 放 卷 ,并 设 有 伺 服 系 统 自动 纠 偏 机 构 ,带 气 控 阀 的气 动 自动 胀 紧 装 卷 。
(2)张 力控 制 装 置 。 由张 力 摆 臂 、与 摆 臂 联 接 的 编 码 器 和 多个 过 渡 轮 构 成 ,形 成 对 摆 臂 位 置 偏 移 的 闭环控 制 ,可 实现 恒 张 力 控 制 ,张 力 可 通 过 人 机 界 面 进 行 参 数 设 定 ,以进 行 张 力调 节 。
(3) 除尘 装 置 。该 装 置 采 用 旋 转 毛 刷 双 面 清 理 ,负压 抽 吸 的方 式 除 去 极片 两 面 上 的灰 尘 。
收 稿 日期 :2011-06.27
产 方 式 ,需 要 人 工 放 入 极 片 ,不 但 生 产 效 率 低 下 , 而且容 易造成极片污染 ,卷绕 电芯也不能达到 良 好 的一致性 ,以保证锂 电池 具有高可靠 的安全性 能[1]。本 文 主 要 从 机 械 构 成 上 介 绍 一 种 三 卷 绕 头 的全 自动 锂 电池 电芯 卷 绕 机 的 设 计 。
锂电池生产铝壳卷绕工序规范牌
L9
L7
wW
L8
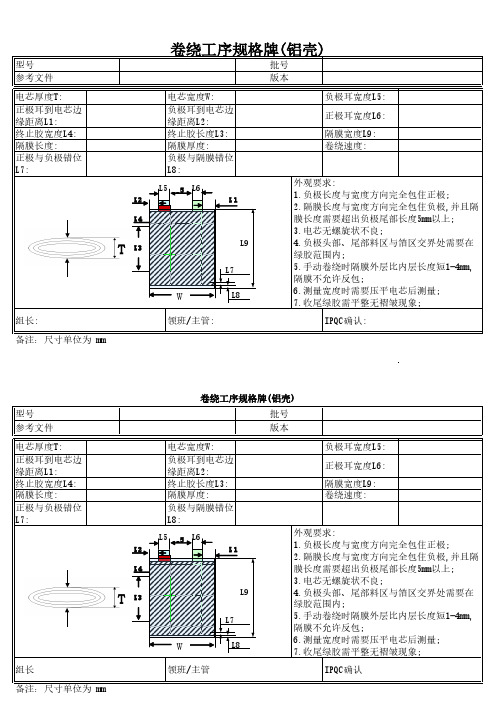
负极耳宽度L5:
正极耳宽度L6:
隔膜宽度L9: 卷绕速度:
外观要求: 1.负极长度与宽度方向完全包住正极; 2.隔膜长度与宽度方向完全包住负极,并且隔 膜长度需要超出负极尾部长度5mm以上; 3.电芯无螺旋状不良; 4.负极头部、尾部料区与箔区交界处需要在 绿胶范围内; 5.手动卷绕时隔膜外层比内层长度短1-4mm, 隔膜不允许反包; 6.测量宽度时需要压平电芯后测量; 7.收尾绿胶需平整无褶皱现象;
型号 参考文件
电芯厚度T: 正极耳到电芯边 缘距离L1: 终止胶宽度L4: 隔膜长度: 正极与负极错位 L7:
L2 L4
T L3
组长: 备注:尺寸单位为 mm
卷绕工序规格牌(铝壳)
批号 版本
电芯宽度W: 负极耳到电芯边 缘距离L2: 终止胶长度L3: 隔膜厚度: 负极与隔膜错位 L8:
L5 L5 L6 L1
领班/主管:
IPQC确认:
型号 参考文件
电芯厚度T: 正极耳到电芯边 缘距离L1: 终止胶宽度L4: 隔膜长度: 正极与负极错位 L7:
L2 L4
T L3
组长 备注:尺寸单位为 mm
卷绕工序规格牌(铝壳) 批号 版本
电芯宽度W: 负极耳到电芯边 缘距离L2: 终止胶长度L3: 隔膜厚度: 负极与隔膜错位 L8:
领班/主管
IPQC确认
L5 L5 L6 L1
L9
L7
wW
L8
负极耳宽度L5:
正极耳宽度L6:
隔膜宽度L9: 卷绕速度:
外观要求: 1.负极长度与宽度方向完全包住正极; 2.隔膜长度与宽度方向完全包住负极,并且隔 膜长度需要超出负极尾部长度5mm以上; 3.电芯无螺旋状不良; 4.负极头部、尾部料区与箔区交界处需要在 绿胶范围内; 5.手动卷绕时隔膜外层比内层长度短1-4mm, 隔膜不允许反包; 6.测量宽度时需要压平电芯后测量; 7.收尾绿胶需平整无褶皱现象;
卷绕式单体锂离子电池设计
卷绕式单体锂离子电池设计前言:目前,电动车包括电动汽车(EV )、电动摩托和电动自行车三大类。
在当前环保的倡导下,电动自行车无疑是社会的最佳选择。
电动自行车以车载电池为动力源,可实现零排放,彻底解决尾气污染,而且动力要求也不错。
铅酸电池技术成熟,成本低,性能稳定,原材料丰富,是目前电动车的的常用电池,但由于铅酸电池比容量不够大,体积较大,铅是污染性金属,较之锂离子电池,锂离子电池比容量高,是铅酸电池的三倍以上,自放电小,循环寿命长,一般在500-1000次,无记忆效应和污染较小等优点,所以锂离子电池在不久的将来必然会成为电动车的理想能源。
1.0设计任务1.设计一种电动自行车用卷绕式单体锂离子电池,额定容量10Ah ; 2.给出所设计的电池制造的工艺流程。
本设计的锂离子电池的电化学表达式为:62()()n C LiPF PEO EC DEC DMC LiCoO --++++ 锂离子电池的成流反应 正极反应:LiCoO 2 ←→ Li 1-x CoO 2 + xLi + + xe 负极反应:6C + xLi + + xe ←→ LixC 6 电池反应:LiCoO 2 + 6C ←→ Li 1-x CoO 2 + LixC 6 1.1正极材料正极活性物质选择LiCoO 2,因为它制备工艺简单,开路电压高,比能量大,循环寿命长,能快速充放电,电化学性能稳定,现已商品化。
LiCoO 2合成方法(溶胶-凝胶法)将Li (Ac )2按一定配比加入溶有PAA (聚丙烯酸)的去离子水中,加热至95℃形成凝胶体,将凝胶在空气气氛下加热至500℃分解,研磨,再将分解产物于700℃左右煅烧3h 得到LiCoO 2。
正极集流体:铝箔 厚度18微米正极配方1.2负极材料负极活性物质选择中间相碳微球(MCMB ),颗粒直径大小在10微米左右,这种颗粒放射状结构,从轴心向外的石墨晶面以之字形取向排列,外侧被一薄覆盖,该薄层的底晶面几乎覆盖了纤维柱的全部表面,纤维的机械结构坚固,即使经过1000次循环,结构也不会破坏。
锂电池卷绕机卷绕机毕业设计[管理资料]
![锂电池卷绕机卷绕机毕业设计[管理资料]](https://img.taocdn.com/s3/m/091c5f8f27284b73f3425022.png)
毕业设计说明书题目名称:锂电池卷绕机卷绕机构院系名称:机电学院班级:机自 xxx 班学号:xxxx学生姓名: xxx 指导教师:xxx2001年 05月摘要锂电池卷绕机卷绕机构是锂电卷绕设备中的重要的组成部分,它对电池的质量和寿命有很大的影响,它的设计对电池的自动化会有很大的作用。
其设计的实质是,在完成总体的设计方案以后,就指各个主要零部件的设计、安装、定位等问题,并对个别零件进行强度校核和试验。
并在相关专题中,对轴和轴承的寿命延长进行比较详细的分析。
在各个零部件的设计中,要包括材料的选择、尺寸的确定、加工的要求,结构工艺性的满足,以及与其他零件的配合的要求等。
在强度的校核是,要运用的相关公式,进行危险部位的分析、查表、作图和计算等。
并随后对整体进行安装、工作过程以及工作后的各方面的检查,同时兼顾到维修、保险装置等方面的问题,最后对两个主要工作零件的加工精度、公差选择进行分析,以保证卷绕机构最终设计的经济性和可靠性。
关键词:锂电池、卷绕机、经济性AbstractLithium battery winding machine winding winding device body is lithium important part of its quality and longevity of the battery has a great influence, and its automated design of the battery will have a significant role. The essence of its design, the completion of the overall design of the future, they refer to each of the major components of the design, installation, positioning and other issues, and checking the strength of individual components and testing. And related topics in the life of the shaft and bearings to extend the more detailed analysis. In various parts of the design, to include material selection, determine the size, processing requirements, the structure of the meeting process, and with other parts of the matching requirements. Check the intensity is related to the use of formula for risk parts of the analysis, look-up table, mapping and computing. And the subsequent installation of the whole work process and work in all aspects of the inspection, taking into account the maintenance, insurance, equipment and other issues, the last of the two main working parts of the machining accuracy, Tolerance analysis in order to ensure the winding Final design of economic institutions and reliability.Keywords: lithium battery, winding machine, economy前言时间匆匆,四年一挥而过,毕业在即,需要自己完成最后一个任务:完成毕业设计,为自己能毕业画上一个圆满的句号。
卷绕式锂离子电池

卷绕式锂离子电池
3. 分离膜准备:在正负极片之间放置一层电解质隔膜,用于阻止正负极之间的直接接触, 同时允许锂离子的传输。
4. 层叠叠卷:将正负极片和隔膜按照一定的顺序和层次进行叠卷,形成电池的正负极层叠 结构。
5. 电池封装:将层叠好的正负极结构放入电池壳体中,并注入电解液,同时密封好电池壳 体,形成完整的电池。
卷绕式锂离子电池
6. 电池测试和包装:对制造好的电池进行电性能测试,如容量、内阻等。通过测试合格后 ,进行最终的包装和标识。
卷绕式锂离子电池由于其灵活性和可扩展性,广泛应用于移动电子设备、电动汽车、储能 系统等领域。在制造过程中,需要严格控制材料的质量和工艺参数,以确保电池的性能和安 全性。此外,卷绕式锂离子电池也需要在使用和充放电过程中注意安全使用和避免过度充放 电等und lithium-ion battery)是一种常见的锂离子电池构造形式, 其主要特点是电池正负极材料通过层叠叠卷的方式组装而成。
以下是卷绕式锂离子电池的一般构造和制造过程:
1. 正负极材料准备:正负极材料通常是由活性材料、导电剂和粘结剂混合而成。正极材料 常用的有氧化钴、氧化镍等,负极材料常用的有石墨、石墨烯等。
卷绕式电芯 设计
卷绕式电芯设计
卷绕式电芯的设计涉及多个方面,以下是一些主要的设计考虑:
1. 电极设计:卷绕式电芯通常采用正极、负极和隔膜的层叠结构。
正极和负极的活性物质涂覆在集流体上,形成电极片。
电极片的厚度、活性物质涂覆量、集流体材料等都会影响电芯的性能。
2. 隔膜设计:隔膜用于隔离正极和负极,防止短路。
隔膜的材质、厚度、孔径等都会影响电芯的安全性和性能。
3. 电芯尺寸设计:根据电池的应用场景和需求,设计电芯的长度、直径、厚度等尺寸参数。
4. 电芯容量设计:根据电池的需求,设计电芯的容量。
这需要考虑活性物质的涂覆量、电极片的面积、电芯的尺寸等因素。
5. 电芯内阻设计:内阻是电芯性能的重要指标,设计时需要考虑如何降低内阻,提高电芯的放电性能。
6. 安全设计:卷绕式电芯的安全设计非常重要,需要考虑如何防止过充、过放、过热等问题。
这可以通过添加安全阀、热敏电阻等安全装置来实现。
7. 生产工艺设计:卷绕式电芯的生产工艺对电芯的性能和一致性有很大影响。
设计时需要考虑如何优化生产工艺,提高生产效率和产品一致性。
总之,卷绕式电芯的设计需要综合考虑多个因素,包括电极设计、隔膜设计、电芯尺寸、容量、内阻、安全和生产工艺等。
通过合理的设计和优化,可以制造出高性能、高安全性的卷绕式电芯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷绕式锂离子电池设计规范
一、观察给定型号和客户需求
1、型号制定了电池的尺寸(以063048为例,尺寸为6.0×30×48mm)
2、客户要求的容量和电池的放电类别(动力型、高温型、普通型),通常而言电
池所能达到的容量一般为普通型>高温型>动力型(以便确定所需要的材料)
3、材料的选用:
3.1容量≥1000mAh的型号,如果客户无容量或高温要求的用正极CN55系列
3.2有高温要求的型号,正极材料必须使用Co系列,电解液必须用高温电解液
二、卷芯设计
1、容量设计
根据客户要求的最小容量来确定设计容量。
设计容量(mAh)= 要求的最小容量×设计系数=(长×2-刮粉)×宽÷10000×面密度×理论克容量
注:设计系数:
标称容量≤200mAh设计系数一般取1.10~1.20;
标称容量200<C≤350mAh设计系数一般取1.08±0.02;
标称容量C>350mAh设计系数一般取1.07±0.02。
2、卷针的设计
2.1 卷针的宽度
Wj=电芯的宽度-卷针厚度-电芯的厚度-1.7(根据实际情况而定)
2.2 卷针厚度
Tj由卷针的宽度决定,具体见卷针统计表。
3、包装膜尺寸设计
3.1包装膜膜腔长度的确定:
膜腔长度=成品高-顶封宽度(5mm)
3.2包装膜膜腔长度的确定:
膜腔宽度=成品宽-1.2mm
3.3 槽深的设计:
槽深H与电芯厚度的关系如下:H = T-α
其中:
T —电芯的厚度;
α—当型号为双坑电池时,α取0.2
当型号为单坑电池时,α取-0.2
3.4 包装袋长、宽尺寸的确定:
3.4.1 包装袋宽度:
a. 厚度≤5mm的电池铝塑膜宽度为电池本体宽度+(45~50mm),取代5mm
的整数倍为规格;
b. 厚度﹥5mm的电池铝塑膜宽度为电池本体宽度+(55~60mm),取代5mm
的整数倍为规格;
3.4.2包装袋长度:
铝塑膜长度=成品电池长度×2+10mm
5、极片的设计:
5.1隔膜宽度=卷芯高度=电芯高度-5mm,(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.2负极片宽度=电芯高度-7mm(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.3正极片宽度=电芯高度-(8~9 mm),(客户容量要求高的小型号电池或极片较
宽的各别型号除外);
5.4正极片长度设计原则:容量达到客户要求,控制面密度和卷绕圈数
5.5负极片长度=正极片长度-半圈长度
5.6隔膜长度=负极长度×2+(20~30mm)
6、面密度比:
6.1 1000mAh以下,面密度比为2.25~2.3,优选2.25;
6.2 1000-2000mAh,面密度比为2.2~2.25,优选2.2;
6.3 2000-4000mAh,面密度比为2.15~2.2,优选2.15;
6.4 4000mAh以上,面密度比为2.1~2.15,优选2.1;
6.5 CN55系列,面密度比为1.75~1.9,优选1.85;
6.6 Mn系列,面密度比为2.5~2.9,NM28为2.5,NM19为2.7,Mn为2.9;
6.7 Fe系列,面密度比为2.35;
7、极片厚度的确定:
为保证极片中活性物质的性能发挥,涂布后的极片要进行适当压片,一般根据材料的压实密度来确定不同面密度的极片的压片厚度。
表1. 不同材料的压实密度
材料LiCoO2CN55 LIFePO4 Mn NM19 NM28 斯诺
MAG-5 压实密
3.9 3.6 2.15 2.9 2.9 3.0 1.55
度/g/m3
8、电解液量的确定
8.1 钴酸锂
容量
双坑≥
1.5A
单坑≥3A
双坑≥1A
单坑≥2A
单坑≥
0.8A
单坑<2A
≥0.5A
<0.8A
≥0.3A
<0.5A
≥0.1A
<0.3A
<0.1A
负极材料340 330 320 310 295 280 260+0.1
8.2钴酸锂+镍钴锰酸锂5:5
容量500-1000 1001-15001501-20002000以上
单坑290300310320
双坑295305 315 325
8.3 锰酸锂系列(Mn,Mn28,Mn19):无论容量大小暂时均按230计算
8.4磷酸铁锂:无论容量大小暂时均按135计算
9、极耳使用
9.1 2mm:容量≤500mAh,宽度≤25mm,特殊型号除外,如PL952248等型号;
9.2 3mm:容量300~1500mAh,宽度25~40mm;
9.3 4mm:容量1200~4500mAh,宽度≥30mm;
9.4 5mm:容量4500~5500mAh;
9.5 8mm:容量≥5500mAh.以及某些需要快速充放电的电池也必须用8mm,
用在电动自行车上的型号PL0670150等型号。
10、电芯试卷:
采用已初步确定的参数(卷针、极片长度、极片厚度等)制作极片进行试卷,根据试卷电芯的尺寸确定最终的方案;卷绕电池的负极双面面密度原则上要求≤200g/m2。
11、电芯中心距规定
客户无要求时,根据“2”中选定的卷针宽度-极耳宽度-2来预定,并通过试卷进行确认,最终结果按实际尺寸确定。
如按卷针选定中心距≥44mm需用错位卷针。
12、切边和折边宽度
切边宽度一般控制在3.2—4.5mm,切边和折边原则为:
1) 双折边根据生产实际情况确定,折边后不高于电芯表面;单折边最小热封宽
度≥2.5mm,折边后不高于电芯表面(个别型号除外)
2) 如客户无特殊要求均采用双折边。