蚀刻线岗位操作指引规范
线路蚀刻线操作指引
HF水洗
10-20 kg/cm 2
蚀刻RC100
CU2+
135~165g/L
原液
150g/L
1次/班
化验分析
1次/班
每月进行槽液维护一次
Cl-
175~210g/L
190g/L
1次/班
化验分析
压力
上喷:1.7-2.7kg/cm2
下喷:
1.5-2.1kg/cm2
/
1次/班
仪表显示
比重
1.20~1.23
1~7m/min
7、作业内容:
7.1流程
放板→膨松→退膜→新液洗→加压水洗→HF水洗→加压水洗→加压水洗→精密时刻→新液洗→溢流水洗→溢流水洗→除钯→溢流水洗→加压水洗→退锡→溢流水洗→HF水洗→加压水洗→干板组合→收板
7.2开机程序:
7.2.1.1检查每个缸各管道阀门及液位状况;
7.2.1.2开启总电源;
生产部
1次/班
压力
1.0-3.0kg/cm2
/
/
1次/班
仪表显示
1次/班
除钯
200L
硫脲
35~45g/L
8KG
40g/L
1次/班
化验分析
1次/周
盐酸
0.8~1.2%
2L
1%
1次/班
化验分析
压力
1.0-3.0kg/cm2
/
/
1次/班
仪表显示
温度
35~45℃
/
/
1次/班
仪表显示
退锡RN300
比重
1.20±0.03
原液
1.2
1次/班
化验分析
比重达1.35
DES线(FPC)作业指引

DES线(FPC)作业指引页码﹕1 of 6⽂件FPC DES线作业指引名称页码﹕2 of 6⽂件FPC DES线作业指引名称1、⽬的:指导作业⼈员在机器设备许可范围内进⾏正确作业和保养,保证贴膜质量达到⼯艺要求,延长机器设备的使⽤寿命。
2、范围:FPC软板显影蚀刻连退膜。
3、职责:3.1、⽣产部负责⽣产操作,参数执⾏。
3.2、品质部负责过程监督品质监控。
3.3、⼯艺部负责⽂件制定、修改、参数维护。
3.4、维修部负责设备保养维修。
4、定义:⽆5、参考⽂件:⽆6、流程图:→→→→→→→→→→→→→→→→→→→→→→→7、内容:7.1、安全:7.1.1、⼯作时,要戴胶⼿套,在添加溶液进槽⾥时,会出现溅射现象,应⼩⼼。
7.1.2、本⼯作间使⽤的化学药品,⼤多数属有毒性的或是强酸强碱具有腐蚀性的药品极易灼伤⾝体,所以严禁取⾛或服⾷,尽量避免与⽪肤和眼睛接触。
若⽪肤触及化学药品,其接触部位⽴即⽤⼲布擦拭后再⽤清⽔冲洗,并报告领班及⼯序主管。
7.1.3、⽣产时应带⼝罩,尽量避免吸⼊烟雾和废⽓。
7.1.4、设备出现异常状况应⽴即上报上级主管部门。
7.2、操作顺序,⽣产前检查:7.2.1、关紧全线顶盖及侧壁盖页码﹕3 of 6⽂件FPC DES线作业指引名称7.2.2、检查液位是否在标准液位。
7.2.3、检查速度是否在规定范围。
7.2.4、检查传输是否正常,运输⾏辘有⽆跳动或停转。
7.2.5、检查各压⼒是否在规定范围内。
7.2.6、检查温度设定是否在规定范围内。
7.2.7、检查玻璃关电开关是否正常。
7.2.8、检查氧化剂和盐酸添加槽的液位及所有装置是否正常。
7.2.9、将各段喷淋启动键\运输启动键\添加启动键\冷却及加热启动键和照明启动键置于等待状态(各启动键不停闪动)。
7.3、“启动键”操作:7.3.1、启动“启动键”,全线依序延迟启动,也可先启动”启动键”,再启动相应功能键。
7.3.2、当需要停机时,启动”停⽌键”,将全线漏电断路器置于OFF。
20.蚀刻退膜线作业规范
6.3.5 注市水至标准液位循环并检查滤网板、喷嘴无异常后排放。
6.3.6 配槽、生产。
6.4 日保养:
6.4.1 机台表面用碎布清洁。
6.4.2 挡水滚轮每班清洁一次。
6.4.3 水洗槽滤网每班清洁一次。
6.4.4 水洗缸每班更换一次。
6.5 周保养: 6.5.1 吸水海绵的清洁 方法用少量洗涤剂清洁后,用清水清洗干净。 6.5.2 各槽喷嘴进行清洁每周一次。
筒、卷尺。 8.2.2 测试流程:
8.2.2.1 确认生产状态: <1>机台状况:依机台检查表逐一检查喷洒、摇摆、传动、循环…等。 <2>操作条件:依操作操作卡设定标准逐一检查并记录操作条件。 <3>取样分析:药水取样分析并将结果记录于蚀刻点测试记录表。
8.2.2.2 放板:一员于蚀刻槽出口位置准备(应先行清除阻碍观察之结晶,或打开盖板观察, 若仍不够清晰,使用手电筒照射,辅助观察),另一员开始放板。
8.2.2.3 关闭喷洒:观察板子行进,待第一片前缘出蚀刻槽立即关闭蚀刻喷洒并提高线速,以 缩短滞留蚀刻槽时间,但需注意传动稳定性及水洗效果。
8.2.2.4 收板:待板子经水洗烘干后(后续氨洗槽剥锡槽不开喷淋)依顺序取出排列(若胶带 脱落,前后上下不可混淆)。
8.2.2.5 量测:使用卷尺、油性麦克笔于板面(上、下)分别标示描绘波形、波峰波谷距离 Max. Min.值,并以中间值做为蚀刻点位置。
机
不要只关闭总电源开关或
6
传送系统。
程
紧急停止。
2、关闭各段开关。
序
放板间距 >50MM
5 工艺参数
管控项 槽名
目
管控范围
管控点
点检/化验 换槽标准
内层DF蚀刻线操作指引
入板→显影1、2(985L*2)→新液洗(100L)→溢流水洗1~9(50L*9)→蚀刻1(560L)→蚀刻2、3、4(1100L*3)→止水洗(50L)→溢流水洗10、11、12(50L*3)→退膜1(770L)→→退膜2、3(640L*2)→新液洗(100L)→冲污水(50L)→溢流水洗13、14、15(50L*3)→酸洗(75L)→溢流水洗16、17、18(50L*3)→烘烤→收板(收板机)
2、范围:
本指示适用于内/外层干菲林显影、蚀刻、退膜线处理线。
3、参考文件
无
4、定义
无
5、职责:
5.1生产部负责日常操作并根据制作标准控制工作参数/条件。
5.2工艺部负责为生产中出现的问题提供技术支援。
5.3设备部负责为各生产设备提供保养及维修服务。
5.4品质部负责流程参数和产品品质的监控。
6、主要物料:
6.1主要物料
物料名称
物料型号
规格
备注
纯碱
品牌“红双环”
50Kg/袋
一等品
棉芯
/
30寸*5u”
盐酸
/
/
次氯酸钠
/
33%
氢氧化钠
/
25Kg/包
硫酸
/
50%
6.2设备制程能力
序号
项目
规格
1
最大板尺寸
610mm*640mm
2
最小板尺寸
200mm×200mm
3
最大板厚
3.2mm
4
最小板厚
0.1mm
7、作业内容:
7.4.2开除紧急停止:顺时钟旋转“紧急停止”按钮,从触摸屏中重新起动机台。
7.5安全操作注意事项
蚀刻去膜作业指导书
1.目的:规范蚀刻、去膜操作的内容和步骤。
2.范围:适用二楼自动拉线路蚀刻、去膜的工作过程。
3.设备:自动线4.材料:YX-550酸性蚀刻液、氢氧化钠、消泡剂、水,生产PCB板。
5.工艺:首先确定所有的开关均置关闭状态;将总电源开关旋钮旋开,使电源输入;将所有的加热系统依流程顺序压下,先使其预热;再将所有的温度设定器,依流程顺序,设定在所需的作业温度;压上传送钮使其输送,再调整速度旋钮并调整适当的作业速度;待温度到达所设定之温度时再将所有的开关按钮依顺序压下即完成作业前的开机程序.5.1蚀刻开机操作顺序开机前准备:必须检查蚀刻槽添加槽化学蚀刻槽水洗槽液位是否正常,检查比重计,添加泵等是否工作正常,补充添加槽液位。
必须检查箱体内喷嘴是否堵塞,清洗蚀刻槽过滤网及水洗槽过滤网,每周打开箱体检查并清洗喷嘴。
必须检查腐蚀溶液的参数是否正常(工作温度、比重、压力等)5.1.1打开总电源电闸5.2.2打开总电源开关信号灯绿灯亮5.2.3打开启动开关5.2.4打开所有的蚀刻加热开关5.2.5打开传送5.2.6打开蚀刻下喷Ⅰ-Ⅱ-Ⅲ5.2.7打开循环水洗Ⅰ-Ⅱ-Ⅲ5.2去墨开机操作顺序5.1.1打开总电源电闸5.2.2打开总电源开关信号灯绿灯亮5.2.3打开启动开关5.2.4打开所有的去墨加热开关5.2.5打开传送5.2.6打开去墨下喷Ⅰ-Ⅱ5.2.7打开循环水洗Ⅰ-Ⅱ-Ⅲ5.3机操作顺序待板出来完,依蚀刻、去膜顺序依次关掉开关按钮,先关掉所有加热,压下所有按钮,关掉总电源.5.4故障紧急处理方式:步骤:当紧急状况发生是时,须先按"紧急停止"钮,瞬间停止设备之一切动作,以保安全;停机后如内部尚有板子在内时, 关闭机器开关,先行确认输送系统无异常后,用将板子送出;将其板子全部输送后,再将操作柜上的所有电源开关关闭然后再检查故障原因;依指示区检查确认故障区的警示灯是何处故障;待将所有的故障区全部检修完毕,再开机;开机时请遵守操作顺序开机。
蚀刻作业指引
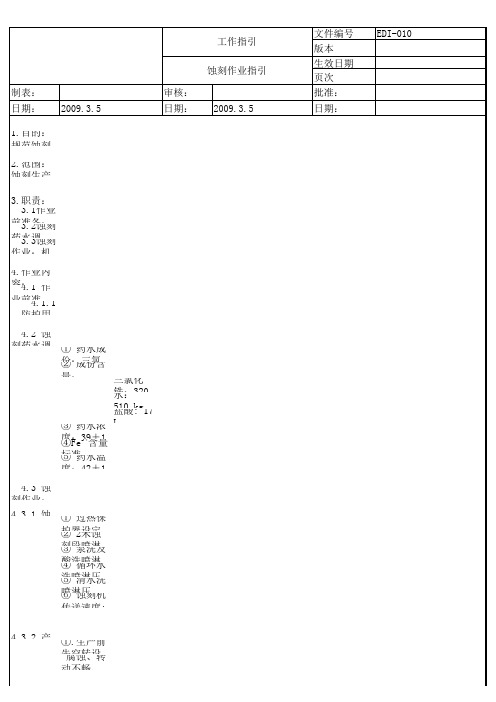
工作指引 蚀刻作业指引 制表: 日期: 2009.3.5 审核: 日期: 2009.3.5
文件编号 版本 生效日期 页次 批准: 日期:
EDI-010
液泵有无松动、 确定无异常后方可 日期: 2009.3.5 审核: 日期: 2009.3.5
文件编号 版本 生效日期 页次 批准: 日期:
EDI-010
②.将产品放入蚀刻机传送带上,两盘并排(特殊产品除外)。 4.3.3.产品上清洗架: ①.产品蚀刻后,将产品放入清洗夹具上,待清洗。
5.參考文件 5.1《蚀刻机作业指导书》 6.記錄 6.1《蚀刻药水测量记录》
生产前先空转设备23分钟观看传动链条传动齿轮行辘主传动接头液泵有无松动腐蚀转动不畅振动等异常现象
工作指引 蚀刻作业指引 制表: 日期: 2009.3.5 审核: 日期: 2009.3.5
文件编号 版本 生效日期 页次 批准: 日期:
EDI-010
1.目的:规范蚀刻作业,确保蚀刻作业的质量与安全。 2.范围:蚀刻生产小组 3.职责: 3.1作业前准备:作业安全措施的准备。 3.2蚀刻药水调配:根据产品的蚀刻要求,调配出符合生产要求的蚀刻药水。 3.3蚀刻作业:机器参数,产品输入,清洗上架。 4.作业内容: 4.1 作业前准备: 4.1.1、防护用品的准备:蚀刻作业人员要戴防护眼镜、耳塞、手套、口罩,穿水鞋。 4.2 蚀刻药水调配:(蚀刻液缸的总容积:900 L) ① 药水成份:三氯化铁、水、盐酸 ② 成份含量: 三氯化铁:320 kg 水: 510 kg 盐酸: 17 L ③ 药水浓度:39±1° ④Fe3+含量标准:110~130g/L ⑤ 药水温度:42±1° 4.3 蚀刻作业: 4.3.1.蚀刻机作业参数: ① 过热保护器设定温度为:48℃; ② 2米蚀刻段喷淋压力:2.5-3.O KGF; ③ 泵洗及酸洗喷淋压力:1.5-2.O KGF; ④ 循环水洗喷淋压力:1.5-2.O KGF; ⑤ 清水洗喷淋压力:1.5-2.0 KGF; ⑥ 蚀刻机传送速度: Run = 0.6 ~ 15.0 ( 根据产品加工要求而定) 4.3.2.产品输入: ①.生产前先空转设备2-3分钟,观看传动链条、传动齿轮、行辘、主传动接头、液泵有无松动 腐蚀、转动不畅、振动等异常现象;喷嘴水形有无改变;确定无异常后方可正常作业 (比例:38%) (比例:60%) (比例:2% )
蚀刻线岗位操作指引规范
5.1.4检查烘干段加热系统是否正常,不正常使之修复.
5.1.5检查设备有否在维修保养中,如在维修保养中必
需挂上标识牌,待维修OK后再开机。
5。1.6检查连接部位是否需加润滑油。
5.1.7检查急停开关是否复位.
5.2开机
5。2。1开启主电源,机器电源。
单面板:1.0 OZ
1.1-1.4 m/min
1..3m/min
双面板:0.5 OZ
1.1-1.4m/min
1..3m/min
双面板:1.0OZ
1.0-1.3 m/min
1..2m/min
双面板:2.0OZ
0.2-0.5m/min
0. 3 m / m i n
蚀刻
(1200L)
1.0OZ(已加厚10-20um)
1.2 kg/cm2
1次/班
热风干
温度
75-100℃
85℃
D.E.S全线
棉芯
20/5-10um
20”/10um
1次/周
蚀刻线岗位操作规范
制作单位:
文件编号:
生效日期:
版本号:
总页数:第3页共6页
5.0操作内容
5.1蚀刻线开机前准备
5.1.1检查药水槽,水洗槽液位是否正常,并使之正常。
5.1.2检查各盖板是否盖好,没盖好必须盖好。
PH值10.4-11
30℃
1.5-1.7m/min
CO32-8-15g/L
32℃
1.6-1.8m/min
油墨
7级
28℃
**m/min
PH值10.4-11
不准生产
30℃
0.9-1.1m/min
蚀刻工序作业指导书

德信诚培训网
更多免费资料下载请进: 好好学习社区
蚀刻工序作业指导书
1.0 目的
建立详细的作业规范,籍以稳定品质,提升生产效率,并作为设备保养、员工操作的依据,此文件同时也是本岗位新员工培訓之教材。
2.0 适用范围
本作业规范适用于本公司蚀刻(含去膜、退锡)工序。
3.0 职责
电镀班具体负责落实本指导书的实施及蚀刻设备的维护与保养。
4.0 作业内容
4.1 作业流程
4.1.1 内层(负片)蚀刻作业流程
烤板→检查→蚀刻→氨水洗→压力水洗→水洗→退膜→清洗→烘干→蚀检→转
黑化工序
4.1.2 镀锡板蚀刻作业流程
退膜→检查→蚀刻→氨水洗→压力水洗→水洗→强风吹干→自检→退锡→烘干
→蚀检→转下工序
4.1.3 镀金板蚀刻作业流程
退膜→检查→蚀刻→氨水洗→压力水洗→水洗→强风吹干→自检→酸洗→清洗
烘干→蚀检→转下工序
4.1.3 若外层线路使用负片菲林,其蚀刻流程同4.1.1。
4.2 蚀刻工序设备及物料清单
蚀刻机、褪膜机、褪锡机、排骨架、猪笼架、放板台、去膜槽、水洗台、软毛刷、
蚀刻子液、褪铅锡药水、褪膜篮、NaOH 、氨水、柠檬酸、胶盆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此文件为江西华浩源电子科技有限公司之机密文件,未经许可,不得复印。
XXXXXX 电子科技有限公司
蚀刻线岗位操作规范
制作单位:
文件编号:
生效日期:
版本号:
总页数:第 1 页 共 6 页
发行管制章
12线..00。目适的用:范规围范:员本工规操程作只,适提用高本员公工司的蚀操刻作工技序能的。 D.E.S 3市.0水333工...231洗艺显蚀去2流影刻膜#→程段段段检:::查入市1出入1撕板1干#板水板#1聚→2→2洗→##酯蚀收3→去#膜刻4板3市膜##→→→→水11#入市自洗钝#22#板水检#3化4→#显#洗→→高影1高冷#1压2#1压#风→#水3/水#干冷2洗→#洗→ 风→8高高 热干5#9#压压风→#61#水水 干热70##洗洗风→→→
1.0 m/min
**m/min
8-C1O53g2-/L P1H0.值4-11
30℃ 32℃
28℃
0.9-1.1m/min 1.0-1.2m/min
0.8-1.0m/min
C8O-3125- g/L P1H0.值4-11
30℃ 32℃
28℃
0.8-1.0m/min 1.0-1.2m/min
**m/min
C8O-3125- g/L P1H0.值4-11
1.8 kg/cm2 52℃
2. 2 m/min 1..3 m/min 1.3 m/min 1..2 m/min
0.2-0.5m/min 0. 3 m / m i n
配槽量 8kg
更换标 准
每班或 PH≤ 10.4 时 更换
分析频率
[ 此参数仅供参考, 具体的参数由首件来 确定,超出此范围的为 异常现象,必须得到工 程师的确认方可生产。
28℃
1.3-1.6m/min 1.5-1.8m/min
1.3-1.5m/min
8-C1O53g2-/L P1H0.值4-11
30℃ 32℃
28℃
1.4-1.6m/min 1.6-1.8m/min
1.3-1.5m/min
Hale Waihona Puke 8-C1O53g2-/L P1H0.值4-11
30℃ 32℃
28℃
1.5-1.7m/min 1.6-1.8m/min
0.9-1.2 m/min
0.4-0.7 m/min 0.8-1.2 kg/cm2
3-5% 0.8-1.4 kg/cm2 1.0-1.6 kg/cm2
0.05-0.2% 50-60℃
1.0-2.2 m/min 1.0-1.4 kg/cm2
1-3% 1.0-1.4 kg/cm2 1.0-1.4 kg/cm2 75-100℃
0.15mm 厚的钢 片
0.2mm 厚的钢片
压力水洗
去膜 (600+600)L
压力水洗
压力 氢氧化钠
上压力 下压力 消泡剂 温度 速度 压力
钝化
压力水洗 热风干 D.E.S 全 线
H2SO4 压力 压力 温度
棉芯
控制范围 8-15 g/l
最佳值 10 g/l
10.4-11
10.8
0.8-1.6 kg/cm2 1.0-1.8 kg/cm2
蚀刻线岗位操作指引规范
文件编号:
XXXXXX 电子科技有限公司
版本 A:
版次:
生效日期:
制定 日期
修订版次
审核 日期
文件更改履历表
更改性质、内容、摘要
批准 日期
修订页次
修订日期
文件会签:拟案单位于 □ 内“√”以示回签部门
总经理 管理 市场部 工程部 者代表
制造部 品保部
物控部
设备 管理部 财务部 采购部 研发部 部
C8O-3125- g/L P1CH0O.3值 24- -11
备注
不准生产 B只GA限产于品 只 BG限A 产于品 B只GA限产于品 不准生产 B只GA限产于品 不准生产 生产不准 带的阻产焊品桥
8-15g/L
蚀刻线岗位操作规范
制作单位:
文件编号:
生效日期:
版本号:
总页数:第 2 页 共 6 页
缸名 显影 (800L)
1. .0kg/cm2
50-70℃
65℃
120-150 g/L
130 g/L
1.5-2.5 N
2.0 N
1.2-2.0 kg/cm2
1..6 kg/cm2
1.4-2.0 kg/cm2 49-54℃
1.9-2.5 m/min 1.1-1.4 m/min 1.1-1.4m/min 1.0-1.3 m/min
4.0 工艺参数
类 别 曝能光量 线 路 5 级 线 路 6 级 线 路 7 级 油 墨 7 级 油 墨 8 级 油 墨 9 级 油 墨 10 级 油 墨 11 级 油 墨 12 级
显温2影度8℃曝光能量1.显 速2与-1.显5影 度m影/mi参n 数1对药0照P.H表水度4值-浓11
30℃ 32℃
30℃ 32℃
28℃
0.7-0.9m/min 0.8-1.0m/min
**m/min
C8O-3125- g/L P1H0.值4-11
30℃ 32℃
28℃
0.7-0.9m/min 0.8-1.0m/min
**m/min
C8O-3125- g/L P1H0.值4-11
30℃ 32℃ 30℃ 32℃
0.6-0.8m/min 0.8-1.0m/min 0.8-1.0m/min 0.9-1.1m/min
28-32℃
1.2 kg/cm2 1.5 kg/cm2
30℃
干 膜:1. 2 - 1.8 m / m i n 感光线路 油 墨:0. 6- 1.2 m / m i n
阻 焊 油 墨 :0..6 - 1.2m / m i n
1HZ 等于0. 036 米每分 钟 此公式 只限于显 影速度调试
0.8-1.2 kg/cm2
项目 碳酸钾
PH 值
上压力 下压力 温度
速度
压力水洗 热风吹干
蚀刻 (1200L)
压力 温度 铜离子 盐酸
上压力
下压力 温度 单面板:0.5 OZ 单面板:1.0 OZ 双面板:0.5 OZ 双面板:1.0OZ
双面板:2.0OZ
1.0OZ(已加厚 10-20um)
蚀刻 (1200L)
0.5OZ(已加厚 10-20um)
1 次/班
2 次/班
38.8HZ 38.8HZ
频率显 示
1 次/班 1 次/班
1 次/班
注:此参数只供做首 板参考,每批生产板 必须先做首板,待首 板 OK 后,再批量生 产,批量生产时必须
有专人检验板。
0.6-0.9 m/min 0.9-1.2 m/min
0.8 m/min 1.0 m/min
注:速度计算公式: 1hz 等于 0.036 米每分钟 此工式只限于 蚀刻 脱 膜计算方法