国标冷轧板厚度允许公差(薄板)
冷轧钢板和钢带的允许偏差
8.2.1 钢板的横边在纵边的垂直投影长度,如图 1 所示。
Q/ASB 314-2006
与边部距离 (不小于)
15mm 10mm 25mm 25mm 40mm
1 切斜,2 直尺(线),3 侧边
图 1 切斜的测量 8.2.2 也可测量钢板两对角线之差的一半及钢板两对边长之差的一半,取其最大值。 8.3 镰刀弯 8.3.1 钢板和钢带的镰刀弯是指侧边与连接测量部分两端点的直线之间最大距离,在产品 呈凹形一侧测量,如图 2 所示。
a 钢带两端 15m 内的厚度允许偏差,当钢带厚度小于 1.5mm 时,允许比表 2 的规定值增加 50%;当钢带厚度
不小于 1.5mm 时,允许比表 2 的规定值增加 30%。
b 焊缝两侧 15m 内的厚度允许偏差,允许比表 2 规定值超出 50%。
c 对规定屈服强度最小值大于 260~<340MPa 的牌号,其厚度允许偏差允许比表 2 规定值增加 20%,对规定
GB/T 8170 数值修约规则 Q/ASB 311 冷轧低碳钢板和钢带(JIS) Q/ASB 313 碳素钢冷轧钢板和钢带(ASTM) ASTM A568/A568M 碳素钢和高强度低合金钢冷轧薄板的一般要求 DIN 1623.1 冷轧钢板与钢带供货技术条件 冷变形用低碳钢 prEN 10131 冷成型用低碳及高屈服强度无镀层冷轧扁平产品尺寸和形状偏差 JIS G 3141 冷轧钢板及钢带 3 本标准采用下列定义: 3.1 钢带:指成卷交货,宽度不小于 600mm 的宽钢带。 3.2 纵切钢带:由钢带纵切而成,并成卷交货。 3.3 钢板:指由钢带横切而成。
于 1500mm 的钢板),或波浪长度的 1.5%(适用于公称宽度不小于 1500mm 的钢板)。
钢板尺寸允许偏差
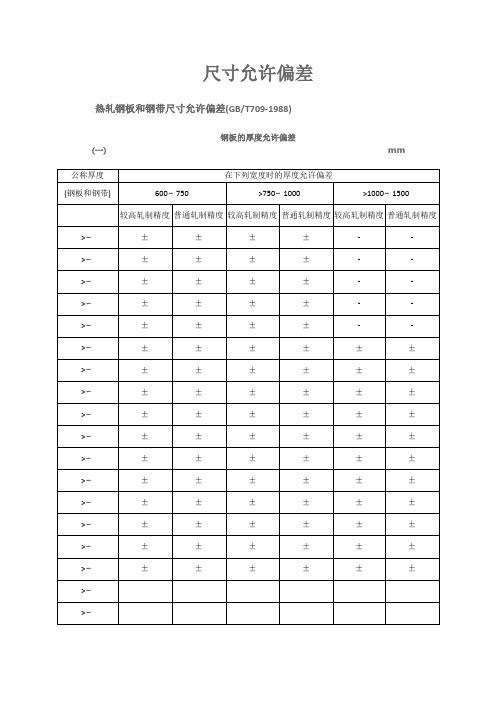
尺寸允许偏差热轧钢板和钢带尺寸允许偏差(GB/T709-1988)钢板的厚度允许偏差(一) mm钢板的厚度允许偏差(二) mm钢板的厚度允许偏差(三) mm切边钢板的宽度允许偏差 mm切边钢带的宽度允许偏差不得超过下列规定钢带宽度600∽1000m………………………………………+5mm>1000m………………………………………+10mm不切边钢带的宽度允许偏差不得超过下列规定钢带宽度≤1000m………………………………………+20mm>1000m………………………………………+30mm纵剪钢带的宽度允许偏差 mm钢板的长度允许偏差mm注:剪切后平整的热轧钢板,其长度偏差允许增加20mm.冷轧钢板和钢带尺寸允许偏差(GB/T708-1988)钢板和钢带的宽度允许偏差mm钢板和钢带的宽度允许偏差mm纵切钢带分宽度允许偏差 mm钢板的长度允许偏差 mm锅炉用钢板允许偏差(GB/T713-1997)厚度允许偏差 mm计算重量的厚度附加值mm注:钢板按理论重量交货时,以钢板的公称厚度加上上表的附加值作为计算重量的理论厚度.压力容器用钢板允许偏差(GB6654-1996)厚度允许偏差mm计算重量的厚度附加值mm热轧圆钢直径和方钢边长的允许偏差(GB/T702-1986) mm热轧工字钢尺寸允许偏差(GB/T706-1988)工字钢的高度h、腿宽度b、腰厚度d允许偏差mm注:工字钢平均腿厚度的允许偏差为±.工字钢的弯腰挠度不应超过.工字钢腿的外缘斜度单腿不大于%b,双腿不大于%b.工字钢腿端外缘钝化不得使直径等于的圆棒通过.工字钢按定尺或倍尺长度交货时,其长度允许偏差mm热轧槽钢尺寸允许偏差(GB/T707-1988)槽钢的高度h、腿宽度b、腰厚度d允许偏差mm注:槽钢平均腿厚度的允许偏差为±。
槽钢的弯腰挠度不应超过。
槽钢腿的外缘斜度,单腿不大于%b,双腿不大于%b。
槽钢腿端、肩钝化不得使直径等于的圆棒通过。
冷轧薄板的外形 尺寸允许偏差 表面质量及检验基本要求

冷轧薄板的外形尺寸允许偏差表面质量及检验基本要求1 .范围本标准适用于冷轧薄板厂外购热卷原料,中间产品和最终成品的外形、尺寸允许偏差及表面质量要求。
2.原料2.1 原料的尺寸、重量、化学成分和力学性能等技术参数须符合热卷原料采购标准、合同及相关技术协议的要求。
2.2 原料热卷外形单侧塔形高度、层间不齐度和卷芯溢出边应符合表1的规定。
表1 单侧塔形高度、层间不齐度和卷芯溢出边2.3 钢带边部不允许有破边,但允许有轻度窝边,窝边与板面夹角>90°。
3 中间产品3.1 酸洗产品3.1.1 外观质量钢卷无舌形头尾,单侧塔形高度,层间不齐度和卷芯溢出边应符合表2的规定。
表 2 单侧塔形高度、层间不齐度和卷芯溢出边带钢边部不允许有破边,但允许有局部少量的窝边,窝边与板面夹角>90°。
3.1.2表面质量:酸洗后为银白或灰白色,不得有欠酸洗(尚有残余氧化铁皮)和过酸洗(表面粗糙、凹凸不平或钢带厚度变薄)现象。
烘干后不允许有未烘干的漂洗水卷入钢卷。
酸洗后48小时之内无锈蚀现象。
3.1.3 酸洗后钢卷包装要求周向包装,打包带不少于一道。
3.2 冷轧产品3.2.1 冷轧后钢带厚度允许偏差应符合表3的规定。
表 3 厚度允许偏差 mm注:钢带头尾20m内厚度允许偏差最大不得越出表中的允许偏差量的1倍,厚度有效测量部位应距边部≥25mm。
3.2.2 外观质量单侧塔形高度≤30mm,卷芯溢出边≤10圈且高度≤100mm,不得有松卷、扁卷、燕窝及起筋现象。
3.2.3 表面质量板面无肉眼可见乳化液残迹;表面存在的麻点、划痕、气泡、夹杂、裂痕、轧辊压痕等现象。
按严重程度分为二类:单面其深度小于表3允许偏差量的1/2且少量为轻度,反之为重度;冷轧后24小时之内表面无锈蚀。
3.2.4 板形质量板形质量按其程度分为良好、轻、重三类。
带钢运行中表面直观上基本无可见浪形为板形良好。
带钢运行中表面直观上有轻微可见浪形,但停车后无明显浪形,为轻度板形质量问题。
冷轧板检验规范新

<0.7
0.7~<1.2
≥1.2
≤1200
12
10
8
5
4
3
1200~1500
15
12
10
6
5
4
>1500
19
17
15
8
7
6
9.3尺寸测量
9.3.1钢板厚度:在距离边部不小于40mm处测量;
9.3.2钢板的不平度:将钢板自由地放在平台上,除钢板的本身重量外,不施加任何压力,用1000mm钢片尺进行测量,测量钢板与钢片尺之间的最大距离;
9.3.3钢板的镰刀弯,将1000mm的钢片尺紧靠钢板的凹侧边,测量从钢片尺
冷轧板检验标准
编号
SEPF-JY-001
版本
A
页次
7/8
到期凹侧边的最大距离。
10、表面质量
10.1钢板表面不得有气泡、裂纹、结疤、拉裂和夹杂,钢板不得有分层;
10.2钢板表面上的局部缺陷应用修磨方法清除,但不得使钢板厚度小于最小允许厚度。
4.2交货钢板应符合有关标准的规定,需方可以按相应标准的规定进行复查。
4.3钢板应成批提交检验和验收,组批规则应符合相应标准的规定。
4.4钢板的检验项目、试样数量、取样规定和试验方法应符合相应标准的规定。
4.5复验:当某一项试验结果不符合标准规定时,应从同一批钢板中任取双倍数量的试样进行不合格项目的复验(白点除外)。复验
3.2薄板:厚度在0.3~4.0mm之间称为薄板;
3.3大规格板:宽度大于1500mm或长度大于4000mm称为大规格板;
3.5包装:将1件或1件以上产品包裹包或捆扎成一个货物单元。
3.6标签:固定在包装件上的纸条或其他材料制品,上面标有产品名称、规格、生产厂等内容。
不锈钢冷轧板厚度偏差要求(4305)

1、适用于采用JIS.G4305大负差标准(即TN3004-2008厚度标准)订货的产品:
(表1)
公称厚度
目标厚度
厚度下限
厚度上限
0.3
0.280
0.270
0.300
0.4
0.355
0.350
0.380
0.5
0.455
0.450
0.480
0.6
0.535
0.530
0.560
0.7
0.640
0.630
0.670
0.8
0.720
0.710
0.750
0.9
0.820
0.810
0.850
1.0
0.900
0.900
0.940
1.2
1.105
1.100
1.150
1.5
1.385
1.380
1.430
2.0
1.840
1.830
1.890
2.5
2.300
2.280
2.360
3.0
不锈冷轧厂
2009年8月18日
负差订货的产品:
(表2)
公称厚度
目标厚度
厚度下限
厚度上限
0.3
0.290
0.280
0.300
0.31
0.31
0.30
0.32
0.4
0.390
0.380
0.400
0.41
0.41
0.40
0.42
0.5
0.490
0.470
0.500
0.6
0.590
0.570
冷轧薄板相关标准
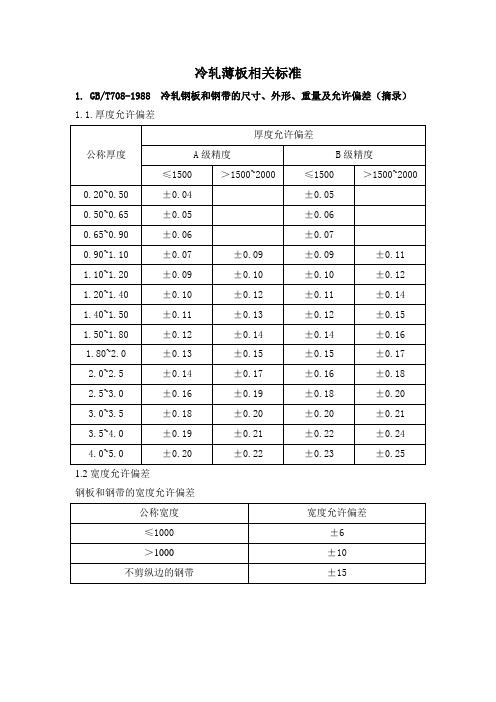
冷轧薄板相关标准1.GB/T708-1988 冷轧钢板和钢带的尺寸、外形、重量及允许偏差(摘录)1.1.厚度允许偏差1.2宽度允许偏差钢板和钢带的宽度允许偏差纵切钢带的宽度允许偏差1.3.长度允许偏差1.4.钢板和钢带每米的不平度上表所列不平度适用于抗拉强度σb不大于485N/mm2的钢板和钢带,对于抗拉强度σb在485~585N/mm2的钢板和钢带其不平度允许比上表增加30%,对于抗拉强度σb大于585N/mm2的钢板和钢带其不平度允许比上表增加50%。
1.5.钢带的镰刀弯在每2米内不大于6mm,纵切钢带的镰刀弯在每2米内不大于4mm。
1.6.钢带应切成直角,切斜不得使钢板长度和宽度小于公称尺寸,并须保证订货公称尺寸的最小矩形。
1.7.钢带卷的内径应在合同中注明。
1.8.根据供需双方协商,钢板的同板差不得大于厚度公差之半。
1.9.钢带卷的一侧塔形高度不得超过下表规定2.GB/T2518-1988 连续热镀锌薄钢板和钢带(摘录)本标准适用于公称厚度为0.25~2.5mm的冷轧连续热镀锌薄钢板和钢带2.1.钢板和钢带的公称尺寸2.2.钢板和钢带的厚度偏差2.3.钢板和钢带宽度允许偏差2.4. 钢板和钢带长度允许偏差2.5.钢板切斜度不大于1%,tgα=A/B2.6. 钢板和钢带的镰刀弯最大值2.7.钢板的每米不平度见下表3. GB/T2520-2000 冷轧电镀锡薄钢板(摘录)本标准适用于以板状和卷状供货的低碳钢一次冷轧和二次冷轧电镀锡钢板,公称厚度为0.005mm的倍数,公称宽度不小于500mm;一次冷轧电镀锡板的厚度为0.17~0.55mm;二次冷轧电镀锡板的厚度为0.14~0.29mm。
3.1.板卷的尺寸、形状的允许偏差3.1.1.厚度偏差从板卷剪切出来的单张钢板,如果其厚度超出公称厚度的±8.5%,则应剔除; 15000m以上的钢带的平均厚度不超出公称厚度的±2.5%;15000m及以内的钢带的平均厚度不超出公称厚度的±4%;同板差:从板卷剪切出来的单张钢板上去两片试样,他们的厚度不超出这张钢板平均厚度的4%薄边:边部厚度不超出这张钢板的平均厚度的8%。
冷轧薄钢板和钢带技术标准(优选)
冷轧薄钢带暂行技术标准FRZJ01-20071 范围本标准规定了冷轧薄钢带的要求、实验方法、检验规则、包装、标志和质量说明书。
本标准适用于厚度0.15㎜~1.50㎜、宽度80㎜~1250㎜的冷轧薄钢板和钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的化学分析用试样取样方法及成品化学成分允许偏差GB/T 223.5-1997 钢铁及合金化学分析方法、还原型硅钼酸盐光度法测定酸溶硅含量GB/T 223.58-1987 钢铁及合金化学分析方法、亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T 223.59-1997 钢铁及合金化学分析方法、锑磷钼蓝光度法测定磷量GB/T 223.68-1997 钢铁及合金化学分析方法、管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69-1997 钢铁及合金化学分析方法、管式炉内燃烧后气体容量法测定碳含量GB/T 228-2002 金属材料室温拉伸实验方法GB/T 247-1997 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 2975-1998 钢材力学及工艺性能实验取样规定GB/T 4156-1984 金属杯突实验方法(厚度0.2~2㎜)GB/T 8170-1987 数值修约规则3 符号下列符号适用于本标准。
EC—钢带边缘状态,切边。
EM—钢带边缘状态,不切边(轧制边)。
FA—钢板和钢带表面质量,普通级。
FB—钢板和钢带表面质量,较高级。
PT.A—钢板和钢带厚度尺寸精度,普通厚度精度。
PT.B—钢板和钢带厚度尺寸精度,高级厚度精度。
PW.A—钢板和钢带宽度尺寸精度,普通宽度精度。
PW.B—钢板和钢带宽度尺寸精度,高级宽度精度。
冷轧薄板的形状 尺寸允许偏差 表面质量及检验基本要求

冷轧薄板的外形 尺寸允许偏差 表面质量及检验基本要求1 .范围本标准适用于冷轧薄板厂外购热卷原料,中间产品和最终成品的外形、尺寸允许偏差及表面质量要求。
2.原料2.1 原料的尺寸、重量、化学成分和力学性能等技术参数须符合热卷原料采购标准、合同及相关技术协议的要求。
2.2 原料热卷外形单侧塔形高度、层间不齐度和卷芯溢出边应符合表1的规定。
表1 单侧塔形高度、层间不齐度和卷芯溢出边原料厚度(mm )单侧塔形高度(mm )层间不齐度(mm ) 卷芯溢出边(mm ) ≤2.5 <40 <30>2.5<50 <35 ≤10圈且高度≤1002.3 钢带边部不允许有破边,但允许有轻度窝边,窝边与板面夹角>90°。
3 中间产品3.1 酸洗产品3.1.1 外观质量钢卷无舌形头尾,单侧塔形高度,层间不齐度和卷芯溢出边应符合表2的规定。
表 2 单侧塔形高度、层间不齐度和卷芯溢出边钢带厚度(mm ) 单侧塔形高度(mm )层间不齐度(mm )卷芯溢出边(mm )≤2.5<20<10>2.5<30<15≤10圈且高度≤50带钢边部不允许有破边,但允许有局部少量的窝边,窝边与板面夹角>90°。
、管路敷设技术敷设技术中包含线槽、管架等多项方式,为解决高中语文电气课件中管壁薄、接口不严等问题,合理利用管线敷设技术。
线缆敷设原则:在分线盒处,当不同电压回路交叉时,气课件中调试料试卷试验方案以及系统启动方案;对整套启动过程中高中资料试卷电气设备进行调试工作并且进行过关运行高中资料试卷技术指导。
对于调试过程中高中资料试卷技术问题高中资料试卷技术,并且拒绝动作,来避免不必要高中资料试卷突然停机。
因此,电力高中资料试卷保护装置调试技术,要求电力保护装置做到准确灵活。
对于差动保护装置高中资料试卷调试技3.1.2表面质量:酸洗后为银白或灰白色,不得有欠酸洗(尚有残余氧化铁皮)和过酸洗(表面粗糙、凹凸不平或钢带厚度变薄)现象。