SMT新人培训教材
SMT基础知识培训教材
文件更改记录SMT基础知识培训教材一、教材内容1.SMT基本概念和组成2.SMT车间环境的要求.3.SMT工艺流程.4.印刷技术:4.1 焊锡膏的基础知识.4.2 钢网的相关知识.4.3 刮刀的相关知识.4.4 印刷过程.4.5 印刷机的工艺参数调节与影响4.6 焊锡膏印刷的缺陷,产生原因及对策.5.贴片技术:5.1 贴片机的分类.5.2 贴片机的基本结构.5.3 贴片机的通用技术参数.5.4 工厂现有的贴装过程控制点.5.5 工厂现有贴装过程中出现的主要问题,产生原因及对策.5.6 工厂现有的机器维护保养工作.6.回流技术:6.1 回流炉的分类.6.2 GS-800热风回流炉的技术参数.6.3 GS-800 热风回流炉各加热区温度设定参考表.6.4 GS-800 回流炉故障分析与排除对策.6.5 GS-800 保养周期与内容.6.6 SMT回流后常见的质量缺陷及解决方法.6.7 SMT炉后的质量控制点7.静电相关知识。
《SMT基础知识培训教材书》二.目的为SMT相关人员对SMT的基础知识有所了解。
三.适用范围该指导书适用于SMT车间以及SMT相关的人员。
四.参考文件3.1 IPC-6103.2 E3CR201 《SMT过程控制规范》3.3 创新的WMS五.工具和仪器六.术语和定义七.部门职责八.流程图九.教材内容1.SMT基本概念和组成:1.1SMT基本概念SMT是英文:Surface Mounting Technology的简称,意思是表面贴装技术.1.2SMT的组成总的来说:SMT包括表面贴装技术,表面贴装设备,表面贴装元器件及SMT管理.2.SMT车间环境的要求2.1 SMT车间的温度:20度---28度,预警值:22度---26度2.2 SMT车间的湿度:35%---60% ,预警值:40%---55%2.3 所有设备,工作区,周转和存放箱都需要是防静电的,车间人员必须着防静电衣帽. 3.SMT工艺流程:4. 印刷技术:4.1 焊锡膏(SOLDER PASTE)的基础知识4.1.1 焊锡膏是将焊料粉末与具有助焊功能的糊状焊剂混合而成的一种浆料,通常焊料粉末占90%左右,其余是化学成分.4.1.2 我们把能随意改变形态或任意分割的物体称为流体,研究流体受外力而引起形变与流动行为规律和特征的科学称为流变学.但在工程中则用黏度这一概念来表征流体黏度性的大小. 4.1.3 焊锡膏的流变行为焊锡膏中混有一定量的触变剂,具有假塑性流体性质.焊锡膏在印刷时,受到刮刀的推力作用,其黏度下降,当到达摸板窗口时,黏度达到最低,故能顺利通过窗口沉降到PCB 的焊盘上,随着外力的停止,焊锡膏黏度又迅速回升,这样就不会出现印刷图形的塌落和漫流,得到良好的印刷效果. 4.1.4 影响焊锡膏黏度的因素4.1.4.1 焊料粉末含量对黏度的影响:焊锡膏中焊料粉末的增加引起黏度的增加. 4.1.4.2 焊料粉末粒度对黏度的影响:焊料粉末粒度增大时黏度会降低.4.1.4.3 温度对焊锡膏黏度的影响:温度升高黏度下降.印刷的最佳环境温度为23+/-3度. 4.1.4.4 剪切速率对焊锡膏黏度的影响:剪切速率增加黏度下降.黏度粒度 温度4.2 钢网(STENCILS)的相关知识4.2.1 钢网的结构一般其外框是铸铝框架,中心是金属模板,框架与模板之间依靠丝网相连接,呈”刚—柔---刚”结构.4.2.3 目前我们对新来钢网的检验项目4.2.3.1 钢网的张力:使用张力计测量钢网四个角和中心五个位置,张力应大于30N/CM.4.2.3..2 钢网的外观检查:框架,模板,窗口,MARK等项目.4.2.3.3 钢网的实际印刷效果的检查.4.3 刮刀的相关知识4.3.1 刮刀按制作形状可分为菱形和拖尾巴两种;从制作材料上可分为橡胶(聚胺酯)和金属刮刀两类.4.3.2 目前我们使用的全部是金属刮刀,金属刮刀具有以下优点:从较大,较深的窗口到超细间距的印刷均具有优异的一致性;刮刀寿命长,无需修正;印刷时没有焊料的凹陷和高低起伏现象,大大减少不良.4.3.3 目前我们使用有三种长度的刮刀:300MM,350MM,400MM.在使用过程中应该按照PCB板的长度选择合适的刮刀.刮刀的两边挡板不能调的太低,容易损坏模板.4.3.4 刮刀用完后要进行清洁和检查,在使用前也要对刮刀进行检查.4.4 印刷过程4.4.1印刷焊锡膏的工艺流程:焊锡膏的准备支撑片设定和钢网的安装调节参数印刷焊锡膏检查质量结束并清洗钢网4.4.1.1 焊锡膏的准备从冰箱中取出检查标签的有效期,填写好标签上相关的时间,在室温下回温4H,再拿出来用锡膏摇均器摇匀锡膏,目前我们使用摇匀器摇3MIN-4MIN。
SMT员工培训教材-PPT课件

CR Chip Resistors
DR Diode
BQFP Bumper Quad Flat Pack
BGA Ball Grid Array
3、贴片机操作及重点注意事项
3、贴片机操作及重点注意事项
3、贴片机操作及重点注意事项
QFP
TQFP
SOJ
PLCC
SOPPDIP源自3、贴片机操作及重点注意事项
生产:点击文件菜单,再点选所 要生产的文件,确认站位料;
4
5
6
操作员必须15分钟看一次设备 保持机台清洁卫生和feeder摆 打出来的PCBA是否存在问题; 放整齐
生产过程中,当蜂鸣叫时,警报 灯亮,须马上处理异常
贴片元件基本知识
3、贴片机操作及重点注意事项
Crystals
CC Chip Capacitor
贴片机运作流程
物料员出板上拉
3、贴片机操作及重点注意事项
核对 P/N,记 数
装料
丝印位PASS 板 装料
打机 无料
打完 下工序
贴片机操作方法
1
2
3、贴片机操作及重点注意事项
3
开始键 紧急开关
机前检查:气压在(0.4-0.6)MPA 范围内;
开机:将机器右下方黑色主电源 开关打至“—”处;
复原键 停止键
签收记录
装入到上板机箱内 自动流入贴片 洗板处理
全自动印刷锡膏
PASS NO
检查
全自动印刷操作步骤
1
2
1、全自动印刷机操作及重点注意事项
3
将PCB装入到板架内; 4
将板加装入到上板机箱内; 板架自动送料至丝刷机内;
5
6
操作印刷机点启击动自动模式;
SMT贴片上岗培训教材

一、目的1.新进人员认识SMT相关知识,了解SMT流程,清楚每个岗位之工作内容与职责.2.为在职培训提供基础.二、范围制一部新进人员.三、定义无四、权责4.1 各生产课对新进人员培训.五、内容5.1 基础知识:5.1.1 5S整理:对工作场所进行区分,清理对工作无用的东西.整顿:以正确方法对物品标识,定位,以使在第一时间内拿到物品.清扫:工作场所无杂物,所放物品能被立即使用.清洁:将其彻底进行,落实前3S执行.修养:养成正确实施所决定事项的良好习惯.5.1.2 静电防护:5.1.2.1静电产生:两物体磨擦,产生电子移动,一物体带正电,一物体带负电.5.1.2.2静电危害:IC、三极管等为静电敏感组件,其内部集成电路易被静电破坏,而使组件功能不良.5.1.2.3静电防护:5.1.2.3.1人体:人体感染静电可能超过3000V,因此在工作时须戴好接地良好的静电环、戴静电手套、以及穿静电衣、鞋.5.1.2.3.2工作台:须放置静电布,并接地良好.5.1.2.3.3 物料放置: 物料架接地良好,成品、半成品放入静电箱储存.5.1.3 SMT流程:物料领取→送板机→锡膏印刷→前段目检→零件贴装→回流焊接→后段目检→ICT测试→转下制程.5.1.4 SMT有关朮语5.1.4.1流程类:SMT制造工单通知书(工单、制单)、制一部生产计划表、工单领料单、转拔/调拔单、领/退料单、送板、锡膏印刷、零件贴装、前段目检(锡膏目检)回流焊接、后段目检(外观检验)、ICT测试、换制单、换线、首件作业、打样、试投、ECN工程处置单、重工(Rework)、制程质量异常处理单、BOM.5.1.5组件知识:5.1.5.1组件种类:电阻(R.RN)、电容(C.BC)、电感(L.FB)、三极管(Q)、二极管(D)、集成电路(IC)、电路板(PCB).5.1.5.2组件大小:电子元器件:电阻、电感、电容、二极管等常用英制表示其大小,如下:英制规格长(mm) 宽(mm) 厚(mm) 公制规格 0603 1.60 0.80 0.45 1608 0805 2.00 1.25 0.80 2012 1206 3.20 1.60 0.80 3216 0402 1.00 0.50 0.25 1005 0201 0.60 0.30 * 0603 5.1.5.3组件标识与品名规格:5.1.5.3.1电阻(排阻):5.1.5.3.1.1英文代号:R.RN.RP.5.1.5.3.1.2单位:奥姆(Ω)千欧(KΩ)兆欧(MΩ).5.1.5.3.1.3换算关系:1MΩ=103KΩ=106Ω.5.1.5.3.1.4 SMT电阻表示方法(本体有标识):103表示10*103Ω=10 KΩ.100表示10*100Ω=10Ω.0R3表示0.3Ω.4K7表示4.7KΩ.5.1.5.3.1.5电阻的精度:1%为精密电阻.5%为普通电阻.5.1.5.3.2电容(排容):5.1.5.3.2.1英文代码:C.BC.5.1.5.3.2.2 单位:法拉(F)、微法(UF)、纳法(NF)、皮法(PF).5.1.5.3.2.3 单位换法:1F=106UF=1012PF.1UF=103NF=106PF.5.1.5.3.2.4 SMT电容表示方法(本体无标识):101表示10*101PF=10PF.105表示10*105PF=1UF.104表示10*104PF=0.1UF.5.1.5.3.2.5 电容特性:储存电压、滤波等作用.一般无极性.5.1.5.3.3电感:5.1.5.3.3.1英文代号:L.FB.5.1.5.3.3.2单位:亨利(H)、毫亨(MH)、微亨(UH).5.1.5.3.3.3换算关系:1H=103MH=106UH..5.1.5.3.3.4电感特性: 滤波、变化相位等作用.一般无极性.5.1.5.3.4二极管(DIODE):5.1.5.3.4.1英文代号:D.5.1.5.3.4.2二极管种类:普通二极管、光敏二极管、发光二极管、稳压二极管.5.1.5.3.4.3 常见SMT二极管:玻璃体棒状二极管、MOSFET等.5.1.5.3.4.4二极管特性:单向导电性,限压、限流等作用.黑色环一端表示负极.5.1.5.3.5三极管(TRANSISTOR) :5.1.5.3.5.1英文代号:Q5.1.5.3.5.2作用:电流、电压、功率放大、电子开关等作用.5.1.5.3.6集成电路(IC) :5.1.5.3.6.1英文代号:U.5.1.5.3.6.2 根据集成电路结构及封装类型分为:BGA型:球型格栅数组封装,四周无引脚,在本体下面有排列整齐的锡球,如VIA之VT8363、INTEL之 FW82801.QFP型:为塑料扁平封装,外观四周有脚,如SIS5595,900. SOP型:为两边为引脚,如IC ICS9248DF.SOJ型:为两边有引脚,向内弯曲.PLCC型:为四周有向内弯曲引脚,如BIOS或BIOS座.5.1.5.3.6.3 IC的极性表示方法:切角表示、圆点表示、凹槽表示、箭头表示.5.1.5.3.7电路板(PCB) :为连接电子组件之基板.5.2物料人员培训5.2.1料号了解:89-XXX-XXXXXX表示机种成品料号.81-101-XXXXXX表示SMT阶主件料号.15-XXX-XXXXXX表示PCB料号.41-XXX-XXXXXX表示贴纸类.01-XXX-XXXXXX表示IC类.02-XXX-XXXXXX表示IC类.03-XXX-XXXXXX表示三极管、二极管类.04-XXX-XXXXXX表示电容类.05-XXX-XXXXXX表示电阻类.06-XXX-XXXXXX表示排阻类.08-XXX-XXXXXX表示电感类.11-XXX-XXXXXX表示脚座类.16-XXX-XXXXXX表示电感(FB)类.5.2.2领料:5.2.2.1依据制造工单通知书、BOM、工单领料单、估计所需物料,对C级材料用转拔/调拔单到资材领料,A级材料依据工单领料单至资材领取材料.5.2.2.2对本库别物料状况清楚了解.5.2.3退料:5.2.3.1依据ECN、制程质量异常处理单,对工程、制程所禁用之材料,填写领/退料单,至资材退料.5.2.3.2对已停止生产工单,由生管确认需退之材料.5.2.4转拔/调拔5.2.4.1主要用于C级材料之领取.5.2.4.2依据生产状况与材料状况,不同库别、不同工单之间调拔.5.2.5材料使用:5.2.5.1各种材料都有其有效使用期,物料使用应遵循“先进先出”原则.5.2.5.2 A级材料有其严格的储存与使用环境,因此在领发料时,除确认料号、品名外,还需确认其使用期限、湿度指示卡等,并以“A级材料使用规范”作业.5.2.6 SMT半成品转移:物料人员根据下制程需求,对SMT制造OK之机种,做好标识,适时转至下制程,并填写领/退料单.5.2.7 物料人员职责:5.2.7.1 了解本课物料状况,实时反映缺料情况给课长、生管.5.2.7.2 适时领料,保证生产顺畅;适时转板,保证下制程生产.5.2.7.3 对错料、短装料等异常情况实时反映给课长.5.3印刷机操作人员培训:5.3.1锡膏认识:5.3.1.1锡膏组成:锡膏是由金属合金颗粒(20~45UM)与助焊剂(液体)按一定的比例混合在一起而组成的膏状物质.合金成份、助焊剂成份决定着锡膏的焊接性能.锡膏在储存、使用过程中保持各成份相对稳定,是保证焊接良好的关键.5.3.1.2储存与使用:储存条件、使用前回温、使用前搅拌、环境温.湿度控制、使用时间控制等是为了防止锡膏成份变化,影响焊锡效果.5.3.2送板:5.3.2.1送板机自动将PCB转送入锡膏印刷机,对于底板有组件之PCB 只能以人工放入轨道.5.3.2.2送板机类型:目前本公司使用机型为:TSK-205,BSF-V,SVP-750.5.3.3锡膏印刷:5.3.3.1锡膏印刷机通过钢板把锡膏精确地印刷至PCB上,锡膏印刷机参数设置与精确度决定印刷效果.5.3.3.2锡膏印刷过程:送板、PCB定位、钢板定位、印刷、送出PCB至贴片机.5.3.3.3锡膏印刷过程注意事项:锡膏的添加、擦拭纸的更换、安装、钢板的清洗、不良品处理都将影响锡膏印刷质量.5.3.4印刷检验与不良品处置:5.3.4.1印刷后之PCB通过放大镜或目视检验,对抽检机板要认真检查有无印刷不良,并正确填写《锡膏印刷检验日报表》,如有异常实时知会技朮人员处理.5.3.4.2不良品处置:印刷不良品实时处理并记录.5.3.5钢板清洗:换线时,将下线之钢板上的锡膏用刮刀刮净,然后人工或机器清洗干净,标准为幵孔壁内无残留锡粉.5.3.6锡膏膜厚量测:5.3.6.1膜厚量测仪:目前所使用膜厚量测仪为LSM锡膏量测仪和AUTO LSM锡膏量测仪.5.3.6.2机板膜厚量测:测点选择、亮点选择将直接影响量测结果,量测结果的真实记录有助于反映SMT制程情况.5.3.7印刷机操作人员职责:5.3.7.1正确操作,实时发现、反映印刷异常.5.3.7.2填好相应窗体,对下一岗位所上料进行复查.5.3.7.3协助技朮人员做好设备保养.5.3.8建议:如需对锡膏印刷有更多掌握,请参照《锡膏储存与使用工作指导书》,相关吸板机工作指导书,相关锡膏印刷机工作指导书,相关膜厚量测仪工作指导书.5.4贴片机操作人员培训:5.4.1贴片机认识:将不同型号的组件,以不同的速度精确地贴装在PCB上,根据组件贴装速度、种类贴片机分为:5.4.1.1中速贴片机:如KE-750、KE-2010、SI-E1000E.5.4.1.2 高速贴片机:MVII-C,5.4.1.3 泛用贴片机:KE-760、SI-E2000E、MPAIII、 MPA80.5.4.2飞达认识:飞达是给贴片机供组件的装置,不同贴片机,有不同的型号飞达,衡量飞达好坏标准为飞达上盖(上叶)移动顺畅和机器生产时是否造成不良.5.4.3上料作业:5.4.3.1确认所上组件的料号、品名、规格与所上站台的排料表料号完全一致.5.4.3.2为防止错料,上一站飞达记录一次,严禁同时安装2个以上飞达.5.4.3.3上飞达后检验送料是否顺畅.5.4.4贴片机操作人员职责:5.4.4.1随时留意机器运转状况,并处理常见故障.5.4.4.2依据排料表零件料号、规格、用量,正确、适时上料.5.4.4.3准确填写相关窗体.5.4.4.4协助技朮人员对设备进行保养.5.4.5建议:如需对贴片机有更多掌握,请参照相关贴片机工作指导书,SMT工作指导书,飞达使用规范.5.5目视检验人员培训5.5.1组件认识(祥见5.1.5)5.5.2 PCBA外观判定项目与标准.5.5.2.1 PCB检验项目:损伤、刮伤、起泡、文字符号标示错误、标示不清、沾异物等项目,判定方法为目视.5.5.2.2贴装判定项目:贴装主要有少件、多件、错件、偏位、直立、侧立、抛件、反白、连锡等不良现象.5.5.2.3 SMT组件焊点判定项目:少锡、氧化、空焊、锡珠、连锡.5.5.2.4判定标准:判定标准以品控部制订之《PCBA外观判定标准》为主.5.5.3目视检验步骤:取PCB半成品机板、目视检验或放大镜检验,贴各种贴纸放入静电箱.5.5.4目视检验人员职责:5.5.4.1依《PCBA外观判定标准》来检验机板.5.5.4.2依照《SMT工作指导书》之目视检验部分作业.5.5.4.3实时反馈不良现象给印刷机操作人员、贴片机操作人员、技朮人员或组长.5.5.4.4正确、实时填写《SMT制程检验记录表》.5.5.4.5如有判定标准凝难,实时反映给组长,以防不良品流入下制程.5.5.4.6检验OK之PCB装静电箱时数量正确、标示正确清晰.5.6 ICT测试操作人员培训:5.6.1 ICT了解:ICT测试为电路静态测试,只对个别组件、部分线路局部测试.5.6.2主要测试步骤:幵主机,测试程序选择,确认机板放置方向,按测试开关,测试后取板,OK机板贴测试贴纸,装入静电箱.不良机板打印报表,并放入不良区.5.6.3安全事项:在测试针床下压过程中,发现异常,直即按“红色”按钮.5.6.4 ICT测试操作人员职责:5.6.4.1 依据《ICT操作保养工作指导书》作业.5.6.4.2发现测试异常立即知会组长或ICT技朮人员.5.6.4.3未测试或测试不良机板请不要放到下制程.5.6.4.4正确填写相关窗体.5.6.4.5 协助ICT技朮人员作好治具之保养.5.7维修人员培训.5.7.1组件知识(详见5.1.5)5.7.2焊锡原理:锡丝在300℃~320℃下焊接良好,锡丝中的助焊剂在熔锡表面形成保护膜,防止焊锡与组件氧化,并在冷却过程中使组件与PCB连接在一起.5.7.3维修工具了解:5.7.3.1 恒温烙铁:为锡丝加热工具,主要用于C级材料之维修.温度控制在300℃~320℃内.5.7.3.2热风焊拔机:通过热风加热组件.主要用于大面积组件之拔取,在使用时注意是否会损坏周围组件或PCB.5.7.3.3 万用表:电子组件量测工具,用于量测电路、电阻、电路导通状况.5.7.4 其他备品了解:5.7.4.1 助焊剂:在熔锡时,可去除零件表面氧化物,有利于零件焊接.5.7.4.2 清洗剂:为有机溶剂,溶解有机物.用于清洗PCB之异物.5.7.5 ICT主要不良与针测点对照:5.7.5.1 ICT主要不良为SHORT(短路)、OPEN(幵路)、COMPONENT FAIL(组件不良).5.7.5.2不良针测点查找:通过ICT打印不良报表,根据不良测点,用针测点对照板找相应针测点,然后用万用表确认,或根据打印报表上不良组件位置,用万用表确认.5.7.6 维修人员职责:5.7.6.1 认真、小心作业,保证维修质量.5.7.6.2 将维修中发现之异常实时反映给ICT技朮人员或组长.5.7.6.3 协助ICT技朮人员对测试异常分析.六.参考数据6.1 PCBA外观判定标准.6.2 SMT相关工作指导书.七.附件.无。
SMT 详细培训教材
东莞虎门大宁丽声钟-电子机器部培训教材目录第一章基础培训教材第一节常用术语解释(一) (1)1.组装图 (1)2.轴向引线元件 (1)3.单端引线元件 (1)4.印刷电路板 (1)5.成品电路板 (1)6.单面板 (1)7.双面板 (1)8.层板 (2)9.焊盘 (2)10.元件面 (2)11.焊接面 (2)12.元件符号 (2)13.母板 (2)14.金属化孔(PTH) (2)15.连接孔 (2)16.极性元件 (2)17.极性标志 (2)18.导体 (2)19.绝缘体 (2)20.半导体 (3)21.双面直插 (3)22.套管 (3)23.阻脚 (3)24.管脚打弯 (3)25.预面型 (3)第一节常用术语解释(二) (4)1.空焊 (4)2.假焊 (4)3.冷焊 (4)4.桥接 (4)5.错件 (4)6.缺件 (4)7.极性反向 (4)8.零件倒置 (4)9.零件偏位 (4)10.锡垫损伤 (4)11.污染不洁 (4)12.爆板 (4)13.包焊 (4)14.锡球 (4)15.异物 (4)16.污染 (4)17.跷皮 (4)18板弯变形 (4)19.撞角、板伤 (4)20.爆板 (4)21.跪脚 (4)22.浮高 (4)23.刮伤 (4)24.PCB板异物 (4)25.修补不良 (4)26.实体 (5)27.过程 (5)28.程序 (5)29.检验 (5)30.合格 (5)31.不合格 (5)32.缺陷 (5)33.质量要求 (5)34.自检 (5)35.服务 (5)第二节电子元件基础知识 (6)(一)阻器和电容器 (6)1.种类 (6)2.电阻的单位 (6)3.功率 (6)4.误差 (6)5.电阻的标识方法 ·································································································· 6-86.功率电阻 (8)7.电阻网络·············································································································· 8-98.电位器 (9)9.热敏电阻器 (9)10.可变电阻器 (9)(二)电容器 (10)1.概念和作用 (10)2.电路符号 (10)3.类型 (10)4.电容量 (10)5.直流工作电压 (10)6.电容器上的工程编码 (10)7.习题 ..................................................................................................................11-12 二、变压器(Transformer)和电感器(Inductor) . (13)(一)变压器 (13)(二)电感器 (13)三、二极管(diodc) (14)1.稳压二极管 (14)2.发光二极管(LED) (14)四、三极管(triode) (15)1.习题 (16)五、晶体(crystal) (17)六、晶振(振荡器) (17)七、集成电路(IC) (17)八、稳压器 (18)九、IC插座(Socket) (18)十、其它各种元件 (19)1.开关(Rwitch) (19)2.继电器(Relayo) (20)3.连接器(Connector) (20)4.混合电(mixed circuit) (20)5.延迟器 (20)6.篇程连接器 (20)7.保险丝(fuse) (20)8.光学显示器(optic monitor) (20)9.信号灯(signal lamp) (20)十一、静电防护知识 (20)1.手带 (21)2.脚带 (21)3.工作台表层材料 (21)4.导电地板胶和导电腊 (21)5.导电框 (21)6.防静电袋 (22)7.空气电离器 (22)8.抗静电链 (22)十二、储蓄过程 (23)十三、元件符号归类 (23)一、公司产品生产工艺流程 (24)二、插件技术 (24)1.电阻的安装 (24)2.电容的插装··········································································································· 25-263.二极管的插装 (27)4.三极管的安装 (27)5.晶体的安装 (27)6.振荡器的安装 (27)7.IC的安装 (27)8.电感器的发装 (27)9.变压器的安装 (27)三、补焊技术 (28)四、测试技术..................................................................................................................... 28-29 第二章品质管制的演进史 .. (30)第一节、品质管制演进史 (30)一、品质管制的进化史 (30)第二节、品管教育之实施 (31)一、品质意识的灌输 (31)二、品管方法的训练及导入 (32)三、全员参与,全员改善 (33)第三节品管应用手法 (34)一、层别法 (34)二、柏拉图法 ························································································································35/36三、特性要因图法 (37)(一)特性要因图使用步骤 (37)(二)特性要因图与柏拉图之使用 (38)(三)特性要因图再分析 (38)四、散布图法 (39)五、直方图法 (40)六、管制图法 (41)(一)管制图的实施循环 (41)(二)管制图分类 (42)1.计量值管制图 (42)2.计数值管制图 (42)(三)X—R管制图 (43)七、查核表(Check Sheet) ···································································································44/45第四节品管抽样检验 (46)(一)抽样检验的由来 (46)(二)抽样检验的定义 (46)(三)用语说明 (46)1.交货者及检验收者 (46)2.检验群体 (46)3.样本 (46)4.合格判定个数 (46)5.合格判定值 (46)6.缺点 (46)7.不良品 (47)四、抽样检验的型态分类 (47)1.规准型抽样检验 (47)2.选别型抽样检验 (47)3.调整型的抽样检验 (47)4.连续生产型抽样检验 (47)五、抽样检验与全数检验之采用 (48)1.检验的场合 (48)2.适应全数检验的场合 (48)六、抽样检验的优劣 (48)1.优点 (48)2.缺点 (48)七、规准型抽样检验 (48)1.允收水准(Acceptable Quality Level) (48)2.AQL型抽样检验 (49)八、MIL-STD-105EⅡ抽样步骤 ·························································································49/50九、抽取样本的方法 (50)第三章5S 活动与ISO9000知识第一节5S活动 (51)一、5S活动的兴起 (51)二、定义 (51)三、整理整顿与5S活动···········································································································52/53四、推行5S活动的心得 (54)五、5S活动的作用 (54)第二节ISO9000基础知识 (55)一、前言 (55)二、ISO9000:94版标准的构成 (55)三、重要的术语 (5556)四、现场质量管理 (56)1.目标 (56)2.精髓 (56)3.任务 (56)4.要求 (57)ISO9001:2000版 (58)1.范围 (58)2.参考标准 (58)3.名词与定义 (58)4.品质管理系统····························································································································58/69。
SMT操作员培训教材
• 处理:查出翘高飞达并 重新装好。
2021/9/17
7
• 8、RETRY LIST(NO COMPONENT)
• 注释:重试列表(没 有元件)
• 处理:检查报警列表 中的飞达状况并及时 处理,若是元件打完 立即换料。
2021/9/17
8
• 9、BOC MARK RECOG
2021/9/17
12
• 2、VISION PROCESS ERROR 。CODE: 1CA0A007
• 注释:元件影像识别错误。
• 处理:观察该元件取料状 况,如果元件取料偏移则 更换飞达后生产,如果仍 抛料高则通知技术员处理。
2021/9/17
13
• 3、SAFETY DOOR
• 注释:安全门报警
2021/9/17
19
• 9、AIR PRESSURE ALARM
• 注释:气压报警
• 处理:检查气压是否 达到0.5Mpa,并通知 工程技术人员处理。
2021/9/17
20
• 10、MARK NOT
READABLE
• 注释:MARK点识别错 误
• 处理:检查PCB是否放 反或装载到位。若PCB 放反则重新按过板方向 放入PCB后开始生产, 装载不到位可重新装载 PCB后再试。MARK点 本身变形或反光不好可 将其处理后再试
2021/9/17
48
• 10、飞达盖未扣到(FUJI)如 右图:
• 后果:造成机器撞FEEDER或 吸嘴。
• 正确的安装(下图):
2021/9/17
49
• 11、FEEDER固定扣未压 到位(YMH)
• 后果:掉飞达造成损坏 甚至撞坏工作头。
SMT新进人员培训教材汇总
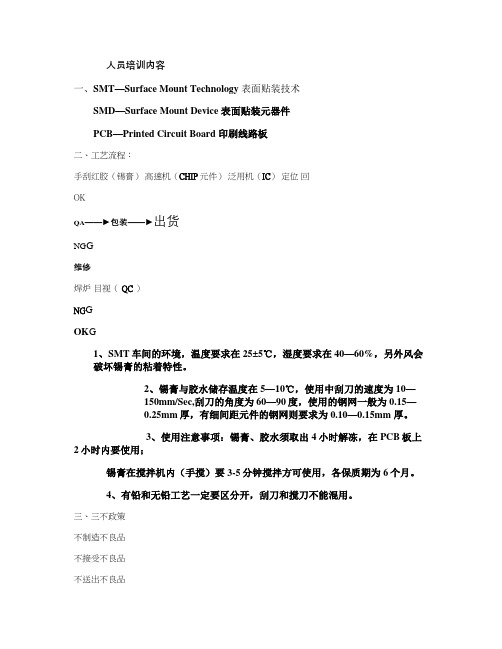
人员培训内容一、SMT—Surface Mount Technology 表面贴装技术SMD—Surface Mount Device 表面贴装元器件PCB—Printed Circuit Board 印刷线路板二、工艺流程:手刮红胶(锡膏)高速机(CHIP元件)泛用机(IC)定位回OK出货QA——►包装——►NG G维修焊炉目视(QC)NG GOK G1、SMT车间的环境,温度要求在25±5℃,湿度要求在40—60%,另外风会破坏锡膏的粘着特性。
2、锡膏与胶水储存温度在5—10℃,使用中刮刀的速度为10—150mm/Sec,刮刀的角度为60—90度,使用的钢网一般为0.15—0.25mm厚,有细间距元件的钢网则要求为0.10—0.15mm 厚。
3、使用注意事项:锡膏、胶水须取出4小时解冻,在PCB板上2小时内要使用;锡膏在搅拌机内(手搅)要3-5分钟搅拌方可使用,各保质期为6个月。
4、有铅和无铅工艺一定要区分开,刮刀和搅刀不能混用。
三、三不政策不制造不良品不接受不良品不送出不良品四、安全:严禁二人同时操作一台机器,机台在正常生产中严禁将手或身体进入移动部位。
五、静电防护意识1、静电放电是电子产业过程中无形杀手、会造成敏感电子元件的时好时坏、寿命缩短的主要原因。
2、静电放电:ESD(Electro Staric Discharge)累积的静电从高电荷区快速流向低电荷区此为静电放电。
六、电子零件的认识与规格元件规格:英制 0402 0603 0805 1206公制 1005 1608 2125 3216尺寸1.0×0.5 1.6×0.8 2.0×1.25 3.2×1.6 单位:mm1、电容:字母“C”,表示标记“”用途:电容器可以隔“直流”通“交流”并可储存电能利用隔直通交。
特点:电容器可以用来“耦合”或“旁路”交流信号滤波和高频调谐等。
电容的种类:1)、无极性:晶片、饼仔、咪拿电容。
SMT新上岗人员培训基础经典完整教程
1.3 SMT的基本工艺流程
印刷(红胶/锡膏)--> 检测(可选AOI全自动或者目
视检测)-->贴装(先贴小器件后贴大器件:分高速贴片及集
成电路贴装)-->检测(可选AOI 光学/目视检测)--> 焊接
(采用热风回流焊进行焊接)--> 检测(可分AOI 光学检测
外观及功能性测试检测)--> 维修(使用工具:焊台及热风
色环电阻采用颜色环计数法。四个色环的其
中第一、二环分别代表阻值的前两位数;第三环代 表10的幂;第四环代表误差。
棕=1 ,红=2, 橙=3, 黄=4, 绿=5, 蓝=6,
紫=7, 灰=8, 白=9, 黑=0。
为5%;银色为10%;无色为20%。
如:黄橙红金。前三颜色对应的数字为432,金为
5%,所以阻值为43X10*2=4300=4.3KΩ,误差
10、表面贴装组件(SMA),surface mount assenblys,指采用表面贴装技术完成贴装的印制板组装件。
11、回流焊(reflow soldering):通过熔化预先分配到 PCB焊盘上的焊膏,实现表面贴装元器件与PCB焊盘的连 接。
12、波峰焊(wave soldering):将溶化的焊料,经专
主讲:郑昌贵
一、SMT。 二、电子器件常识。 三、静电及其对SMT的影响。 四、焊接标准和常见不良 五。5S。
1.1 SMT
SMT:是表面组装技术(表面
贴装技术)(Surface Mounted
Technology的缩写),是艺。
1.2 SMT的特点
拆焊台等)--> 分板(手工或者分板机进行切板)
工艺流程简化为:印刷-------贴片-------焊接-
SMT新员工培训教材(呵呵,不会让你们失望的)
SMT常见元件器
贴片电阻 贴片排阻 贴片电容 贴片电容 贴片钽电容 贴片二极管 贴片二极管
SOT三极管 SOT三极管 SOP IC QFN IC
FPC 排座
贴片晶振
QFP IC
MTK 6235 BGA 内存 IC
SIM 卡座
耳机插座
SMT的基础本知识
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
目录
一、SMT的基础知识
◆ 基本术语
SMT环境要求 SMT标准着装 SMT常见元件器 ◆SMT优点 SMT的关联技术 ◆SMT通用生产工艺
二、SMT相关机器设备的介绍
◆印刷机 SPI ◆CM212贴片机 BM123贴片机 BM221贴片机 ◆回流焊 AOI x-ray 其它离线机器设备
SMT的基础本知识
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
基本术语
印刷机:printer 在SMT中,用于印刷锡膏的机器设备。
炉后检验:inspection after soldering 对贴片完成后经回流炉焊接或固化的PCBA的质量检验。
SMT与THT 的鲜明对比
SMT:表面贴装技术
THT:传统通孔插装技术
SMT的基础本知识
Generated by Foxit PDF Creator © Foxit Software For evaluation only.
SMT的优点
组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量 只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体 积缩小40%~60%,重量减轻60%~80%。 可靠性高、抗振能力强。焊点缺陷率低。 高频特性好。减少了电磁和射频干扰。 易于实现自动化,提高生产效率。
最完整SMT员工培训教材
1.3.4.2误差﹑耐压和体积
电容的误差等级一般用英文C、F、J﹑K字母来表示(见附表一)。耐压常见的有
6.3V﹐16V,35V,50V等﹔体积常见的有0603﹐0805﹐1206﹐等,分别用数字2、4、6表示。
耐压值:
电容的耐压表
字母
A
J
C
D
E
G
V
H
耐压值 10V
6.3V
16V
20V
25V
4V
35V
2).SMD单片电阻﹐它的体积小如碎米﹐按其几何尺寸可分0805﹑0603、0402等型﹐没有极 性。示值方法为﹕
精密电阻﹕以两位数字和一位英文字母表示﹐数字表示有效数字的代码﹐字母表示十的幂次关 系﹐两者之积即为其阻值。如﹕47B﹐“47”是301的代号﹐“B”表示101﹐所以该电阻的 阻值为301X101=3010欧姆。详细数据可查询物料规格承认书有关精密电阻之阻值对照表。
图4 SMD钽质电容
图5 片状电容
1.3.2 片状电容(如图5所示)。
1.3.3 SMD钽质电容 (如图4所示):
SMD钽质电容极性识别从左到右﹐如图字符前面有一竖线或影部分表示钽质电容正极﹐如料 号
为OCH7226H611﹐表示容量是22uF, 耐压是25伏﹐误差为+20%的SMD钽质电容﹐外形是 Case D
2021/9/17
10
学好才能做好!
六、 集成电路(又称IC)
集成电路块用字母“U”表示(常称IC)﹐它有极性,表面有小槽口或圆点等表示方向﹐贴错方向会使IC烧坏﹐ 使用时封装方向标志对应线路板相应位置的方向标志。IC是集多种功能于一体的一种元件﹐多采用双排列扁 平封装﹐其引脚对称排列﹐外观多为有很多脚的黑色方块﹐常见引脚数有8﹑14﹑20﹑24﹑40和64甚至 100或更多。多用凹槽表示其极性﹐即凹槽左侧引脚的第1脚为该IC的第1脚,然后按逆时针方向给其余脚按 1﹑2﹑3…自然数顺序定义。在IC表面一般有厂标﹐厂名﹐以及以字母﹑数字表示的芯片类型﹑温度范围﹑ 工作速度和生产日期等。公司常用的IC有以下几种系列及封装形式﹕ 1.6.1 TTL系列:是较为普通﹑常用的IC﹐其体形小,双排脚封装﹐如图10示﹕
《smt基础培训资料》课件
《smt基础培训资料》课件一、教学内容本节课我们将学习《SMT基础培训资料》教材的第3章和第4章,详细内容包括:SMT基本概念、工艺流程、设备选择与维护,以及贴片元件的认识和使用。
二、教学目标1. 了解SMT的基本概念、工艺流程和设备选择与维护;2. 掌握常见贴片元件的类型、特点及使用方法;3. 培养学生动手操作能力和团队协作能力。
三、教学难点与重点1. 教学难点:SMT设备的操作与维护,贴片元件的识别与使用;2. 教学重点:SMT基本概念,工艺流程,常见贴片元件的类型及特点。
四、教具与学具准备1. 教具:PPT课件、SMT设备模型、贴片元件样品;2. 学具:笔记本、教材、笔。
五、教学过程1. 实践情景引入(5分钟)展示SMT设备模型,引导学生了解SMT在实际生产中的应用;介绍本节课的学习目标和内容。
2. 理论讲解(10分钟)讲解SMT基本概念、工艺流程和设备选择与维护;分析常见贴片元件的类型、特点及使用方法。
3. 例题讲解(10分钟)通过PPT展示例题,讲解SMT工艺流程中的关键步骤;引导学生掌握贴片元件的识别方法。
4. 随堂练习(5分钟)学生独立完成练习题,巩固所学知识;教师巡回指导,解答学生疑问。
5. 动手实践(20分钟)学生分组进行SMT设备模型操作,体验SMT工艺流程;教师指导学生正确使用贴片元件,完成实际操作。
学生分享学习心得,提出疑问,教师解答。
六、板书设计1. SMT基本概念、工艺流程、设备选择与维护;2. 常见贴片元件类型及特点;3. 学生练习题答案。
七、作业设计1. 作业题目:列举SMT工艺流程的三个关键步骤;识别三种常见贴片元件,并说明其特点;结合实际操作,简述SMT设备的使用与维护。
2. 答案:(1)印刷、贴片、焊接、清洗、检测;(2)电阻、电容、二极管;(3)设备使用前需检查电源、气源、设备状态;使用过程中注意设备运行状况,及时调整参数;使用后做好设备保养和清洁。
八、课后反思及拓展延伸1. 课后反思:本节课学生对SMT基本概念和工艺流程掌握较好,但在设备操作与维护方面还需加强练习;2. 拓展延伸:鼓励学生课后查阅相关资料,了解SMT行业的发展趋势和前沿技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SOP
PDIP
晶体、芯片:
2.常用零件代码
零件名称 电阻 代 R 码 零件名称 电感 代 L 码 零件名称 连接器 代 码
J.P、CON
可变电阻
半可变电阻 电容 电解电容 钽质电容 可变电容
VR
SVR C EC TC VC
二极管
变压器
D、CR
T
开关
保险丝 排阻 排容 排感 电池
SW、S
F RP、RN CP L B
2.中速贴片:通过贴片机编程或人工对位方式将 贴片元件按照工艺指导书贴装在刷好锡膏的线 路板上 工具材料:自动贴片机(贴片线)、贴片元件 镊子、吸笔等 相关工作内容: (1)根据卷装料选择合适的Feeder,并正确的安装. (2)根据排程合理安排时间进行备料,料表及作业 基准相关事项的准备 (3)首件板如何确认
4.3 PCB分層/起泡: 1.不可有PCB分層(DELAMINATION )/起泡(BLISTER )。
4.4 金手指需求標準: 1.金手指不可翹起或缺損,非主要(無功能)接觸區可以缺損,但不能翹皮。 2.金手指重要部位不可沾上任何型式焊錫含任一尺寸之錫球、錫渣、污點等 3.其他小瑕疪在金手指接觸區域,任一尺寸超過0.010( 0.25mm )英吋不被允收。 4.5 彎曲: 1.PCB板彎或板翹不超過長邊的0.75%,此標準使用於組裝成品板。 4.6 刮傷: 1.刮傷深至PCB纖維層不被允收。 2.刮傷深至PCB線路露銅不被允收。
2. 允收狀況﹝ACCEPTABLE CONDITION﹞: (a)配帶良好靜電防護措施,握持PCB板邊或板角執行檢驗。
3. 拒收狀況﹝NONCONFORMING DEFECT CONDITION﹞: (a)未有任何靜電防護措施,並直接接觸及導體、金手指與錫點表面。
一般標準
1. 焊錫性之解釋與定義:
3. 焊錫性水準
3.1 良好焊錫性要求定義如下: (a).沾錫角低於90度。 (b).焊錫不存在縮錫( DEWETTING )與不沾錫( NON-WETTING )等不良焊錫。 (c).可辨識出焊錫之接觸焊接面存在沾錫(WETTING)現象。
3.2 錫珠與錫渣 : 下列兩狀況允收,其餘為不合格 (a).焊錫面不易剝除者,直徑小於等於0.010英吋( 10mil )的錫珠與錫渣。 (b).零件面錫珠與錫渣,可被剝除者,直徑D或長度L小於等於 5mil,不易剝除者, 直徑D或長度L小於等於10mil 。 3.3 吃錫過多 : 下列狀況允收,其餘為不合格 (a).錫面击起,但無縮錫( DEWETTING )與不沾錫( NON-WETTING )等不良現象。 (b).焊錫未延伸至PCB或零件上。 (c).需可視見零件腳外露出錫面( 符合零件腳長度標準 )。 (d).三倍以內放大鏡與目視可見之錫渣與錫珠,不被接受。 (e).符合錫尖( PEAKS/ICICLES )或工作孔上的錫珠標準。
錫量過多拒收圖示: (a).焊錫延伸至零件本體。 (b).目視零件腳未出錫面。 (c).焊錫延伸超出錫墊、觸及板材。
3.4 零件腳長度需求標準: (a).零件腳長度須露出錫面(目視可見零件腳外露 )。 (b).零件腳击出板面長度小於2.0mm。
3.5 冷焊/不良之焊點: (a).不可有冷焊或不良焊點。 (b).焊點上不可有未熔錫之錫膏。 3.6 錫裂:不可有焊點錫裂。 3.7 錫尖: (a).不可有錫尖,錫尖判定拒收,目視可及之錫尖,需修整除去錫尖。 (b).錫尖(修整後)須要符合在零件腳長度標準(2.0mm)內。
2E: 1/4W
2H: 1/2W 3A: 1W 3D: 2W 3F: 3W 3H: 5W
G: +/- 2%
J: +/- 5% K: +/- 10% M: +/- 20%
1 R 2 =>1.2Ω
范例:
一般电阻
5 R 6 小数第一位 点 个位数 5 6 1 十的幂 十位数 个位数
5.6Ω
560Ω
精密电阻
爱可欧SMT部门
SMT新进员工培训教材
目
录
一.公司简单介绍 二.部门相关规章 三.SMT基板系列介绍 四.SMT概念及简单介绍 五.SMT元件基本知识 六.PCBA目检标准 七.RoHS Process 八.静电基础知识 九.5S管理
一.公司简单介绍
爱可欧科技有限公司成立于二00三年,是一家以
研究、开发、产销时尚电子产品的高新技术企
4.正常出勤日若有人员需要请事假,无特殊状 况必须到公司请假,得到主管批准后方可离 开;若是病假,必须本人来电请假. 5.所有SMT作业员都要测试静电环,早上上班 及午饭后测试,若加班一样需测,测试OK后 需填写相应的记录. 6.上班时间移动电话必须静音,若有来电得到 线长或以上人员批准后方可接电话,非特殊 情况不得超过5分钟
熔融焊錫面
沾錫角 固體金屬表面
圖示 :沾錫角(接觸角)之衡量
2. 理想焊點標準:
2.1. 在焊錫面上(SOLDER SIDE)出現的焊點應為實心平頂的凹錐體;零件腳之外緣應呈現 均勻之弧狀凹面,通孔中之填錫應將零件腳均勻且完整地包裹住。 2.2. 焊錫點之底部面積應與板子上的焊墊一致,即焊錫面之焊錫延伸沾錫達焊墊內面積 的95%以上。 2.3. 錫量之多寡應以填滿焊墊邊緣及零件腳為宜,而且沾錫角應趨近於零,沾錫角要越 小越好,表示有良好之焊錫性。 2.4. 錫面應呈現光澤性;其表面應平滑、均勻且不可存有任何不規則現象如小缺口、起 泡、夾雜物或有击點等情形發生。 2.5. 對鍍通孔的銲錫,應自焊錫面爬進孔中且要升至零件面(COMPONENT SIDE),在焊錫 面的焊錫應平滑、均勻並有光亮的錫面與接近零度的沾錫角,依沾錫角θ判定焊錫狀況如 下 : 0度 < θ < 90度 允收焊錫: ACCEPTABLE WETTING 90度 < θ 不允收焊錫: REJECT WETTING
业,主要产品有MP3、MP4、电子书、GPS和
掌上游戏机等便携式电子产品。
二. 部门相关规章
1. 所有作业员必须在7:55分预备铃响之前进入 车间 2.所有员工进入车间必须换好工作服、静电鞋, 女士要正确佩戴头巾 3.员工必须配合公司加班,若有员工因某种原 因不能配合加班,须提前向线长或以上人员 申请;平时加班必须在下午3点之前,周末加 班 必须在周五下午3点之前提出
公制 1005 (1.0mmX0.5mm) 1608 (1.6mmX0.8mm) 2012 (2.0mmX1.2mm) 3216 (3.2mmX1.6mm) 3225 (3.2mmX2.5mm) 4532 (4.5mmX3.2mm)
1英寸=25.4mm
• 如0805表示0.08(长)X 0.05(宽)英寸
相关工作内容: (1)根据机种选择正确钢板 (2)根据机种选择正确锡膏 有铅:KOKI;ROHS:阿勒弥透;红 胶:FUJI (3)必须熟悉SMT锡膏保存作业标准 A.锡膏应储存在冰箱中,温度基本在0-10℃ B.必须遵循先进先出的原则 C.保存期限:10 ℃以下密封状态6个月以内 D.锡膏取出时须填写日期及时间,回温10-20分钟 E.回收锡膏必须在3天内使用完 (4)必须熟悉锡膏厚度测试方法、锡膏检查标准等
PROFILE(Rohs)
temperature
Peak temp
245+/-5 ℃
Board Temp
220 ℃ Slop <3 ℃ /sec 回流时间 Hold at 160-190 ℃ 60-120sec 升温斜率 <3 ℃ /sec Time 30-60sec
(升溫區)
(恆溫區)
(回焊区)
(4)学会读料盘
TYPE:元件规格 LOT:生产批次 QTY:每包装数量 USE P/N:元件料号 VENDER:售卖者厂商代号 P/O NO:定单号码 DESC:描述 DEL DATE:生产日期 DEL NO:(选购)流水号 L/N:生产批次 SPEC:描述
3.回流焊接:将贴好元件的PCB经过热风回 流焊,通过高温将焊锡膏熔化从而使元 件牢固焊接于焊盘上 锡膏熔点:有铅 为183 ℃、Rohs为220 ℃ Reflow分为四个阶段: 一. 预热 二. 恒温 三. 回焊 四. 冷却
4.2 PCB清潔度: 1.不可有外來雜質如零件腳剪除物、(明顯)指紋與污垢(灰塵)。 2.零件材料如散熱膏與線路黏著劑如有偏移,則不被允收。 3.免洗助焊劑之殘留物(如水紋)為可被允收,白色殘留物出現如薄薄一層殘留物 (如水紋)是能被允收的,但出現粉狀、顆粒狀與結晶狀則不被允收。 4.符合錫珠與錫渣之標準(含目視可及拒收)。(請參閱2.3.2標準) 5.鬆散金屬毛邊在零件腳上不被允收。
3.12 組裝螺絲孔吃錫過多: (a).在零件面上組裝螺絲孔錫墊上的錫珠與錫尖,高度不得大於0.025英吋。 (b).組裝螺絲孔之錫面不能出現吃錫過多。 (c).組裝螺絲孔內側孔壁不得沾錫。
高度不得大於 0.025英吋 (0.635mm)
4.一般標準--PCB/零件之標準
4.1 PCB/零件損壞--輕微破損: 1.輕微損傷可允收 ----塑膠或陶磁之零件本體上的刮傷及刮痕,但零件內部元件未外露。 ----零件本體輕微刮傷,但不損及零件封裝或造成零件標示不清。
4.常见电阻的基本参数
Resistors :(电阻) Type 类型 RD: Carbon 碳膜电阻 Power功率电阻 2B: 1/8W Allowable error误差 F: +/- 1% EXAMPLE: 122=>1200 ohm=1.2kohm
RC: Composition
RS: Metal oxide film RW: Winding绕线电阻 RN: Metal film 金属 RK: Metal mixture金属混合
3.8 錫洞/針孔: (a).三倍以內放大鏡與目視可見之錫洞/針孔,不被接受。 (b).錫洞/針孔不能貫穿過孔。 (c).不能有縮錫與不沾錫等不良。