管道漏磁内检测器
管道漏磁内检测器

管道漏磁内检测器
行进动力:
皮碗一般由耐油橡胶或聚氨酯制成,形状象碗一 样,其外径略大于管内径,可以紧紧地撑在管壁上, 隔离前后两端的输送介质,使其产生压差,从而推动 检测装置前行。橡皮碗有一定的弹性,在弯头处时, 产生变形,使装置顺利通过。
管道漏磁内检测器
长度设计: 1.5D
管道漏磁内检测器
辅助信号:
里程、重锤、温度、时钟等
管道漏磁内检测器
里程信号:
管道漏磁内检测器
重锤信号:
管道漏磁内检测器
温度信号:
管道漏磁内检测器
总体电路:
管道漏磁内检测器
项目名称 Φ377技术指标
轴向采样距离 周向传感器间距
最小检测速度 最大检测速度 宽度检测精度
2mm 8mm
没有要求 5M/S 10mm
管道漏磁内检测器
管道漏磁内检测器在长输管道检测中利用永久性 磁铁将管道管壁饱和磁化,与被测管壁形成磁回路, 当管壁没有缺陷时,磁力线处于管壁之内;当管壁存 在缺陷时,磁力线会穿出管壁产生漏磁。利用探头拾 取金属损失处的漏磁信号,进而判别金属损失缺陷。
管道漏磁内检测器
管道漏磁内检测器
总体示意:
管道漏磁内检测器
转弯:
装置的各节之间采用万向节连接,其特点是,前 后两节之间可以按任意方向转动。装置在管道中除了 向前走之外,还会沿轴向旋转,因节与节之间有电缆 线连接,如果各节之间旋转的角度不同,电缆线会缠 绕起来而被拉断 。
管道漏磁内检测器
调试:
管道漏磁内检测器
发球:
管道漏磁内检测器
跟踪定位:
管道漏磁内检测器
电压范围选 择
触发选 择
可编程增益 放大器
管道内检测——精选推荐
管道内检测管道作为现代五⼤运输⽅式(铁路、公路、航空、⽔运、管道)之⼀,在安全、便捷、经济等⽅⾯具有其他四种传统运输⽅式不可⽐拟的优势。
⽬前国内约99%天然⽓和70%的原油通过管道进⾏运输,因此管道也具有了“能源动脉”的称号。
既然是能源动脉,就和⼈的⾎管⼀样会发⽣类似于⾎栓、⾎管壁变薄、丧失弹性等危险。
图1:从管道中清理出的杂质对于由于杂质堆积、析蜡等造成的管道“⾎栓”,通常采取清管的⽅式予以清除“⾎栓”。
但是对于管道腐蚀、应⼒集中等造成的管道壁变薄、裂纹,⽬前世界上通⽤的做法是进⾏管道“内检测”。
管道内检测即是:在不影响输油运⾏的情况下,利⽤管道内运⾏的可实时采集并记录管道信息的检测器所完成的检测,也称智能清管。
管道内检测按照检测⽬的来分类有:⼏何检测、⾦属损失检测和裂纹检测,如果按照检测器⼯作原理来分类,就会有漏磁检测、超声波检测和涡流检测等。
⽬前国内管道上普遍进⾏的是⼏何检测和漏磁检测。
顾名思义,⼏何检测就是检测管道是否发⽣变形,漏磁检测则是利⽤磁化的钢制管道在⾮均质点会发⽣磁通量变化的原理来检测管道的⾦属损失点和“三通”等特征点。
⽬前最先进的漏磁内检测器为“三轴⾼清”漏磁检测器,在国内管道上也有⼤范围应⽤。
内检测器的照⽚如下:图2:⼏何变形检测器图3:超声检测器图4:超⾼清漏磁检测器下⾯以某成品油管道内检测⼯作为例对内检测流程进⾏介绍。
该成品油管道内检测⼯作有三个阶段:⼀是常规清管,通常使⽤软体清管器、⽪碗清管器、磁⼒清管器、测径清管器完成,⽬的是清除管内杂质、⽔及硫酸根还原菌(厌氧菌)等,减缓管道内腐蚀,降低管道阻⼒,初步评估⼏何检测器能否顺利通过。
⼆是⼏何检测,除上⾯说的检查管道存在变形和椭圆度,还有就是检测评估漏测检测器能否顺利通过。
三是“漏磁检测”,主要是查找管道⾦属损失缺陷、焊接缺陷、盗油阀等。
现场内检测⼯作完成后,进⼊以下⼯作流程:对海量数据进⾏分析;出具初步报告,查找重⼤缺陷;出具正式报告,开挖验证;管道缺陷评价,制定修复计划;制定修复⽅案,完成缺陷修复,消除管道本体隐患。
漏磁内检测技术在成品油管道盗油孔
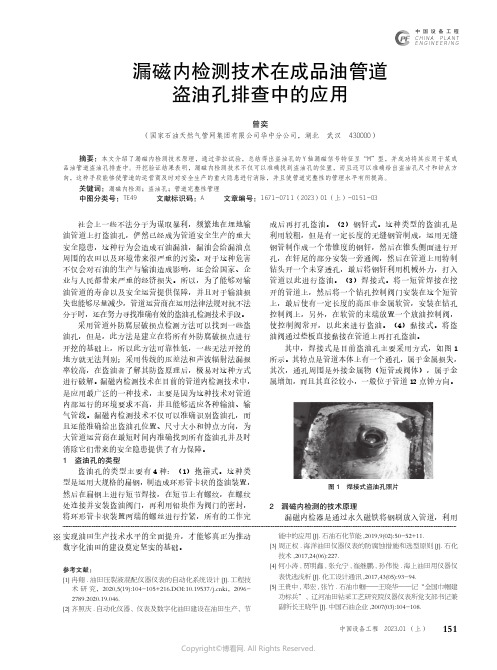
图1 焊接式盗油孔照片
漏磁内检测的技术原理
漏磁内检器是通过永久磁铁将钢刷放入管道,利用
能中的应用[J].石油石化节能,2019,9(02):50-52+11.
周正权.海洋油田仪器仪表的防腐蚀措施和选型原则,2017,24(06):227.
何小涛,贾明鑫,张允宁,崔继鹏,孙伟俊.海上油田用仪器仪表优选浅析[J].化工设计通讯,2017,43(05):93-94.
王贵中,邓宏,张竹.石油巾帼——王晓华——记“全国巾帼建功标兵”、辽河油田钻采工艺研究院仪器仪表所党支部书记兼副所长王晓华[J].中国石油企业,2007(03):104-108.
中国设备工程 2023.01 (上)
图2 漏磁检测的原理图
3 盗油孔漏磁信号特征
通过牵拉试验,可以准确判断盗油孔的漏磁信号特征,因此,在一根管径219管道上,模拟盗油孔特征,做了4个模拟盗油孔(如图3所示),其对应的Y轴漏磁信号特征如图4所示,可以看出,Y轴信号特征呈“M”型,即先增大后减小再增大,这是因为盗油孔一般是一根钢管短节或一个小球阀,其中心是空心的,但是管体或阀体是焊接在主管道上的,因此,其漏磁信号特征分为两个部分:一部分是由于外部的金属对其增加信号,其实际的特征是外部的短管管体或者外部阀体;另一部分是由于内部的金属损失形成的信号,其实际特征是管。
高清晰度三轴管道内检测器漏磁数据采集系统
Ke o d :m gei f xl kg ( F )npc o ; lsno;MC F G P 一0 yw rs a t u a ae M L isetn Ha esr n cl e i l U; P A; C 14 0 引 言
Absr c t a t: Ai nga h h rc mig o fnto fta to a p ln ns e to o li thg n u h adaa mi tt e s o t o n fdei iin o rdi n lpie ie i p c in to sno ih e o g i t
).
() 2
其 中, Ⅳ为某 缺陷 影响 的通道 数 ; 。为 中心通道 轴 向 A
信号 幅值 ; A 为第 四条通道轴 向信号幅值 。
漏磁信号 的幅值在其他 变量恒定 的前提 下 , 与缺 陷深 度呈近线性关系 。检测 3个 维度上 的漏磁信 号的 幅值 , 能
够更加精确地实现对缺陷深度的判断。漏磁 信号 幅值 与缺
陷的宽度呈正 比, 与缺 陷的长度呈反 比, 与缺陷的面积呈 正 比, 利用 这些关 系和某些参数 , 通过试验得出孤立 缺陷的实 际深度经验公式 , 于不 同管径 的漏磁信号 , 对 公式 的系数会
有 所 变 化 , 公 式 ( ) 示 如 3所
( 轴 向信号 a )
f1xa s n l a i1 i a a g
,
aqit nss m o reai mant u aae M L i pco ol i i ent ni it d cd cusi yt f he—x g ecf xl kg ( F )n etn t t h hdf io s nr ue . io e t s il e s i owh 【 g i i o
漏磁内检测技术在集输管道检测中的应用

漏磁内检测技术在集输管道检测中的应用摘要:管道内检测不仅能清洁管道,提高输送效率和减少腐蚀性介质,而且还能有效地检出管道缺陷。
目前常采用的超声内检测检测精度高,但对管壁清洁度要求较高、需要耦合剂等,不适用于集输输气管道;电磁超声内检测检测精度高、检测缺陷类别多,不需要耦合剂,但国内应用较少且费用较高;CCTV摄像技术能通过图像信息识别缺陷,但不能对缺陷量化,只能识别内壁缺陷且易漏检;涡流内检测检测速度快,适应工况强,对表面缺陷检测灵敏度高,但是国内技术尚不成熟,量化精度相对不高,且对管道深层缺陷和外壁缺陷不敏感。
基于此,对漏磁内检测技术在集输管道检测中的应用进行研究,以供参考。
关键词:漏磁内检测;集输管道;分析引言2011年以来新建的高钢级油气管道,尤其是口径较大的输气管道,相继出现环焊缝失效事件,失效类型以开裂为主,因此环焊缝裂纹缺陷检测是天然气管道内检测的重点。
此外,随着管道口径、壁厚、管材等级的不断提高,对管道内检测技术也提出了更高的要求,内检测器的尺寸越大,自重越大,对其在管道中运行稳定性影响越大,可能引起局部速度波动,不同位置探头提离值不一致,进而影响缺陷检出概率和尺寸量化精度。
1管道漏磁内检测技术管道漏磁内检测技术利用漏磁内检测器上安装的强磁铁对管道壁进行饱和磁化,在管壁与漏磁内检测器之间形成磁回路,空气中的磁场信息被霍尔传感器接收,经过一系列转化生成可判读的漏磁内检测数据。
当管壁发生变化,如出现增厚、减薄、缺失等情况时,传感器接收到的磁场信息会发生变化,对应的漏磁内检测数据也会发生变化,据此判断缺陷及异常情况。
管道环焊缝由人工焊接而成,不同位置的增厚减薄情况不一致,因此漏磁信号极不规则。
2检测原理漏磁内检测技术是最早引入油气管道检测研究的一种技术,也是应用最广泛、技术最成熟的管体缺陷检测技术。
漏磁内检测的技术原理是通过测量被磁化的铁磁材料表面漏磁通量的大小来判断被测工件的缺陷程度。
管道漏磁内检测器技术
管道漏磁内检测技术
前言
国家标准规定的管道设计寿命为20年,随着服役时 间的增长,因管道材质问题或施工(一些管线施工标准不 高)、腐蚀和外力作用造成的损伤,使管道状况逐渐恶化 ,潜在危险很大。
我国开始实施的“石油天然气管道安全规程” 规定 ,对管道外部检测一年至少一次,全面检查每五年进行一 次。
管道漏磁内检测技术
中国石油所属管道占比约69%; 中石化所属管道占比约8%; 中海油所属管道占比约7%; 其它公司约16%。
管道漏磁内检测技术
前言 随着中俄东线天然气管道试验段、西三线中卫靖边联络线、陕京四线天然气管道等天然气管道的陆 续建设以及进口天然气管道陆续开通,国家基干管网 基本形成,部分区域性天然气管网逐步完善,“西气 东输、北气南下、海气登陆、就近外供”的供气格局 已经形成,互联互通相关工作正在全面开展。
管道漏磁内检测技术
管道漏磁内检测技术
管道漏磁内检测技术
前言
石油天然气的管道运输是世界五大运输产业之一, 具有运量大、不受气候和地面其他因素限制、可连续作业 以及成本低等优点,对国民经济起着非常重要的作用,被 称为 “能源血脉”。
截止目前,全球再役油气管道数量约3800条,总里 程约1961300km,其中天然气管道约为1273600km,占管 道总里程的64.9%;原油管道、成品油管道、液化石油气 管道分别约为363300km、248600km、75800km。
二、漏磁内检测系统的组内外时间同步标定 (3)检测器里程轮记录 三者共同参与,完成管道特征和各种缺陷位置的确定。
二、漏磁内检测系统的组成
3.数据分析系统
由数据格式处理软件、人工判读和管理软件组成。 软件将管道内检测过程中采集到的漏磁检测探头信号数据、里程轮数据 ,时钟方位数据,描绘成曲线图,数据分析人员可直观地通过曲线图查 看各种管道特征和管道缺陷,并通过曲线的描述的长、宽、幅值等来描 述管道损失的程度。 通过里程显示判定管道特征及缺陷所在的位置,作为检测或评估管道寿 命的依据。
油气管道三轴高清漏磁内检测机器人设计验证
㊀2020年㊀第12期仪表技术与传感器Instrument㊀Technique㊀and㊀Sensor2020㊀No.12㊀收稿日期:2018-12-12油气管道三轴高清漏磁内检测机器人设计验证郭晓婷,杨㊀亮,宋云鹏,诸海博,宋华东,王宇楠,徐春风(沈阳仪表科学研究院有限公司,辽宁沈阳㊀110043)㊀㊀摘要:腐蚀㊁裂纹㊁焊缝㊁机械损伤等各种缺陷是造成油气管道泄漏事故主要原因㊂为保障管道安全运行,最可行的解决方案是定期进行管道内检测㊂三轴高清漏磁内检测机器人在检测能力和置信度水平等多方面优于传统单轴漏磁内检测器㊂文中介绍了三轴高清漏磁内检测机器人HB-IM-273的结构及功能,该检测器主体由漏磁测量节㊁数据采集舱及电池舱组成,通过不同速度(0.5 3m/s)管道牵拉实验验证设备整体可靠性较好,并可识别多种管道缺陷㊂关键词:管道内检测;三轴;漏磁;机器人;牵拉实验;缺陷识别中图分类号:TG115㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1002-1841(2020)12-0053-05DesignandValidationofThree⁃axisHighDefinitionMagneticFluxLeakageDetectionRobotforOilandGasPipelinesGUOXiao⁃ting,YANGLiang,SONGYun⁃peng,ZHUHai⁃bo,SONGHua⁃dong,WANGYu⁃nan,XUChun⁃feng(ShenyangAcademyofInstrumentationScienceCo.,Ltd,Shenyang110043,China)Abstract:Alargenumberofoilandgaspipelineleakageaccidentsfromdomesticandoverseasshowedthatthemainreasonsforthreateningthesafetyofpipelineoperationwerecorrosions,cracks,weldjointsandmechanicaldamages.Inordertoensurethesafeoperationofoilandgaspipelines,themostfeasiblesolutionwhichwasinternationallyrecognizedwastoconductregularpipe⁃lineinspection.Inmanyrespects,suchasdetectioncapabilityandconfidencelevel,thethree⁃axishighdefinitionmagneticfluxleakagedetectorwassuperiortothetraditionalsingle⁃axisdetector.Thestructureandfunctionofathree⁃axishighdefinitionmag⁃neticfluxleakagedetectionrobotnamedHB-IM-273developedbyourselveswasintroduced.Theoverallreliabilityoftherobotwasverifiedbytractionexperimentinapipelineatdifferentspeeds(0.5 3m/s),consistsofamagneticfluxleakagemeasure⁃mentsection,adataacquisitioncabinandabatterycabin.Therobotcouldalsoidentifyavarietyofpipelinedefects.Keywords:pipelineinternaldetection;threeaxis;magneticfluxleakage;robot;tractionexperiment;defectidentification0㊀引言各种油气管道由于长时间运行和其他各种原因会产生腐蚀㊁裂纹等缺陷,导致其内部运输介质泄漏事故,对环境与安全造成影响㊂为保证油气管道的安全运行,智能内检测技术是管道安全的有效手段[1-3]㊂漏磁检测技术是目前应用广泛㊁技术成熟的一种油气管道智能检测技术㊂检测器上装有强磁铁用以磁化管壁,并在管壁中产生磁场,安装在智能检测器上的漏磁传感器可检测到管壁内的磁场分布及其变化信号,可检测出管道缺陷(如管壁腐蚀㊁外接金属物及焊缝等),漏磁检测的精度与传感器的精度与数量有关[4-6]㊂本文介绍了一种油气管道三轴高清漏磁内检测器HB-IM-273,该检测器主体由漏磁测量节㊁数据采集舱及电池舱组成㊂通过牵拉实验测试该检测器功能及可靠性,并将管道实际缺陷与测量信号进行了对比分析㊂1㊀油气管道漏磁内检测原理1.1㊀漏磁检测原理漏磁检测原理如图1所示㊂当铁磁性材料在磁场中被磁化时,材料表面或近表面存在的缺陷或组织状态变化会使导磁率发生变化,即磁阻增大,使磁路中的磁通量发生相应的畸变,除了一部分磁通直接穿越缺陷或在材料内部绕过缺陷以外,还有一部分磁通会离开材料表面,通过空气绕过缺陷后再进入材料,从而在材料表面缺陷处形成漏磁场㊂利用磁敏探头探查漏磁通的存在,采集漏磁信号,通过对信号的分析即可确定管道壁的受损情况,因而称为漏磁检测㊂其检测的穿透性较强,对结构内部的缺陷有较高的灵敏度与响应[7-9]㊂1.2㊀油气管道漏磁内检测器油气管道漏磁内检测器结构示意图如图2所示,由测量节㊁数据采集舱及电源舱组成㊂励磁装置及三轴高清数字传感器探头安装在测量节,用于磁化管壁与测量漏磁信号㊂数据采集舱内部装有控制及采集电路,负责控制漏磁探头的数据采集过程以及测量数㊀㊀㊀㊀㊀54㊀InstrumentTechniqueandSensorDec.2020㊀图1㊀漏磁检测原理图2㊀管道漏磁内检测器结构示意图据的预处理和存储,是内检测的核心㊂电池舱为内检测器提供电源,保证内检测器在管道内部运行过程中正常运转[10-11]㊂1.3㊀三轴漏磁检测原理管道内三轴示意图如图3所示㊂图3㊀管道内三轴示意图三轴漏磁内检测器工作原理与传统单轴漏磁内检测器基本相同,其区别是三轴漏磁内检测器在一个传感器内轴向正交布置了3个霍尔传感器,分别测量管道轴向㊁周向及径向的磁通量变化情况㊂因此,这种多维数据综合反应了管道内部缺陷的尺寸特征,提高了不同类型缺陷的探测能力和缺陷尺寸的测量精度[12]㊂1.4㊀三轴漏磁信号图4为40mmˑ40mmˑ0.8mm矩形缺陷的三轴漏磁信号二维曲线图㊂可以看出,漏磁场的轴向分量关于纵轴对称;径向分量关于原点对称,且在靠近原点两侧各有一个大小相等㊁方向相反的极值㊂研究表明:轴向㊁径向和周向信号的幅值表示缺陷的深度信息;三轴信号的跨度表示缺陷的长度信息;信号的条带数表示缺陷的宽度信息[13-15]㊂2㊀漏磁内检测机器人设备2.1㊀机器人整机273管径三轴高清漏磁内检测机器人设备主要由漏磁测量节㊁数据采集舱及电池舱组成,如图5所示,图5中1Gs=10-4T㊂漏磁测量节由24个漏磁探头组成,每个探头内封装有4组三轴漏磁传感器㊂因此,整(a)轴向(b)径向(c)周向图4㊀矩形缺陷的三轴漏磁信号图5㊀三轴高清漏磁内检测机器人个圆周上每个轴向上有96个传感器,平均3.75ʎ分布1个漏磁传感器㊂2.2㊀磁路系统结构该设备磁路系统如图6所示,由钢刷㊁磁铁㊁磁轭㊁探头㊁探头座组成㊂磁铁通过钢刷导磁,以磁化管壁㊂探头通过探头座固定于磁轭上㊂探头与管壁贴合,可测量管壁内外有无缺陷情况㊂2.3㊀探头内部结构漏磁复合传感器探头组成结构如图7所示㊂三轴漏磁传感器经过I2C通讯协议传输到ARM-STM32控制探头系统㊂利用PCB打印涡流传感器线圈,代替传㊀㊀㊀㊀㊀第12期郭晓婷等:油气管道三轴高清漏磁内检测机器人设计验证55㊀㊀图6㊀磁路系统结构图7㊀复合传感器探头结构框图统的手工缠绕线圈,减少了线圈体积空间,增强了线圈的稳定性及不易损性㊂涡流线圈经过控制系统提供的激励,检测的信号经过涡流线圈接收电路进行接收,通过SPI协议传输给ARM-STM32控制探头系统㊂由控制系统进行采集和存储后,经过数据输出驱动器传输到1.5m外的数据采集系统㊂2.4㊀数据采集及存储系统涡流线圈经过激励后,通过涡流传感器线圈接收电路对其信号进行接收,接收电路图如图8所示㊂图8㊀涡流传感器线圈接收电路结构图线圈的两端分别接入INA㊁INB信号端,电路处理过程中,由LC振荡激励电路为涡流传感器线圈提供激励电压㊁激励频率等参数,当涡流传感器线圈检测到管壁内壁缺陷时,发生阻抗变化,由电感值测量电路检测到电感值,经过寄存器和逻辑处理器处理后,进行阈值比较,转成SPI通讯协议输出信号,从而判断管壁的缺陷情况㊂图9为数据采集存储结构㊂由SPI通讯协议输出的CSB㊁SCLK㊁SDI㊁SDO信号经过传输线传输到单片机采集系统,单片机主控选图9㊀数据采集存储结构图择ARM-STM32系列芯片㊂其中,CLKIN表示外部时基时钟输入,CLDO外接一个15nF电容从引脚连接到GND,CSB表示可以将多个通道连接在相同的SPI总线上,SCLK表示SPI通讯协议时钟输入,SDI表示SPI数据输入连接到SPI主机的MOSI,SDO表示SPI数据输出连接到SPI主机的MISO㊂传感器检测数据经过SPI协议,传输到ARM-STM32控制探头系统,系统中包含高精度时钟模块㊁稳压电源模块㊁存储模块㊁总线协议模块㊁FATFS文件管理模块对传感器数据进行采集和存储,并通过显示模块显示当前输出信号㊂3㊀漏磁内检测机器人现场测试及数据分析3.1㊀现场牵拉实验为验证设备可靠性与功能完整性,进行设备投产前牵拉实验㊂该设备牵拉前后状态如图10所示㊂在不同速率下(0.5 3m/s),共在管道内牵拉12次,总运行里程约1km㊂实验完成后,该设备整体结构完好㊂(a)牵拉实验前(b)牵拉实验后图10㊀现场牵拉实验前后检测器状态图㊀㊀㊀㊀㊀56㊀InstrumentTechniqueandSensorDec.2020㊀3.2㊀采集数据分析图11 图13分别为管道焊缝㊁外加金属及金属缺失实物图及检测器采集到的三轴漏磁信号曲线㊂由(a)管道焊缝实物图(b)周向管道焊缝(c)轴向管道焊缝(d)径向管道焊缝图11㊀管道焊缝与三轴数据分量图图中可以看出,检测器对管道焊缝㊁外加金属及金属缺失检出效果明显㊂焊缝与金属增加曲线信号变化方向相同,而与金属缺失信号曲线方向相反㊂根据曲线变化情况可分辨缺陷类型㊂(a)管道外加金属实物图(b)周向信号管道外加金属(c)轴向信号管道外加金属(d)径向信号管道外加金属图12㊀管道外加金属与三轴数据分量图㊀㊀㊀㊀㊀第12期郭晓婷等:油气管道三轴高清漏磁内检测机器人设计验证57㊀㊀(a)管道金属缺失实物图(b)周向信号金属缺失(c)轴向信号金属缺失(d)径向信号金属缺失图13㊀管道金属缺失与三轴数据分量图4㊀结论本文研发的油气管道三轴高清漏磁内检测器HB-IM-273,主体由漏磁测量节㊁数据采集舱及电池舱组成㊂通过牵拉实验测试该检测器功能及可靠性,并将管道实际缺陷与测量信号进行了对比分析,得到以下结论:经过不同速度条件下(0.5 3m/s)牵拉实验检验,设备整体可靠性较好;三轴传感器能够明确分辨出各种类型管道缺陷,包括焊缝㊁外加金属㊁金属缺失等㊂参考文献:[1]㊀鲍庆军,帅健.油气管道内检测技术研究进展[J].当代化工,2017,46(2):298-301.[2]㊀HUANGK.3⁃Ddefectprofilereconstructionfrommagneticfluxleakagesignaturesusingwaveletbasisfunctionneuralnetworks[D].Ames:IowaStateUniversity,2000.[3]㊀杨理践,沈博,高松巍.应用于管道内检测器的管道地理坐标测量方法[J].仪表技术与传感器,2013(11):84-87.[4]㊀刘刚.管道漏磁内检测关键技术问题研究[D].沈阳:沈阳工业大学,2010.[5]㊀吴欣怡,赵伟,黄松岭.基于漏磁检测的缺陷量化方法[J].电测与仪表,2008,45(5):24-26;41.[6]㊀杨理践,耿浩,高松巍.长输油气管道漏磁内检测技术[J].仪器仪表学报,2016,37(8):1736-1746.[7]㊀冯庆善,张海亮,王春明,等.三轴高清漏磁检测技术优势及应用现状[J].油气储运,2016,35(10):1050-1054.[8]㊀杨理践,邢磊,高松巍.三轴漏磁缺陷检测技术[J].无损探伤,2013,37(1):9-12.[9]㊀廖肖晓,周绍骑,刘胜群.三轴交流漏磁检测的有限元仿真[J].自动化与仪器仪表,2015(9):14-18.[10]㊀白港生,徐志,吴楠勋.三轴高清晰度漏磁腐蚀检测器的研制[J].石油机械,2014,42(10):103-106.[11]㊀单少卿,陈世利,靳世久,等.高清晰度三轴管道内检测器漏磁数据采集系统[J].传感器与微系统,2012,31(5):118-121.[12]㊀王富祥,冯庆善,张海亮,等.基于三轴漏磁内检测技术的管道特征识别[J].无损检测,2011,33(1):79-84.[13]㊀丁战武,何仁洋,刘忠.管道漏磁检测缺陷信号的仿真分析与量化模型[J].无损检测,2013,35(3):30-33.[14]㊀吴德会,刘志天,苏令锌.双传感器差分峰值侦测的漏磁检测新方法[J].仪器仪表学报,2016,37(6):1218-1225.[15]㊀刘金海,付明芮,唐建华.基于漏磁内检测的缺陷识别方法[J].仪器仪表学报,2016,37(11):2572-2581.作者简介:郭晓婷(1987 ),工程师,硕士,主要研究方向为管道内无损检测技术研究㊂E⁃mail:tingting0924@163.com杨亮(1985 ),工程师,博士研究生,主要研究方向为管道检测技术研究及相关设备研发㊂E⁃mail:yangliang850223@163.com。
漏磁管道内检测器速度效应的理论研究
漏磁管道内检测器速度效应的理论研究作者:许璐璐王嘉姜福锟来源:《科技视界》 2014年第4期许璐璐王嘉姜福锟(沈阳工业大学信息科学与工程学院,辽宁沈阳 110870)【摘要】管道漏磁内检测针对速度效应问题,会产生不同的现象,为确定这种现象在管道中的传播特性,通过ANSYS有限元仿真对实际管道模型进行建模分析,验证了内检测器的速度效应对实际检测结果的影响。
【关键词】速度效应;漏磁检测;有限元仿真随着经济的发展,能源运输对国家经济的影响显得尤为重要。
由于管道输送具有成本低、节省能源、安全性高及供给稳定等优点,管道运输在世界范围内迅速发展,已成为现代社会不可缺少的组成部分[1]。
管道是现行的五大运输工具之一,其在运送液体、气体、浆液等方面具有特殊的优势,尤其在石油化工及天然气运输等产业中具有不可替代的作用[2]。
据估算,现在世界上的石油和天然气资源至少能够维持到2050年,在这些宝贵资源耗尽前,管道将一直是最重要、最可靠的石油和天然气资源的传输介质。
1 漏磁管道内检测器的基本原理1.1 磁学理论研究技术磁化阐述的是关于铁磁质在整个磁化过程中磁化行为的机理,即阐明了在外磁场作用下,磁畴是通过何种机制逐渐趋向外磁场方向的[2]。
技术磁化的过程可分为三个阶段:起始磁化阶段,急剧磁化阶段以及缓慢磁化并趋于磁饱和阶段。
2 仿真与结果分析上个世纪中后期,美国匹兹堡大学教授约翰斯万森博士带领由他创立的美国SASI公司的科研人员,历经多年的苦心研究,最终开发出了在国际上具有重大影响的ANSYS有限元分析软件,并成立了ANSYS公司。
ANSYS有限元分析软件具有通用性、开放性、有效性等特点,它的计算方法和技术也具有先进性。
ANSYS有限元分析软件的应用领域非常广泛,在石油化工、汽车造船、军工能源、航空航天、生物医学、工程建筑、机械电子等领域都有其应用的空间。
ANSYS软件中包含了专门针对电场、磁场、声场、耦合场、流体场等进行分析的功能和算法,其功能相当强大。