碳四烷基化工艺技术研究与应用进展_徐铁钢
C4烷基化原料选择加氢技术简介
C4烷基化原料选择加氢技术简介郝树仁一、烷基化流程简述装置由原料加氢精制、反应、制冷压缩、流出物精制和产品分馏及化学处理等几部分组成。
1)原料加氢精制自MTBE来的未反应C4馏分经凝聚脱水器脱除游离水后进入原料缓冲罐,经泵抽出换热、加热到反应温度后与来自系统的氢气在静态混合器中混合,进入加氢反应器底部床层,反应物从反应器顶部出来,与加氢裂化液化气(来自双脱装置,进入缓冲罐,经泵抽出)混合进入脱轻烃塔(脱除C3以下轻组分和二甲醚)。
塔顶轻组分经冷凝器冷凝,进入回流罐,不凝气排至燃料气管网,冷凝液部分顶回流,部分作为液化气送出装置。
塔底C4馏分经换热、冷却至40℃进入烷基化部分。
2)反应部分烯烃与异丁烷的烷基化反应,主要是在酸催化剂的作用下,二者通过中间反应生成汽油馏分的过程。
C4馏分与脱异丁烷塔来的循环异丁烷混合经换冷至11℃,经脱水器脱除游离水(10ppm)后与闪蒸罐来的循环冷剂直接混合,温降至3℃分两路进入烷基化反应器。
反应完全的酸-烃乳化液经一上升管直接进入酸沉降器,分出的酸液循下降管返回反应器重新使用,90%浓度废酸排至废酸脱烃罐,从酸沉降器分出的烃相流经反应器内的取热管束部分汽化,汽-液混合物进入闪蒸罐。
净反应流出物经泵抽出经换热、加热至约31℃去流出物精制和产品分馏部分继续处理。
循环冷剂经泵抽出送至反应进料线与原料C4直接混合,从闪蒸罐气相空间出来的烃类气体至制冷压缩机。
3)制冷压缩部分从闪蒸罐来的烃类气体进入压缩机一级入口,从节能罐顶部来的气体进入二级入口,上述气体被压后进入节能罐,在其内闪蒸,富含丙烯的气体返回压缩机二级入口液体去闪蒸罐,经降压闪蒸温度降低出至抽出丙烷碱洗罐碱洗,以中和可能残留的微量酸,从罐抽出的丙烷经丙烷脱水器脱水后送出装置4)流出物精制和产品分馏部分目的是脱除酸脂(99.2%的硫酸+12%的NaOH)。
换热后的反应流出物进入酸洗系统,与酸在酸洗混合器内进行混合后,进入流出物酸洗罐,绝大部分酸脂被吸收。
烷基化技术进展及其在汽油升级中的关键作用

烷基化技术进展及其在汽油升级中的关键作用烷基化技术是一种重要的石油化工技术,它在石油加工和化学工业中有广泛的应用。
烷基化技术是将低碳烷烃与具有活性的烷基试剂反应,形成高碳烷烃的化学反应。
近年来,烷基化技术得到了快速发展,主要体现在以下几个方面:催化剂的研究和开发取得了重要进展。
传统的烷基化反应通常需要高温和高压条件,而新型的催化剂可以在较低的温度和压力下进行反应,提高反应的选择性和产率。
固体酸催化剂成为烷基化反应的关键,在反应中能够有效地催化烷烃与烷基试剂的反应,提高反应速率和产品质量。
催化剂的寿命得到了有效延长。
高温高压的反应条件容易导致催化剂的失活,而新型的催化剂具有较好的稳定性和耐温性,可以降低催化剂的失活速度,延长催化剂的使用寿命。
反应条件的优化使得反应的选择性和产率得到了明显提高。
通过调节反应温度、压力、催化剂的用量和反应时间等参数,可以控制反应的适当进行,提高目标产物的选择性和产率。
烷基化技术在汽油升级中起着关键作用。
汽油是一种重要的能源,其质量对机动车的性能和环境影响至关重要。
烷基化技术可以将低碳烷烃与长碳链烷烃进行反应,生成高烷值的汽油组分,从而提高汽油的辛烷值和抗爆性能。
烷基化技术还可以将不饱和烃和芳香烃进行烷基化反应,将其转化为饱和烃,提高汽油的稳定性和可燃性。
汽油中的烷烃和芳香烃含量对汽车的尾气排放和空气污染具有重要影响。
烷基化技术可以通过调整反应条件和催化剂的选择,降低汽油中的芳香烃含量,减少尾气中的有毒气体排放,提高空气质量。
烷基化技术还可以使汽油中的硫含量降低,减少尾气中的硫氧化物排放,减少大气污染。
烷基化技术的进展为汽油升级提供了重要的手段。
通过研究和开发新型催化剂,优化反应条件,可以提高汽油的辛烷值和抗爆性能,降低有毒气体和污染物的排放,有利于保护环境和改善空气质量。
烷基化技术的未来发展将继续关注催化剂的研究和开发,优化反应条件,并与其他技术相结合,促进汽油质量的不断提高。
碳四烷基化工艺指南
碳四烷基化工艺指南烷基化装置1、烷基化工艺采用硫酸为催化剂的硫酸烷基化工艺1) 原料(1) 不同烯烃原料的影响在硫酸烷基化反应条件下,大部分1-丁烯可以异构化为2-丁烯,使得烷基化产品的辛烷值得以提高。
(2) 原料中杂质的影响及其脱除方法大多数原料中的杂质在硫酸烷基化反应后进入酸相,使得硫酸被污染,从而降低了硫酸的催化活性。
①乙烯假如气体分馏装置未能很好的除去C2时,乙烯就可能被引入烷基化装置。
在硫酸催化时,由于乙烯不会与异丁烷反应发生烷基化反应,当乙烯进入烷基化反应器时,乙烯与硫酸生成呈弱酸性的硫酸氢乙酯,这个硫酸氢乙酯不再作为烷基化的催化剂使用。
这种乙烯杂质的影响还具有累积性,因此,即使原料中含有痕量的乙烯,也能造成每天数百公斤的乙烯进入酸相,从而出现数吨甚至十余吨的废酸。
假如突然有相当量的乙烯进入到烷基化反应器中,这些乙烯对酸的影响可以使烷基化反应不再发生,甚至发生叠合反应。
②丁二烯假如催化装置或焦化装置的裂化深度相当深,那么就可能在液化气中找到相当量的丁二烯,这些丁二烯也是不能发生烷基化反应的,它们与酸接触后新生成的反应产物也是酸溶性的。
与乙烯相比,丁二烯更难以用分馏的方法从烷基化原料中除去。
因此,当上游裂化装置的裂化深度无法改变的时候,可以考虑用选择性加氢的方法将丁二烯转化为丁烯。
③水水能造成硫酸的稀释是不言而喻的。
因此要重视烷基化原料中水的影响。
液化气中的水在呈溶解状态时大约在500ppm左右。
更应当引起重视的是C4馏分携带的超过饱和状态的游离水,上游装置操作不当可能使C4馏分所携带游离水的量是溶解水的几倍,对酸的稀释速度相当快。
脱除这种携带水的办法是在烷基化原料进装置前先进入一个填料容器,使携带的细小的水珠聚集后分离出去。
如果在进入填料分水器之前先用反应物冷却一下进料的物流,其效果就会更好。
从分馏部分循环到反应部分的异丁烷也可能携带相当数量的水分,为了干燥这部分异丁烷,可以将这个物流与废酸相接触,这种干燥法既经济效果又好。
煤基碳四综合利用项目上海赛展示

化工设计成果展示
内容提要
我们只做最好
背景综述及厂区初探 工艺流程简介 厂区布置及经济核算 创新与突破
成员介绍
我们只做最好
周黄汪醒炜一世鸣
项事CF目务D负总研责管究人者 流标塔程准工模查艺拟询计,,算设文,备书反计撰应算写器,,设汇图计报纸,总绘CF结制D模拟
王徐佳晓远龙
我们只做最好
Why 丁二烯 ?
我们只做最好
2011-2015年我国丁二烯产、供、需量预测走势图
350
300
250
200
150
100
50
0
2011
2012
2013
2014
2015
产能 产量 净进口量 净出口量 预计需求量
Why ETBE ?
我们只做最好
厂区初探
20万吨/年煤基碳四处理 系统横空出世!
二段式 径向反应器
废热锅炉
水冷洗酸塔
丁烯氧化脱氢工段水冷塔T1201设计
我们只做最好
1
填料种类
2
材料
3
尺寸
4
厚度
5
填料因子
6
干填料因子
7
堆积密度
1
液泛分率
2
空塔气速
3
泛点气速
4
气体动能因子
5
气体负荷因子
6
流动参数
/ /
mm
mm m-1 m-1 Kg/m3
% m/s m/s Pa^0.5 m/s
/
塔的结构参数
%开孔率
fai=0.907/(t/d0)^2;
A0=Aa*fai;
%板压降校核
y0=delta/d0;
烷基化技术进展状态分析报告
烷基化技术进展状态分析报告烷基化是在催化剂的作用下炼厂液化气中的异丁烷与烯烃反应生成汽油调合组分-烷基化油。
由于烷基化油辛烷值高、蒸汽压低、不含烯烃及硫,因此是理想的汽油调和组分。
因此烷基化技术在近些年来越来越受到炼化企业的重视。
就生产工艺而言,目前用于规模化生产烷基化油的烷基化工艺主要有硫酸法和氢氟酸法,虽然这两种方法烷基化油产率高、选择性好,但硫酸法工艺废酸排放量大,环境污染严重;氢氟酸是易挥发的剧毒化学品,一旦泄漏将会给环境和周围生态系统造成严重危害。
此外,两种工艺都存在生产设备腐蚀等问题。
为了克服液体强酸腐蚀性大和对人身危害的重大缺点,近些年来,国内外一直在不断改进现有的传统技术,并积极开发新一代固体强酸烷基化催化剂及工艺以替代目前的液体酸烷基化工艺技术。
传统液体酸烷基化技术目前生产烷基化油仍主要采用传统的硫酸法和氢氟酸法烷基化工艺。
据统计,目前全球共有硫酸法烷基化装置110余套,氢氟酸法烷基化装置约120余套。
虽然氢氟酸与硫酸烷基化装置的整体运行会有所不同,但两种工艺的反应机理极其相似。
20世纪60年代,采用硫酸作为催化剂的烷基化装置数量是氢氟酸催化剂装置的3倍。
从那时起烷基化技术趋势转向使用氢氟酸,随后又回归到使用硫酸。
两种工艺在多年的相互竞争中发展,形成了各自的特点。
1)氢氟酸烷基化技术氢氟酸烷基化工艺技术已经使用了60多年,在此期间这项技术还是在不断地开发和改进。
氢氟酸烷基化工艺与硫酸烷基化工艺相比占用空间少,设计简单,消耗的催化剂少。
但它也存在不足之处,其中最具普遍性的就是分离出异丁烷、丙烷、氢氟酸和含氟化合物的成本高于硫酸烷基化技术(UOP的两个反应器串联工艺除外)。
另外,该技术还存在一个更严重的问题是氢氟酸作为一种有毒气体扩散到大气中,氢氟酸气体浓度低时能刺激眼睛、皮肤和鼻子;浓度高时会威胁到生命。
氢氟酸烷基化专利商:UOP和PHILLIPS(康菲公司)氢氟酸烷基化最大的问题是氢氟酸催化剂的挥发性、腐蚀性和毒性,受到美国环保部门的禁用,因此近20年新建的烷基化装置已经基本不采用氢氟酸法。
碳四烷基化工艺指南

烷基化装置1、烷基化工艺采用硫酸为催化剂的硫酸烷基化工艺1) 原料(1) 不同烯烃原料的影响在硫酸烷基化反应条件下,大部分1-丁烯可以异构化为2-丁烯,使得烷基化产品的辛烷值得以提高。
(2) 原料中杂质的影响及其脱除方法大多数原料中的杂质在硫酸烷基化反应后进入酸相,使得硫酸被污染,从而降低了硫酸的催化活性。
①乙烯假如气体分馏装置未能很好的除去C2时,乙烯就可能被引入烷基化装置。
在硫酸催化时,由于乙烯不会与异丁烷反应发生烷基化反应,当乙烯进入烷基化反应器时,乙烯与硫酸生成呈弱酸性的硫酸氢乙酯,这个硫酸氢乙酯不再作为烷基化的催化剂使用。
这种乙烯杂质的影响还具有累积性,因此,即使原料中含有痕量的乙烯,也能造成每天数百公斤的乙烯进入酸相,从而出现数吨甚至十余吨的废酸。
假如突然有相当量的乙烯进入到烷基化反应器中,这些乙烯对酸的影响可以使烷基化反应不再发生,甚至发生叠合反应。
②丁二烯假如催化装置或焦化装置的裂化深度相当深,那么就可能在液化气中找到相当量的丁二烯,这些丁二烯也是不能发生烷基化反应的,它们与酸接触后新生成的反应产物也是酸溶性的。
与乙烯相比,丁二烯更难以用分馏的方法从烷基化原料中除去。
因此,当上游裂化装置的裂化深度无法改变的时候,可以考虑用选择性加氢的方法将丁二烯转化为丁烯。
③水水能造成硫酸的稀释是不言而喻的。
因此要重视烷基化原料中水的影响。
液化气中的水在呈溶解状态时大约在500ppm左右。
更应当引起重视的是C4馏分携带的超过饱和状态的游离水,上游装置操作不当可能使C4馏分所携带游离水的量是溶解水的几倍,对酸的稀释速度相当快。
脱除这种携带水的办法是在烷基化原料进装置前先进入一个填料容器,使携带的细小的水珠聚集后分离出去。
如果在进入填料分水器之前先用反应物冷却一下进料的物流,其效果就会更好。
从分馏部分循环到反应部分的异丁烷也可能携带相当数量的水分,为了干燥这部分异丁烷,可以将这个物流与废酸相接触,这种干燥法既经济效果又好。
新型烷基化技术取得重要进展

新型烷基化技术取得重要进展佚名【期刊名称】《石油化工应用》【年(卷),期】2017(36)1【摘要】固体酸烷基化技术和复合离子液体碳四烷基化技术,分别采用固体酸沸石催化剂和离子液体催化剂替代了传统的硫酸和氢氟酸催化剂,消除了酸油、废酸对环境的污染以及废酸泄漏造成的安全问题。
【总页数】2页(P155-156)【关键词】烷基化技术;离子液体催化剂;沸石催化剂;酸催化剂;安全问题;固体酸;废酸【正文语种】中文【中图分类】TE626.21【相关文献】1.白春礼副院长当选亚太材料学会副主席/中国科技大学在量子通信实验领域取得重要进展/大连化学物理研究所在分子反应动力学领域取得重要进展/化学研究所有机纳米粒子的光学特异性研究取得重要进展/大气物理研究所获IT业国际大奖/广州地球化学研究所项目获省科学技术奖一等奖 [J],2.生态环境中心"高效样品前处理技术研究"获"CAIA"奖一等奖/高能物理研究所发现一新共振态/固体物理研究所在"KDP"材料研究中取得重要成果/昆明植物研究所抗SARS化合物X-61研究取得新进展/周口店遗址附近发现"田园洞人"化石/兰州化学物理研究所离子液体研究水平达到了新的高度/兰州化学物理研究所在微生物研究领域获突破/上海分院封松林、徐军获第四届上海市自然科学牡丹奖/物理研究所全固态高功率宽调谐蓝光源的研制获重要进展/物理研究所提出一种新的量子点形成机制/物理研究所在SiC单晶生长方面取得重大进展/成 [J],3.寻找模拟人类行为的机器玩家/CNGI信息存储技术研究取得重要进展/MIT提出新型网站安全系统 [J],4.中国科学院声学研究所在ITU 5G新型网络技术标准化工作中取得重要进展 [J], 叶晓舟5.西安光机所新型干涉光谱成像技术研究取得重要进展 [J],因版权原因,仅展示原文概要,查看原文内容请购买。
碳四、碳五、碳九加工应用及发展前景分析报告

碳四、碳五、碳九加工应用及发展前景分析报告1碳四的加工应用碳四通常为丁烷、1-丁烯、2-丁烯、异丁烯、丁二烯等产品或混合物。
碳四的原料来源丰富,下游应用范围广泛,不同组分的物理及化学性质差异巨大,因此碳四的综合利用对于石化企业而言也至关重要。
1.1碳四的来源1.1.1炼油厂主要来自于炼厂的催化裂化装置、焦化装置、加氢裂化装置等,其中催化裂化装置占炼厂碳四的主导。
通常情况下,碳四作为液化气中的组分,与丙烷等混合当成燃料用途。
但近年来,随着炼化一体化,乙烯原料轻质化,炼厂的碳四附加值在逐渐增加。
1.1.2裂解乙烯装置裂解乙烯装置一般会副产碳四,其中石脑油为原料的裂解中的碳四含量较多,其他以乙烷、丙烷、丁烷裂解中的碳四含量相对较少。
石脑油裂解乙烯中副产粗碳四,其中抽出丁二烯后的组分为抽余油-1,继续抽完异丁烯后的组分为抽余油-2。
也有裂解乙烯厂对于碳四中的2-丁烯与乙烯进行烯烧转换,生产丙烯。
1.1.3MTO 装置副产混合碳四占烧类产物的占比较少,主要成分以1-丁烯和2-丁烯为主,其余组分是丁烷、异丁烯和丁二烯。
MTO 中的碳四由于产量小,单独进行深加工难度较大,可以把社会资源的碳四聚集一起进行综合利用。
1. 1.4油气田以及页岩气湿气NG1传统的油气开采中,会有油田伴生气,其中会含有碳四组分,但多数是烷妙。
页岩气开采中的湿气中也会含有丁烷的成分。
但是不同的油气田中的成分含量不同。
除了燃烧用途外,烷烧碳四中的正丁烷适合作为裂解乙烯原料,异丁烷适合脱氢生产异丁烯。
1.2碳四下游应用碳四的下游应用广泛,可以对混合物或者其中单一成分进行下游应用。
碳四作为液化气燃料用途的附加值最低,且烯姓含量高也影响燃烧性能。
裂解乙烯厂装置碳四中的丁二烯是最为大宗的商品之一,此外较为成熟的应用是MTBE 、甲乙酮、顺酎等产品。
通常的碳四下游应用如下:12.1芳构化裂解抽提异「烯 1-Γtt 2-丁烯正丁烷异丁烷等异丁烯T«-1T«-2正丁烷异丁烷等丁二烯异丁烯I-J .烯2-「烯正丁烷异r 烷等 我按生产MMA 或甲髀娱化反应生成MTBE 选择性加黛低分子煌类通过芳构化反应转化为含有苯、甲苯及二甲苯的混合芳烧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:综述了碳四烷基化应用进展和发展趋势,总结了碳四烷基化反应的特点,介绍了最新工业应用的离子液体、Alky Clean 和K-SAAT 烷基化工艺,提出了催化剂研究中面临的问题。
关键词:固体酸;烷基化;催化剂;异丁烷;丁烯中图分类号:TQ202文献标识码:B文章编号:1671-4962(2016)04-0001-03碳四烷基化工艺技术研究与应用进展徐铁钢,吴显军,温广明,张文成,孙发民(大庆化工研究中心,黑龙江大庆163714)Progress in research and application of C 4alkylation processesXu Tiegang ,Wu Xianjun ,Wen Guangming ,Zhang Wencheng ,Sun Famin(Daqing Petrochemical Research Center,Daqing 163714,China)Abstract :The application status and development trend of C 4alkylation is reviewed.Characteristics of isobutane/butene alkylationreaction are summarized.Some commercial processes are introduced,such as Ionic liquid,Alky Clean and K-SAAT Process.Some problems in the catalyst research are indicated.Keywords :solid acid ;alkylation ;catalyst ;isobutane ;butene清洁汽油发展的总体方向是低硫、低烯、低芳以及高辛烷值。
使得炼油厂可利用调合组分的数量和类型受到较大限制。
与含有大量烯烃的催化汽油和大量芳烃的重整汽油相比,烷基化汽油具有辛烷值高、研究辛烷值(RON )与马达法辛烷值(MON )差值小、挥发性低、不含烯烃芳烃和硫等特点,是理想的清洁车用汽油调和组分[1,2]。
中国汽油中催化汽油约占70%,普遍存在芳烃、烯烃含量高,缺少高辛烷值清洁组分等缺点。
较为传统的方法是在汽油中加入辛烷值较高的甲基叔丁基醚(MTBE )作为调和组分。
但是高辛烷值组分的MTBE 会对水质造成污染,因此美国于2006年5月开始禁止使用MTBE ,所以烷基化油正在成为MTBE 的首选替代品[3]。
碳四烷基化是以丁烯(包括丁烯-1、丁烯-2、异丁烯或其混合物)和异丁烷等碳四烃为原料,在强酸催化作用下发生烷基化反应生产汽油产品的技术。
采用烷基化技术可将低价炼厂气及油田气转化为汽油组分,该技术具有污染大幅减少、产出率高、效率高等优点,从而大幅降低原料成本。
而且炼油厂只需对现有MTBE 装置进行改造即可生产烷基化油,投资少。
不同烯烃与异丁烷生成产品的辛烷值见表1。
表1几种异构烷烃辛烷值化合物2,3-二甲基戊烷2,3-二甲基己烷2,2,3-三甲基戊烷2,2,4-三甲基戊烷2,3,3-三甲基戊烷2,3,4-三甲基戊烷2,2,5-三甲基己烷RON 91.171.3109.6100106.1102.791MON 88.578.999.910099.495.9881液体酸烷基化技术目前烷基化油生产工艺主要采用硫酸法和氢氟酸法烷基化法。
虽然氢氟酸与硫酸烷基化装置的整体运行会有所不同,但2种工艺的反应机理极其相似。
这2种工艺存在着建设成本高、耗酸量大、腐蚀性强、易造成环境污染等缺点,虽然研究人员对氢氟酸和硫酸烷基化工艺不断改进,但始终未能从根本上解决上述问题,因此国内外均积极开发清洁、安全的替代烷基化技术。
液体烷基化技术中离子液体烷基化最近完成了工业化。
中国石油大学成功开发复合离子液体DOI:10.16049/ki.lyyhg.2016.04.001烷基化技术。
于2013年8月在东营德阳化工建成了世界首套100kt/a复合离子液体碳四烷基化工业化生产装置,并开车成功。
工业运行结果表明,烯烃转化率100%,烷基化油辛烷值高达97以上,催化剂当量消耗5kg/t烷基化油,能耗6566MJ/t 烷基化油。
复合离子液体几乎无腐蚀,可大幅提高生产安全性并降低设备投资[4]。
2固体酸烷基化工艺固体酸烷基化工艺技术与传统烷基化工艺相比,生产过程中无废油、废酸产生,彻底消除了酸油、废酸造成的环境污染,以及废酸泄漏造成的安全问题。
固体酸烷基化工艺具有环境影响小,原料灵活性好、催化剂消耗低、产品质量好等优点。
目前已经商业化的固体烷基化技术有Alky Clean 工艺和K-SAAT工艺。
2.1Alky Clean工艺CB&I、雅保和Neste Oil3家公司合作开发的Alky Clean固体酸烷基化工艺是烷基化技术的一项突破。
Alky Clean固体酸烷基化工艺在产品质量和产率、投资和操作费用方面均与HF烷基化工艺相当。
但Alky Clean工艺具有环境影响较小、可使用碳钢反应器、占地面积小等优点[6]。
Alky Clean固体酸烷基化工艺采用非常简单的固定床工艺,整个装置都采用碳钢材料制造。
Alky Clean工艺主要由4部分组成:原料预处理、反应系统、催化剂再生和产品分离系统[5]。
工艺的关键是由多个固定床轮换反应器组成的反应系统和催化剂再生技术。
反应温度在50~90℃之间,因而没有硫酸和氢氟酸(反应温度为4~10℃)的制冷费用。
由于固体酸催化剂容易失活,为了保持高生产效率和高的催化活性,使用至少3台并联的反应器。
在任何给定时间内,2台反应器投入生产,1台用氢气进行缓和再生,每次循环时间为1~ 3h。
1个反应器定期切出生产线,在250℃下进行高温再生,因此需有一个额外独立的反应器,催化剂的总寿命可达2a以上。
Alky Clean工艺主要特点是可最大量减小烯烃峰值浓度,即在反应区可使异构烷烃/烯烃比最大化,它通过分散的烯烃进料喷射和高度混合来实现。
异丁烷与烯烃在50~90℃、构烷烃/烯烃为8:1~10:1条件下进行反应,产生烷基化油的RON 大于95.0,工艺流程见图1。
图1Alky Clean工艺流程该项目采用的Alky Clean固体酸催化剂为分子筛负载贵金属催化剂,分子筛载体提供酸性中心、负载Pt为加氢活性中心,使C3~C5烯烃与异丁烷进行反应,生成大部分为C8馏分的烷基化油,催化剂失活后实现在线再生。
Alky Clean装置的设置费用预期比相应的H2SO4法装置低10%~12%,与HF装置相似。
由于不使用液体酸催化剂,因此没有与此有关的设备维修费用,危险性大大减少,没有废酸处理问题。
估计生产费用比H2SO4法系统低3%,可与HF法相竞争。
全球首套固体酸烷基化项目,山东汇丰石化公司200kt/a异辛烷装置于2014年7月建成并开车成功。
该装置采用美国鲁姆斯公司工艺包技术,雅保公司催化剂。
其产能达到12.8t/h、辛烷值达到95.3,各项指标均达到设计和工艺包要求[6]。
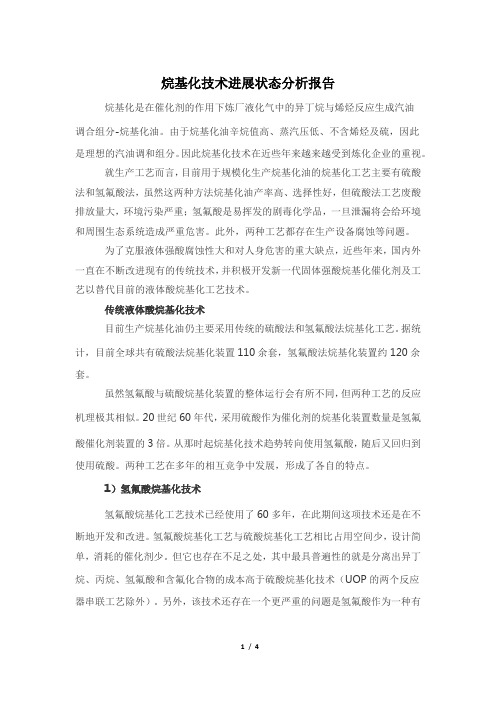
2.2K-SAAT工艺KBR公司的K-SAAT工艺是一种高度灵活的技术,与传统液体酸催化剂或其他固体酸催化剂工艺相比,K-SAAT工艺可生产更具成本效益和更高质量的烷基化油。
K-SAAT技术的关键是ExSact催化剂,ExSact催化剂克服了固体酸催化剂迅速失活的局限性,并具有优越的烷基化活性,安全且环境友好。
K-SAAT固体酸烷基化工艺具有5个优点:(1)采用常规炼油操作,投资成本低于硫酸法工艺;(2)收率高于液体酸催化剂工艺;(3)对进料组成不敏感;(4)对污染物的容忍度相对较高;(5)可以改造液体酸烷基化装置。
ExSact工艺为反应器部分使用2台多段固定床,1台工作,1台再生。
烯烃与来自分馏部分的异丁烷及反应循环物料混合进入反应器,进行烷基化反应。
典型工艺条件为反应温度50~100℃,反应压力2MPa,异丁烷/烯烃摩尔比为10~15,烯烃空速达到0.2~0.5h-1。
烷基化设计周期为12~24h,反应周期结束后,此反应器切出烷基化系统并于2016年第4期温度250℃条件下氢气再生,另1台反应器投用。
催化剂再生过程是在闭路循环下完成的,且催化剂仅少量结焦,所以氢耗较小。
反应流程见图2[7]。
图2K-SAAT固体酸烷基化流程ExSact固体酸烷基化催化剂为负载加氢金属的沸石催化剂,可以在简单的固定床反应器中使用,能够生产高辛烷值烷基化油,同时不产生酸溶油,可以使用氢气再生,并且其烷基化循环周期远长于其他固体酸烷基化催化剂。
ExSact固体酸烷基化催化剂的酸中心和分布进行了调控,通过提高氢转移速率来强化烷基化反应并抑制结焦。
催化活性中心的调整有利于生成2,3,3-三甲基戊烷和2,3,4-三甲基戊烷,两者的辛烷值均高于100。
K-SAAT工艺投资费用仅为液体酸烷基化的50%,也低于其他固体酸烷基化的投资。
动力费用降低50%以上,与硫酸法相比,催化剂再生费用降低80%,因此具有良好的应用前景。
2015年8月洛阳奥油化工公司与美国KBR公司签订技术协议,引进K-SAAT固体酸烷基化技术,建设10kt/a固体酸烷基化装置,该项目正在建设中,计划2017年投产[8]。
3结束语传统的硫酸和氢氟酸工艺的环境问题突出,因此需要研发环保型替代工艺。
经过多年的探索,离子液体和固体酸烷基化工艺日渐成熟,相继完成或正在首套工业装置建设。
尤其是固体酸烷基化工艺具有良好的成本优势和安全环保的特点,将是碳四烷基化发展的方向。
但是失活较快仍是固体酸烷基化催化剂需要解决的问题。
目前做法是在固体酸上负载加氢活性金属,临氢再生,但再生周期较短[9]。
因此降低催化剂结焦速率和再生方法将是固体酸烷基化催化剂未来研究的热点。
参考文献:[1]狄秀艳.固体酸烷基化工艺的进展[J].石油化工,2005,34:393-395.[2]毕建国.烷基化油生产技术的进展[J].化工进展,2007,26(7):934-939.[3]朱庆云,李智勇,张航.世界烷基化技术进展[J].石化技术,2004,11(3):5.[4]孙宏伟.环境友好的复合离子液体催化碳四烷基化新技术(CILA)取得重大突破[EB/OL].http:///publish/portal0/tab38/info47736.htm,2015-01-15.[5]陈述卫.烷基化装置工艺技术方案比选[J].炼油技术与工程,2014,44(8):35-38.[6]靳爱民.首套固体酸烷基化装置开始建设[J].石油炼制与化工,2013,44(9):65-66.[7]Lavrenov A V,Bogdanets E N,Duplyakin V K.Solid Acid Alkylation of Isobutane by Butenes:the Path from theAscertainment of the Reasons for Fast Deactivation to theTechnological Execution of the Process[J].Catalysis in Industry.2009(1):50-60.[8]钱伯章.洛阳奥油化工公司引进固体酸烷基化技术[J].石油炼制与化工,2015(11):61.[9]彭凯,张成喜,李永祥.异丁烷/丁烯烷基化固体酸催化剂的再生方法研究进展[J].化工进展,2015(9):3296-3302.收稿日期:2016-03-30作者简介:徐铁钢,男,硕士,工程师,2012年毕业于北京理工大学化学专业,现从事石油炼制研究工作。