铸造铝合金力学性能
Er_和Ce_对铸造ZL101A_铝合金组织与力学性能的作用对比研究
基金项目:云南省社会发展科技计划-科研院所技术开发研究专项(2011CF009)。
作者简介:闫洪(1961-),男,云南大理人,正高级工程师,主要从事金属材料研究工作。
收稿日期:2023-04-15Er 和Ce 对铸造ZL101A 铝合金组织与力学性能的作用对比研究闫洪1,2(1.昆明冶金研究院有限公司,昆明650031;2.中铝集团中央研究院昆明分院,昆明650031)摘要:在ZL101A 铝合金中分别加入稀土元素Er 和Ce ,比较加入两种稀土后合金的组织和力学性能方面的差异。
结果表明:在α-Al 和共晶Si 方面,Er 的细化作用明显优于Ce ,加入Er 可在ZL101A 铝合金中形成更加细小和弥散分布的稀土化合物相,使合金的力学性能有较大程度的提高,其ZL101A (Er )合金的抗拉强度达到188MPa ,伸长率是6.7%,高于ZL101A (Ce )合金。
关键词:ZL101A 铝合金;Er ;Ce ;组织结构;力学性能中图分类号:TG146.21,TG292文献标识码:A文章编号:1005-4898(2023)06-0017-03doi:10.3969/j.issn.1005-4898.2023.06.040前言铝合金的晶粒细化处理是工业生产中重要的工艺方法。
细小均匀的晶粒组织能提高铝合金的力学性能和增强组织致密性,在铝合金中加入稀土元素已成为晶粒细化的有效方法。
Ce 是铝合金常用的稀土元素,但Ce 化合物存在聚集和长大的问题,其细化作用有限;而稀土Er 不仅能提高铝合金的强度,而且能较大程度地改善铝合金的塑性。
目前,国内已分别研究了Ce 和Er 对铝合金的细化作用[1-2],但二者对ZL101A 铝合金的组织和性能的对比研究极为少见,尤其是Er 和Ce 在铝合金中产生稀土化合物的差别还未见报道。
由于稀土有各自的优点和不足,采用合适的稀土元素至关重要,对此,本文以ZL101A 铝合金为基体合金,研究了稀土Er 和Ce 的影响,并对二者的作用进行对比和分析探讨,为进一步优化合金性能提供参考。
铝合金铸造工艺简介
铝合金铸造工艺简介一、铸造概论在铸造合金中,铸造铝合金的应用最为广泛,是其他合金所无法比拟的,铝合金铸造的种类如下:由于铝合金各组元不同,从而表现出合金的物理、化学性能均有所不同,结晶过程也不尽相同。
故必须针对铝合金特性,合理选择铸造方法,才能防止或在许可范围内减少铸造缺陷的产生,从而优化铸件。
1、铝合金铸造工艺性能铝合金铸造工艺性能,通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合。
流动性、收缩性、气密性、铸造应力、吸气性。
铝合金这些特性取决于合金的成分,但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关。
(1) 流动性流动性是指合金液体充填铸型的能力。
流动性的大小决定合金能否铸造复杂的铸件。
在铝合金中共晶合金的流动性最好。
影响流动性的因素很多,主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒,但外在的根本因素为浇注温度及浇注压力(俗称浇注压头)的高低。
实际生产中,在合金已确定的情况下,除了强化熔炼工艺(精炼与除渣)外,还必须改善铸型工艺性(砂模透气性、金属型模具排气及温度),并在不影响铸件质量的前提下提高浇注温度,保证合金的流动性。
(2) 收缩性收缩性是铸造铝合金的主要特征之一。
一般讲,合金从液体浇注到凝固,直至冷到室温,共分为三个阶段,分别为液态收缩、凝固收缩和固态收缩。
合金的收缩性对铸件质量有决定性的影响,它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化。
通常铸件收缩又分为体收缩和线收缩,在实际生产中一般应用线收缩来衡量合金的收缩性。
铝合金收缩大小,通常以百分数来表示,称为收缩率。
①体收缩体收缩包括液体收缩与凝固收缩。
铸造合金液从浇注到凝固,在最后凝固的地方会出现宏观或显微收缩,这种因收缩引起的宏观缩孔肉眼可见,并分为集中缩孔和分散性缩孔。
集中缩孔的孔径大而集中,并分布在铸件顶部或截面厚大的热节处。
分散性缩孔形貌分散而细小,大部分分布在铸件轴心和热节部位。
各种铸造铝合金牌号的主要特点及应用
各种铸造铝合金牌号的主要特点及应用Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998各种铸造铝合金牌号的主要特点及用途ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。
适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。
主要采用砂型铸造和金属型铸造。
Zl101A由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。
其使用量目前仅次于ZL102。
多采用砂型和金属型铸造。
(ZL101A合金是以ZL101合金为基础严格控制杂质含量,改进铸造技术可以获得更高的力学性能。
铸造性能,耐腐蚀性能和焊接性良好。
用于铸造各种壳体零件,飞机的泵体、汽车变速箱、燃油箱的弯管等)Zl102这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。
不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。
Zl104因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。
Zl105、ZL105A由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差。
适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。
铸造高强铝合金的焊接性能

铸造高强铝合金的焊接性能ZL~107A铸造铝合金是Al~Si~Cu系铸造高强铝合金。
经T5状态热处理后强度可达σb=420~470MPa.在制造大型、高强、复杂关键的工程结构出现缺陷时需要补焊。
其焊缝亦要求和母材等强度。
因ZL~107A系在ZL~107基础上通过添加多元微量元素合金化而成,对ZL~107A铸造合金的成分、组织、性能及焊接工艺进行了研究。
随着现代工程结构向大型、复杂、高强度发展,优质铝合金铸件应用日益增多。
对铝合金的综合性能提出了更高的要求。
它集中体现在要求具有较高力学性能的同时,又要具有优异的铸造性能。
Al-Si-Cu系铸造铝合金结合了Al-Cu 系合金力学性能好和Al-Si系铸造铝合金铸造性能好的优点,因而一直是铸造高强铝合金的研究重点。
美国的BAE354,前苏联的B124均属Al-Si-Cu系高强铸造铝合金,具有优异的力学性能和良好的铸造性能。
我国的ZL-107亦属此系合金。
ZL-107中含Cu量较高,故合金的性能还有潜力可挖。
通过添加Mg、Zn、Cu、Ti等多种微量元素对合金进行综合强化,获得了一种铸造高强铝合金ZL-107A.合金性能由原来的σb=280~320MPa,σ0.2=210~230MPa,δs=3%~4%分别提高到σb=420~470MPa,σ0.2=325~390MPa,δs=4%~6%,从而使该合金在现代大型、复杂铝合金铸件的生产上获得应用。
但是,该种合金的可焊性如何,需要通过焊接工艺进行检验。
1 合金的成分合金的成分如表1所示。
将试件预热到200~250℃,采用较小电流以待焊处表面刚出现发亮的液斑时填入焊丝熔滴,待熔滴刚润湿焊缝时即将焊缝处电弧向前移动。
这样焊的结果是熔池凝固速度快。
晶粒较细,有利于提高焊缝的机械性能。
这种焊接工艺采用的电流约为180A左右。
从母材的成分看来,该系Al-Si-Cu合金,Si和Cu对焊接性无不利影响。
而Mg含量在0.1%~0.2%之间,其含量较小,也对焊接性影响不大。
铝合金 AC7A-对照中国牌号

铝合金AC7A【1】根据标准JIS H 5202-1992AC7A化学成分(质量分数,%)铝(Al) 余量铜(Cu)≤0.10硅(Si)≤0.20镁(Mg)3.6~5.5锌(Zn)≤0.15铁(Fe)≤0.25锰(Mn)≤0.6镍(Ni)≤0.05钛(Ti)≤0.20铅(Pb)≤0.05锡(Sn)≤0.05铬(Cr)≤0.15【力学性能】AC7A铸造铝合金(金属型)抗拉强度/MPa不小于:210伸长率/%不小于:12以上布氏硬度HB(10/500):约60AC7A铸造铝合金(砂型)抗拉强度/MPa不小于:140以上伸长率/%不小于:6以上布氏硬度HB(10/500):约50【特性及用途】AC7A(含镁3.5%~5%)合金的耐蚀性,特别是对海水的耐蚀性好,容易进行阳极氧化而得到美观的薄膜。
在铝镁系合金中,它是伸长率最大、切削性也好的合金。
但熔化、铸造比较困难。
AC7A铝合金耐腐蚀、韧性、阳极化性能好,铸造性能差,用于架线、配件船舶零件、把手、雕刻坯料、办公器具及飞机电器安装用品等。
相当于中国的ZL302[2]ZL302的化学成分【3】:Si 0.8-1.3%,Mg 4.5-5.5%,Mn 0.1-0.4%,其余为Al,杂质:(不大于%)S 0.5,Cu 0.1,Zn 0.2,Ti 0.2砂型铸造杂质总量为0.7.【1】铝合金AC7A 百度-百科/view/3346416.html【2】铸造铝中外牌号对照/view/50b7513283c4bb4cf7ecd11e.html 【3】铸造有色合金及其熔炼p260国防科技出版社1982年。
各种牌号铸造铝合金的主要特点及用途
各种牌号铸造铝合金的主要特点及用途ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。
适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。
主要采用砂型铸造和金属型铸造。
Zl101A由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。
其使用量目前仅次于ZL102。
多采用砂型和金属型铸造.Zl102这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。
不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。
Zl104因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造.Zl105、ZL105A由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差.适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。
如增压器壳体、气缸盖、气缸套等零件.Zl105A是降低了ZL105的杂质元素Fe的含量,提高了合金的强度,具有比ZL105更好的力学性能,多采用铸造优质铸件。
ZL106由于提高了Si的含量,又加入了微量的Ti、Mn,使合金的铸造性能和高温性能优于ZL105气密性、耐蚀性也较好,可用作一般负荷的结构件及要求气密性较好和在较高温度下工作的零件,主要采用砂型和金属型铸造.ZL107ZL107有优良的铸造性能和气密性能,力学性能也较好,焊接和切削加工性能一般,抗蚀性能稍差,适合制作承受一般动负荷或静负荷的结构件及有气密性要求的零件。
铸造铝合金热处理质量缺陷及其消除与预防
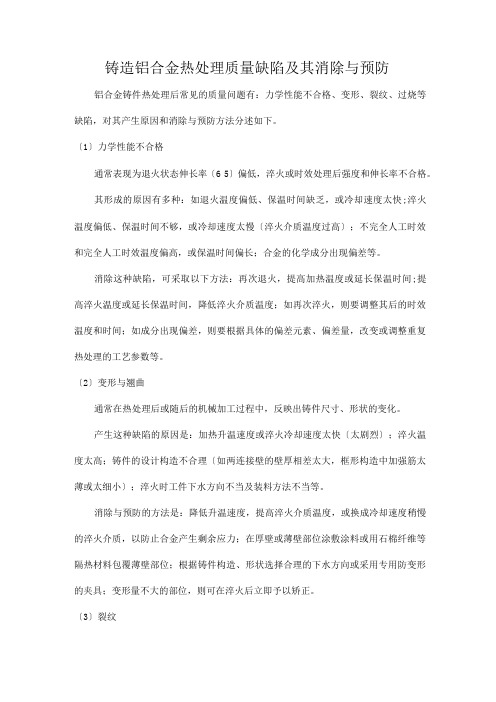
铸造铝合金热处理质量缺陷及其消除与预防铝合金铸件热处理后常见的质量问题有:力学性能不合格、变形、裂纹、过烧等缺陷,对其产生原因和消除与预防方法分述如下。
〔1〕力学性能不合格通常表现为退火状态伸长率〔6 5〕偏低,淬火或时效处理后强度和伸长率不合格。
其形成的原因有多种:如退火温度偏低、保温时间缺乏,或冷却速度太快;淬火温度偏低、保温时间不够,或冷却速度太慢〔淬火介质温度过高〕;不完全人工时效和完全人工时效温度偏高,或保温时间偏长;合金的化学成分出现偏差等。
消除这种缺陷,可采取以下方法:再次退火,提高加热温度或延长保温时间;提高淬火温度或延长保温时间,降低淬火介质温度;如再次淬火,则要调整其后的时效温度和时间;如成分出现偏差,则要根据具体的偏差元素、偏差量,改变或调整重复热处理的工艺参数等。
〔2〕变形与翘曲通常在热处理后或随后的机械加工过程中,反映出铸件尺寸、形状的变化。
产生这种缺陷的原因是:加热升温速度或淬火冷却速度太快〔太剧烈〕;淬火温度太高;铸件的设计构造不合理〔如两连接壁的壁厚相差太大,框形构造中加强筋太薄或太细小〕;淬火时工件下水方向不当及装料方法不当等。
消除与预防的方法是:降低升温速度,提高淬火介质温度,或换成冷却速度稍慢的淬火介质,以防止合金产生剩余应力;在厚壁或薄壁部位涂敷涂料或用石棉纤维等隔热材料包覆薄壁部位;根据铸件构造、形状选择合理的下水方向或采用专用防变形的夹具;变形量不大的部位,则可在淬火后立即予以矫正。
〔3〕裂纹表现为淬火后的铸件外表用肉眼可以看到明显的裂纹,或通过荧光检查肉眼看不见的微细裂纹。
裂纹多曲折不直并呈暗灰色。
产生裂纹的原因是:加热速度太快,淬火时冷却太快〔淬火温度过高或淬火介质温度过低,或淬火介质冷却速度太快〕;铸件构造设计不合理〔两连接壁壁厚差太大,框形件中间的加强筋太薄或太细小〕;装炉方法不当或下水方向不对;炉温不均匀,使铸件温度不均匀等。
消除与预防的方法是:减慢升温速度或采取等温淬火工艺;提高淬火介质温度或换成冷却速度慢的淬火介质;在壁厚或薄壁部位涂敷涂料或在薄壁部位包覆石棉等隔热材料;采用专用防开裂的淬火夹具,并选择正确的下水方向。
铸造铝合金力学性能
SB
F
165
2
65
SB
T6
245
2
90
J
F
195
2
70
J
T6
275
100
ZAISi12Cu2Mgl
ZL108
J
Tl
195
——
85
J
T6
255
——
90
ZAISi12CulMgINil
ZL109
J
T1
195
90
J
T6
245
——
100
ZAISi5Cu6Mg
ZL110
S
F
125
——
80
J
F
155
——
铸造铝合金的力学性能
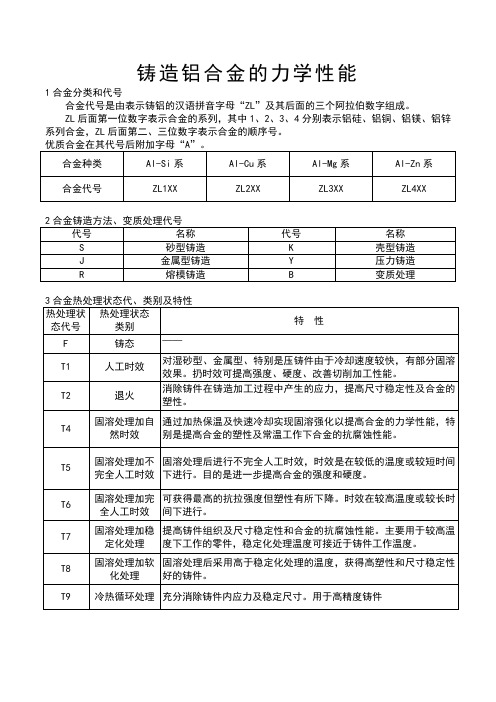
1合金分类和代号
合金代号是由表示铸铝的汉语拼音字母“ZL”及其后面的三个阿拉伯数字组成。
ZL后面第一位数字表示合金的系列,其中1、2、3、4分别表示铝硅、铝铜、铝镁、铝锌系列合金,ZL后面第二、三位数字表示合金的顺序号。
优质合金在其代号后附加字母“A”。
合金种类
Al-Si系
Al-Cu系
T2
退火
消除铸件在铸造加工过程中产生的应力,提高尺寸稳定性及合金的塑性。
T4
固溶处理加自然时效
通过加热保温及快速冷却实现固溶强化以提高合金的力学性能,特别是提高合金的塑性及常温工作下合金的抗腐蚀性能。
T5
固溶处理加不完全人工时效
固溶处理后进行不完全人工时效,时效是在较低的温度或较短时间下进行。目的是进一步提高合金的强度和硬度。
T9
冷热循环处理
充分消除铸件内应力及稳定尺寸。用于高精度铸件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸造铝合金力学性能
铝合金的力学性能与其合金分类、铸造方法、热处理状态等因素有关。
合金代号是由“ZL”和三个数字组成,其中第一
位数字表示合金系列,第二、三位数字表示顺序号。
优质合金在代号后附加字母“A”。
铸造方法有砂型、金属型和熔模铸造。
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
不同的热处理状态可提高合金的强度、硬度、塑性和抗腐蚀性能。
铝硅系铸造铝合金的力学性能如下表所示:合金牌号为ZAlSi7MgZL101、ZAlSi7MgAZL101A、ZAlSi12ZL102和
ZAlSi9MgZL104,铸造方法包括砂型、金属型和熔模铸造,
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
其中,
ZAlSi7MgAZL101A在代号后附加字母“A”,表明是优质合金。
不同的铸造方法和热处理状态对合金的力学性能有影响,需要根据具体情况选择合适的工艺。
抗拉强度Rm/MPa、伸长率A/%、布氏硬度HBW是衡量
合金材料性能的重要指标。
以下是各种合金状态下的性能参数:
合金牌号合金代号铸造方法合金状态抗拉强度Rm/MPa 伸长率A/% 布氏硬度HBW
ZAlSi5Cu1Mg ZL105J SB、RB、KB F 155 2 50
ZAlSi5Cu1Mg AZL105A S、R、K T2 135 2 45
ZAlSi8Cu1Mg ZL106 JB SB、RB、KB T4 185 4 50
ZAlSi7Cu4 ZL107 SB S T4 175 4 50
ZAlSi12Cu2Mg ZL108 J ZAISi12Cu1Mg INil T5 205 2 50
ZAlSi12Cu1Mg INil ZL109 J T5 195 2 60
ZAlSi5Cu6Mg ZL110 S ZAISi5Cu6Mg T5 195 2 60
ZAlSi9Cu2Mg ZL111 SB SB、R、K T6 225 2 60
ZAlSi5Zn1Mg ZL115 J T7 195 1 65
ZAlSi5Cu1Mg ZL116 S T8 245 4 70
ZAlSi7Cu2Mg - - - 165 - -
ZAlSi8MgBe ZL116 J - - 245 2 60
ZAlSi7Cu2Mg - - - - 125 - 70
通过表格可以看出,不同合金状态下的性能参数有所差异。
因此在选择合金材料时,需要根据具体要求进行选择。
XXX according to the standard GB/T 1173-2013.The XXX.
Alloy Type | Alloy Grade | Alloy Code | Casting Method | XXX (Rm/MPa) | XXX) | Hardness (HBW)
Al-Cu | ZAlCu5Mg | ZL201 | S。
J。
R。
K | ≥295 (T4) | ≥335 (T5) | ≥315 (T7)
Al-Cu | ZAlCu5MgA |。
| S | ≥390 (T5) |。
|
Al-Cu | ZAlCu10 | ZL202 | S。
J | ≥104 (F) |。
|
Al-Cu | ZAlCu4 | ZL203 | S。
R。
K | ≥163 (T6) | ≥6 (T4) |
Al-Cu-Mn-Cd | ZAlCu5MnCdA | ZL204A | S | ≥195 (T4) | ≥6 (T4) |
Al-Cu-Mn-Cd | ZAlCu5MnCdV | ZL205A | S | ≥205 (T4) | ≥3 (T5) |
Al-Cu-Si | ZAlCu5Si |。
| S | ≥215 (T5) | ≥3 (T5) |
Al-Mg | ZAlMg10 |。
| S。
J | ≥225 (T5) | ≥4 (T5) |
Al-Mg | ZAlMg5Si |。
| S。
R。
K | ≥440 (T5) | ≥7 (T5) |
Al-Mg | ZAlMg8Zn1 |。
| S。
J | ≥440 (T5) | ≥3 (T5) |
Al-Zn | ZAlZn11Si7 |。
| S。
J。
R | ≥470 (T5) | ≥2 (T6) |
Al-Zn | ZAlZn6Mg |。
| S。
J。
R。
K | ≥460 (T5) |。
|
XXX。
XXX。
XXX method。
For example。
Al-Cu alloys such as ZAlCu5Mg have a XXX of at least 295 MPa in the T4 state。
while Al-Mg alloys such as ZAlMg5Si have a XXX of at least 440 MPa in the T5 state。
The table also shows that the hardness of the alloys varies depending on the state。
with some alloys such as ZAlCu5MgA having no specified hardness.
Overall。
XXX。
casting method。
and state。
Therefore。
it is important to choose the appropriate alloy and state for a given n to XXX.。