SMC伺服电缸
SMC电缸pptx

在包装领域中,SMC电缸被用于自动化生 产线上的各种操作,如装袋、封口和检测等 。
02
smc电缸的工作原理与特点
smc电缸的工作原理
基于压电陶瓷的形变
SMC电缸采用压电陶瓷作为驱动元件,当加电压时,压电陶瓷会形变,从而推 动电缸的活塞运动。
驱动信号控制
SMC电缸的驱动信号由控制器产生,通过调节驱动信号的幅度、频率和相位, 可以控制活塞的位移、速度和加速度。
smc电缸的发展趋势与前景
技术创新
smc电缸将不断进行技术创新,提高产品性能和可靠性,以满 足不断变化的市场需求。
智能化
随着工业4.0和智能制造的不断发展,smc电缸将更加注重智能化 ,实现远程监控、数据分析和故障预警等功能。
绿色环保
为了响应环保要求,smc电缸将更加注重环保和节能设计,采用 更加环保的材料和生产工艺,降低产品能耗和排放。
smc电缸与其他产品的竞争优势对比
与传统气缸相比,smc电缸具有更高的控制精度和响应速度,同时具有较低的能 耗和排放。
与其他品牌的电缸相比,smc电缸具有更加稳定的性能和更加完善的售后服务体 系,同时具有更加广泛的市场应用领域。
06
smc电缸的实际应用案例
smc电缸在机器人领域的应用
1
机器人是一种能够执行人类发出的指令或者按 照某种规则进行自主行动的机器,具有自主性 、适应性、人机交互性等特点。
按用途分类
可分为直线式电动缸和旋转式电动缸。直线式电动缸用于推进行程,旋转式电动缸用于旋 转运动。
按精度分类
可分为普通电动缸和高精度电动缸。高精度电动缸配有位置反馈装置,可实现精确定位。
按结构分类
可分为紧凑型电动缸和普通型电动缸。紧凑型电动缸结构紧凑,占用空间小,普通型电动 缸结构较庞大,占用空间大。
SMC电缸产品使用注意事项

常见故障7
现象:控制器不能与电脑通信。
原因1:ACT CONTROLLER软件非正常关闭会导致与控制器的通信不良。 原因2: ACT CONTROLLER 软件的通信端口(comm port No.)或者通 信波特率(comm Sp)设置错误。 原因3:软件版本不匹配(低版本软件不能与高版本的控制器正常通信) …… 对策:确认是否有以上故障并排除。以上原因排除后仍不能解决,请 联系扩销担当。
现象:运行过程中出现报警(1-098: Dive is on when seton is off )。
原因1:在SVRE off时执行了SETUP或者Drive 指令。 ……
对策:SV ON信号给出后,不能立即执行SETUP或者DRIVE 指令,须等 SVRE 信号有输出后执行。或者在SVON信号后设置一定时间的延时(可 以省掉SV RE的输出信号,但不科学)
普通电缆
普通电缆和
普通电缆和
机器人电缆可选。 机器人电缆可选。
使用注意事项5
配线:参照下图,要让电缸能正常动作,至少需要配4根线,带刹车的5 根线。简单地考虑,不管是带否刹车,5根线都OK。
使用注意事项6
动作时序:请参看一下动作时序图。
No.
指令
PLC输出 (控制器输入)
PLC输入 (控制器输入)
原因1:电源功率不足。 ……
对策:确认是否有以上故障并排除。以上原因排除后仍不能解决,请 联系扩销担当。
常见故障6
现象:电缸程序调用异常,本应该执行某一步程序但却未能正常执行。
原因1:INP信号设置偏小。 原因2:IN0-IN5信号给出后未设置一定的延时。 …… 对策: 1)INP:丝杆推荐0.5mm以上,同步带建议1.0mm以上。 过小的话,可能会在到位后因为整定(PID控制)而出现多次INP信号输 出,PLC程序若使用INP来指示下一步的操作的话偶发性会出现上述故 障。 2)推荐在IN0-IN5信号后延时100msec以上做Drive。
伺服电缸优点及应用

伺服电缸优点及应用
伺服电动缸的优点:
1、不需要复杂的成套系统支持,(包括泵,管道,阀门,过滤器,很多接头等);
2、可以节约很多空间,而且在无维护的情况下,安全可靠的工作;
3、没有油污的污染,大幅度降低噪音,保持洁净/安静的工作环境;
性能特点:
1、自锁性能:
增加设备运行的安全性;
2、精度定位:
综合位置精度可达0,1mm&dec伺服电动缸位置精度可至精确控制:配置编码器或伺服电机,实现闭环精确定位;如精度要求不高。
3、同步性:
单减速电机或步进电机通过机械联结同时驱动多台推杆,也可配备过载压力传感器防过载负载高:推/拉力可至100吨其他:维护简单,噪音低,可在高/低温,防腐/防爆恶劣环境正常工作,可用于精确直线定位、坐标机械手、绕线调整、同步驱动、并联机构、垂直升降等场合。
广泛应用于航空、汽车、电力、石化、机械、等行业
例如:
1、战舰与飞机的舱门开启,座椅高低调节,武器随动系统执行机构,试验升降支架等;
2、自动化生产线,自动化装配线,各种机械手,包装机,模具的位置控制与夹紧,直线进给机构,纺织设备卷绕机分度,数控机床,压力机,定位。
SMC电缸产品使用注意事项

使用注意事项1
电源功率:请注意确保在瞬时最大功率(样本规格栏 内)以上。
使用注意事项2
本体安装:所有螺钉孔全部使用,并注意安装螺钉的 长度和扭矩。
使用注意事项3
负载安装:负载的安装螺钉不能过长,要避免与电缸 本体产生干涉。
使用注意事项4
电缆:电缸尾端电缆为普通电缆,不能作为耐高弯 曲的机器人电缆使用,请注意避免频繁弯曲,且注 意弯曲半径的大小。
常见故障2
现象:运行过程中出现报警(1-149:不能在预定的 时间内达到设定位置)。
原因1:电源功率不足,负载偏大时无法在预定时间 内到达设定位置。 原因2:负载安装螺钉过长,运行时螺钉与电缸本体 干涉。 原因3:其他外力导致电缸无法在预定时间内到达设 定位置。 …… 对策:确认是否有以上故障并排除。
使用注意事项7
关于HOLD和RESET指令的中断功能: HOLD:ON时,程序暂停,OFF后程序继续执行。 RESET:只需保持ON的时间100msec以上,指令接受后 程序中止执行,电缸待机,RESET前的指令不继续执 行。
使用注意事项7
关于软件的使用注意:
1)Pushing F设置=0时,为定位运动。Pushing F设置了 相对应的值,则为推压运动。 2)推压运动时,Triggle Lv的设定为INP信号的条件,设 定是要小于Pushing F。当电缸的推压力达到Triggle LV 后,INP会有输出。一般设置为和pushing F一样大小。 3)INP的信号,定位运动时表示到位信号输出条件,当电 缸处于目标±INP的范围内时,INP输出ON。 丝杆产品INP推荐0.5mm以上,同步带推荐1.0mm以上。 推压运动时,代表推压行程,根据需要设置,注意不要使 电缸运行过极限位置。 4)MOVING F是电缸定位运行时的电机最大输出力,一般 推荐100%,伺服类产品可设置100%以上。电机运行时,会 根据负载大小自动调节。
SMC系列电缸控制器简易操作手册

LECP/A6系列电缸简易操作手册LEC系列控制器为SMC开发的新型电缸控制器。
适用范围LE全系列直流步进、直流伺服电机:LES系列电动滑台LEY系列出杆式电缸LEF系列无杆式电缸LER系列电动摆台LEP系列微型电缸LEH系列电动夹爪1、产品特点:①内部可存储64步程序②可实现精确定位、力矩输出2、系统构成(以LES系列电动滑台+LEC系列控制器为例)3、产品结构4、各端口配线及功能详解4-1 CN1端口-DC24V电源接口4-1-1急停信号配线:(注意:常闭信号,闭合时正常使用,断开时急停)4-1-2解锁信号配线:(注意:闭合时解锁,断开时锁紧,适用于带锁型电缸手动解锁用,运动时无需解锁)4-2 CN2端口-电机电源接口/CN3端口-电机编码器接口/CN4端口-通信线缆接口以上3个端口均为标准插头,直接插入端口即可。
4-3 CN5端口-控制I/O 接口 CN5端口用标准线缆示意图:配线图(以NPN 型为例)注意:上表中粗体红字部分的线为必接线,否则电缸无法正常使用。
其余线缆可根据实际需要选接。
输出信号:5、编程软件的安装、使用5-1 编程软件的安装①将软件安装盘放入电脑光驱,然后用通信线缆将电脑与控制器联接。
②系统出现入如图所示提示,按照图中红圈指示操作。
③点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
④点击“NEXT”后将出现如下界面,按照图中红圈指示操作。
⑤点击“FINISH”,完成软件安装。
⑥安装完成后,桌面上将出现如下图标。
双击即可进入编程软件。
5-2 通信端口匹配①在桌面的“我的电脑”图表上点击鼠标右键,选择“属性”,出现如下界面,按红圈指示操作。
②点击“设备管理器”查看系统分配给LEC系列控制器的端口编号(例:COM4),记录下来。
注意:如果在“设备管理器”下面的“端口(COM&LPT)”一栏下没有发现SMC产品项及端口号,请检查“设备管理器”界面下的“端口(COM&LPT)”及“通用总线串行控制器”两项中有无黄色问号项,如果有,则驱动未能完全安装。
SMC技术培训电缸基础知识ppt课件

25
气动
条件
0.8
气缸: φ32x100st 配管长度 : φ8x2m 供给压力 : 0.4MPa
20
・电力单价 : 1kWh = ¥16.00 ・空压机流量 : 120 l/min
(0.755kW)
・CO2的換算値 : 1kWh = 0.55kg ・効率(辅件・输送・漏气的効率)
气动
効率 50%
气动
5
供給圧力 : 0.4MPa
・电力单价 : 1kWh = ¥16.00 ・压缩机流量 : 1l/2m0in
(0.755kW)
・CO2 换算值 : 1kWh = 0.55kg ・効率(辅件・输送・漏气的效率)
气动
効率 50%
电动
28角步进电机 (29W/14W)
4
电缸 : LEY16x50st
水平搬送 : 搬送時間(1秒)
电缸 「输入能量」=「电能」
气缸 「输入能量」=「压缩空气 」
5
电缸的结 构
电机的旋转运动通过螺杆转变成直线运动,从而搬送负载运动。
滚珠丝杆
电机
同步带
电机
丝杆
螺母
同步带
6
电缸的作用及特 点
高精度,一般可达到±0.02mm,滚珠丝杠型。 (不同系列结构电缸精度会有差别。同步带精度一般为±0.1mm,滑动 丝杆精度一般为±0.05mm) 电缸可实现多点定位,一般64个点。气缸只能实现少数几个点的位置 停止,中间位置停止精度不高,停止时间不能太长。 可控制电缸的加减速度,运动平稳。 部分系列可做推力控制。电缸可以以恒定的力运动,达到设定值时保持。 LEFS系列不能做推力控制。
作動頻度 : 回/分
17
电动产品用语
7页smc-lecsa电缸控制器设置
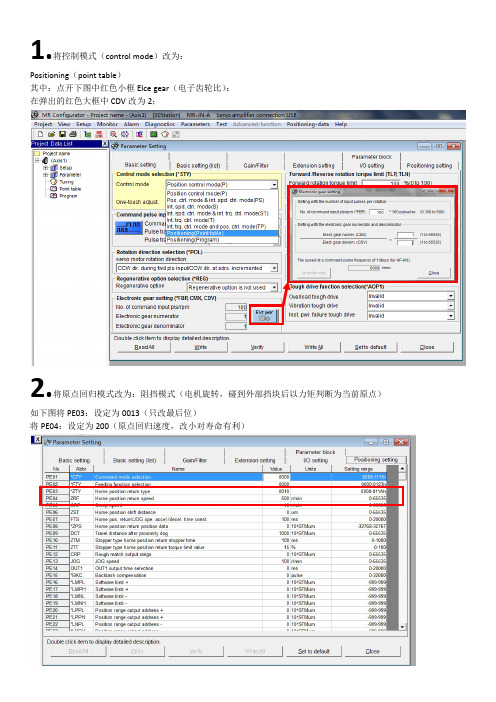
1.将控制模式(control mode)改为:Positioning(point table)其中:点开下图中红色小框Elce gear(电子齿轮比):在弹出的红色大框中CDV改为2;将3.引脚设置:输入部分(PLC输出)如下图:将25引脚设定为DI2:PD02:设定为2E2D将7引脚设定为RES:PD12:设定为0308(只改变前两位)输出部分(PLC输入)如上图:将10引脚设定为MEND:PD16:设定为0024将11引脚设定为ZP:PD17:设定为0021至此,所有引脚设定完毕,请保证全部存入后,断电后重启控制器。
4.接线参照:输入接引脚:线色、标识 引脚 名称 含义 备注 灰、红1 2 OPC COM同DICOM 橙、红1 1 DICOM 输入COM 白、红3 13 DOCOM 输出COM 白、红2 8 EM1 急停 黄、红1 4 SON 伺服on 白、红1 3 MD0 手动(off)/自动(on)切换 灰、黑3 25 DI2 选步 桃、红1 5 DI0 选步 桃、黑2 23 DI1 选步 橙、红2 6 ST1 运行、原点回归 灰、红2 7 RES 清除输出接引脚:黄、红2 9 ALM 报警桃、红2 10 MEND 到位橙、红3 11 ZP 原点回归完成接线请参照下图:5.位置设定:如下表:Position Data:绝对位置,单位mm(可点动模式读取数值Monitor=>Display All直接填入)Speed Data:单位为r/min,电机转速。
Smc电缸导程20,可以用该数值*20/60得出实际移动速度(mm/s) Accel Time:加速时间(速度从0到Speed Data的时间,越短加速度越大)Decel Time:减速时间(速度从Speed Data到0的时间,越短加速度越大)6.操作时序图原点回归参照:定位模式参照:。
SMC电缸操作手册

产品名称:SMC电缸操作手册
SMCCORPORATION成立于1959年,总部设在日本东京都。
时至今日,SMC已成为世界级的气动元件研发、制造、销售商。
在日本本土更拥有庞大的市场网络,为客户提供产品及售后服务。
SMC 作为世界最著名的气动元件制造和销售的跨国公司,其销售网及生产基地遍布世界。
SMC产品以其品种齐全、可靠性高、经济耐用、能满足众多领域不同用户的需求而闻名于世。
在日本市场占有率已超过60%的SMC,通过分布于世界51个国家的海外子公司及分销商,将世界各国SMC产品的生产、销售连成一体,为用户提供直接、完善的服务。