铸造 技术比武比赛标准及考核评分细则表
铸造工技能竞赛
湿型手工造型及浇注技能竞赛规程湿型手工造型及浇注操作技能竞赛一、竞赛对象参赛选手为2014年6月份以前未毕业的机械工程系在校学生。
二、竞赛地点机械工程系材料成型实训室四、竞赛方式本次竞赛为个人技能竞赛,报名以个人为单位,竞赛分为预赛和决赛两次,预赛人员为报名参加的所有人员,取成绩优异的前12名选手作为决赛选手。
竞赛流程为:宣传动员一报名统计一资格审查一竞赛规程公布一预赛抽签、确定预赛时间一预赛一预赛成绩公示一决赛一成绩公示f 颁奖、总结。
五、报名报名人员需填写报名登记表(一式两份),提供一寸正面免冠照片(2张)到竞赛项目承办单位统一报名,每班报名人数不限。
六、竞赛内容及要求(一)竞赛内容根据竞赛组委会提供的有关资料,参赛的选手完成下列工作任务:1、根据铸件模样进行合理的手工造型方法的选择;2、按照给定的模样、实物正确的完成铸件铸型的造型;3、竞赛内容要求应包括最新国家职业技能标准:《铸造工》(2009年修订)中级工及以下所有低级别的知识与技能要求,具体如下:(二)竞赛要求本次竞赛分预赛和决赛两次。
1、预赛安排(1)预赛根据报名情况分为3组,每组6人。
预赛时间暂定为6月10日〜6月11日三天的下午课外活动和晚自习期间。
如有变动,另行通知。
(2)选手经抽签决定小组号,由竞赛组委会安排预赛时间,在赛前10分钟选手根据竞赛提供的模样、实物选取参赛。
(3)参赛选手须提前15分钟进入赛场做赛前准备,超过规定正式竞赛时间10分钟者,取消参赛资格。
除参赛选手和竞赛工作人员,其他人不得进入竞赛操作区域。
(4)预赛用时20分钟,其中前5分钟用于赛前准备,后15分钟内完成铸件铸型造型工艺设计、造型、修型、合箱、浇注,作品应在规定时间内完成,不得超时。
2、决赛安排(1)根据预赛成绩取前12名队员作为决赛参赛选手。
(2)决赛题目统一,在决赛前5分钟拆签公布。
(3)决赛时间根据预赛赛期另行通知。
(4)参赛选手须提前15分钟进入赛场做赛前准备,超过规定正式竞赛时间10分钟者,取消参赛资格。
铸造车间考核实施细则
铸造车间考核实施细则一、前言为了提高铸造车间管理水平,促进车间内部各项工作的顺利进行,确保产品质量和生产效率,特制定本考核实施细则。
本细则旨在明确车间员工的职责、权利和利益,激发员工的工作积极性,营造良好的工作氛围。
二、考核原则1. 公平、公正、公开:考核过程要保证公平、公正,对全体员工一视同仁,同时要公开考核结果,接受员工的监督。
2. 定量与定性相结合:考核指标既要反映员工的工作数量,也要关注员工的工作质量。
3. 注重过程与结果:考核不仅要关注员工的工作过程,还要关注最终的工作成果。
4. 动态调整:根据车间生产实际情况,及时调整考核指标和权重。
三、考核对象本考核实施细则适用于铸造车间全体员工,包括管理人员、技术人员和操作人员。
四、考核内容1. 工作效率(1)生产计划完成率:按照生产计划完成生产任务的比例。
考核标准:≥95%为优秀,90%94%为良好,85%89%为一般,<85%为较差。
(2)设备利用率:设备实际运行时间占总运行时间的比例。
考核标准:≥90%为优秀,85%89%为良好,80%84%为一般,<80%为较差。
(3)劳动生产率:人均产量或人均产值。
考核标准:高于车间平均值为优秀,达到车间平均值为良好,低于车间平均值为一般。
2. 产品质量(1)产品合格率:合格产品数量占总生产数量的比例。
考核标准:≥98%为优秀,95%97%为良好,90%94%为一般,<90%为较差。
(2)质量损失率:不合格产品数量占总生产数量的比例。
考核标准:≤2%为优秀,2%5%为良好,5%10%为一般,>10%为较差。
(3)客户满意度:客户对产品质量的满意度。
考核标准:≥90%为优秀,80%89%为良好,60%79%为一般,<60%为较差。
3. 安全生产(1)事故频率:事故发生次数与总生产时间的比例。
考核标准:≤0.5%为优秀,0.5%1%为良好,1%2%为一般,>2%为较差。
(2)事故损失率:事故损失金额占总生产成本的比例。
制样技能比武评分标准

9
10
11 全 水 样 制 作 过 程
12
13 14 15 16 17
6mm筛上煤选择合适的破碎设 备进行破碎
反复以上两步,直到全部煤样 有残留未过筛煤样扣2分 过筛 对取做全水样煤样进行一次堆掺,使 为减少水分损失,每超过一次扣1分 煤样充分混合 采用九点取样法取全水煤样 不采用九点取样法不得分。压饼厚度超过18mm最少扣1分,如过 厚酌情加扣。取样中有煤样撒落扣1分,要求在1/2半径和8/7半 径处布点,布点位置应交叉选取,如布点错误扣2分。 6mm全水煤样重量不少于1.25KG,不能高于全水瓶的3/4.重量少 于1.25KG,扣1分,高过全水瓶3/4扣1分,未贴标签扣1分
3 4 5 6
检 查 工 作
检查磅秤是否置零
待制煤样称重
不称重的扣5分,不记录的扣1分 对煤样样粒度,湿度等情况进行判断,如果粒度不大,且水分较 小可直接到6mm(此次比赛必须经过13mm过程)。如果反之应先 经过13mm筛分破碎过程。如无此过程扣1分
7
对煤样情况进行观察
制样技能比武评分标准
8 选错筛子扣1分,筛分中用手强行将大粒度煤样挤过筛子扣1分, 筛分时有煤样损失扣1分,未进行筛分直接破碎扣1分 两种方式:1、锤子。先清扫破碎场地,不清扫扣1分;锤子破碎 13mm筛上煤选择合适的破碎设 过程中煤样不得飞溅导致煤样损失,有煤样损失扣1分。铲样不 备进行破碎 彻底扣1分;2、破碎机破碎,使用破碎机前应使用煤样先清洗设 备,未清洗扣1分,未将清洗煤样倒出扣1分,倾倒煤样不完整扣 使用13mm筛子对煤样进行筛分 反复以上两步,直到全部煤样 有残留未过筛煤样扣2分 过13mm筛 (也可用合适二分器缩分,此次比赛为确保比赛选手技能全面, 指定此步使用堆锥四分法)不采用堆锥四分法缩分直接不得分。 堆掺次数少于3次,每少一次扣1分、圆台厚度不均匀扣1分,取 选择适 当的机 采用堆锥四分法对煤样进行缩 对角煤样,取错扣1分。该步要求操作快速,减少水分损失,如 操作较慢酌情扣分。最后一次筛分应两份,一份取全水样,一份 械将煤 分 制作分析煤样和化验煤样。处理错误扣2分。(因取6mm全水样, 样破碎 要求总样量不得少于3.75KG,全水煤样量不少于1.25KG。本次比 到6mm 武缩分可进行1至2次)缩分后两部分重量差不得高于正负5%,高 使用6mm筛子对煤样进行筛分 选错筛子扣1分,筛分中用手强行将大粒度煤样挤过筛子扣1分, 筛分时有煤样损失扣1分,未进行筛分直接破碎扣1分 两种方式:1、锤子。先清扫破碎场地,不清扫扣1分;锤子破碎 过程中煤样不得飞溅导致煤样损失,有煤样损失扣1分。铲样不 彻底扣1分;2、破碎机破碎,使用破碎机前应使用煤样先清洗设 备,未清洗扣1分,未将清洗煤样倒出扣1分,倾倒煤样不完整扣
铸造车间质量考核细则

冶炼班质量考核冶炼班质量考核标准,正品率必须达到99%,每提高或超过质量考核标准,同奖同罚全班工资总额的10%(月工资)1、冶炼工要根据车间主任及技术员在产品砂箱上标明的钢号和重量按照配比加入炉料和各种合金,保证钢水的化学成分符合产品牌号的要求,使得钢水出炉前,充分脱氧;如若操作者不按配比加料或操作不当,造成钢水产生脱氧不良或化学成分不对,导致产品报废者扣除当事人的吨位工资,同时负担上下道工序的计件和吨位工资。
2、浇注工在围箱时一定要做到当天围箱当天浇,不能过夜,因砂含水过多而导致型腔受潮,造成产品报废的,扣除当事人的吨位工资,同时担负上下道工序的计件和吨位工资。
3、在进行卡箱时,如发现砂箱把不能正常卡箱,不能浇注,本着谁造型,谁解决的方能浇注,同时通知车间主任,如若自作主张进行浇注,出现跑水、抬箱,造成废品,扣除当事人当月的吨位工资并担负上下道工序的计件和吨位工资。
5、挡渣工,在浇注前,必须将金属液表面渣子处理干净,方可浇注,如因挡渣工没有将渣处理干净造成铸件表面严重夹砂,每件罚款5元。
6、氧割电焊工在氧割铸件冒口时,冒口的残余量不超过2毫米,铸件复杂,氧割不能保证的情况下,用气刨,如未按要求造成氧割冒口过度不平整,违者每件罚款5元。
7、铸件表面多肉,分面型、芯头的正边毛刺要氧割干净,铸件表面的缺陷要及时割补;车间主任或质量管理员发现铸件表面没有氧割干净,通知操作者返工,如拒绝,不返工者,每次每件罚款5元。
造型班质量考核造型班的质量考核标准,正品率必须达到98%,每提高或超过质量考核标准,同奖同罚全班工资总额的10%(月工资)1、造型工在造型前必须看清图纸,按照工艺员设计的铸造工艺放好浇冒口,如若自作主张更改铸造工艺造成产品的报废,扣除当事人的计件工资,同时担负上下道工序的吨位工资。
2、在操作合箱前,要保证型腔和泥芯出气畅通,余砂清理干净;若浇注时,图型腔内的余砂没有清理干净或吊砂跨型腔和泥芯出气不通,导致冒口鼓花,造成产品报废,扣除当事人的计件工资,同时担负上下道工序的吨位工资。
技术比武实际操作项目及评分标准

一、井下机械安装工实际操作1、比赛地点:机厂。
2、竞赛方式:两人操作,分一组进行。
3、考试项目:MD155-30×3多级离心泵、底座等设备的安装工作,水泵底座、水泵的起吊运输,水泵联轴器的安装,水泵与吸排水管路的连接,水泵与电机的主轴心线找平找正,机电设备的安全间隙等工作。
4、实际操作评分标准二、井下电气安装工实际操作1、比赛地点:机厂。
2、竞赛方式:两人操作,分两组进行。
3、考试项目:安装75KW以下矿用隔爆型电机(带底座)、找平找正,安装KBZ16-200型矿用隔爆型真空馈电开关、QBZ-120/1140(660)矿用隔爆型真空电磁起动器。
开关压接电缆,安装接地线、接地极包括绝缘测试记录、开关接线腔上盖螺栓拆卸、电缆做头接线、接线腔上盖螺栓紧固。
4、评分标准三、采掘电钳工操作项目内容及评分标准1、比赛地点:机厂。
2、竞赛方式:单人操作,分两组进行。
3、考试项目:QBZ-120/1140(660)A矿用隔爆型真空电磁启动器采用3×35mm2橡套电缆接线,并故障处理。
4、采掘电钳工实际操作评分标准四、矿井维修电工操作模板及评分标准1、比赛地点:机厂。
2、竞赛方式:单人操作,绘图同时进行,操作分二组进行。
3、考核项目:可编程控制器控制三相异步电动机Y/△减压起动控制线路的配线,根据原理图绘制出PLC梯形图程序及按照完好标准配线并试机。
4、评分标准五、电焊工实际操作1、比赛地点:机厂。
2、竞赛方式:单人操作,分一组进行。
3、竞赛试题:采用单面焊双面成型,V型坡口板对接仰焊。
4、评分标准六、矿井维修钳工1、竞赛地点:机厂。
2、竞赛方式:单人操作。
5人一组,分2组进行。
3、考试项目:制作圆柱六角体。
4、评分标准七、电机车修配工实际操作1、竞赛地点:机厂。
2、竞赛方式:单人操作。
5人一组,分两组进行。
3、考试项目:查找电机车故障并修理。
4、评分标准八、矿灯管理工实际操作及评分标准1、竞赛地点:矿灯房。
技术比武比赛标准及考核评分细则表

题目:现场进行氧化铝打料,从天车挂钩挂住第一袋氧化铝计时,至第三袋氧化铝空出、从天车挂钩拿出为结束。具体评分内容及标准如下表:
项目
评分内容
评分标准
得分
备注
准备
工作
(15分)
1参赛人员必须穿戴好劳保用品
一处不符合扣5分
2天车工检查天车,供料工检查吊钩,送料工检查旋流泵来自除尘器。一处不符合扣10分
4铝粉与料斗之间距离0.8—1米。割袋期间物料不能落入料斗外,
一处不符合扣10分
5送料工在送料期间,必须按打料操作程序
一处不符合扣10分
作业时间
(25分)
因气力送料过程中,速度受风压影响较大,不规定作业标准时间
按名次分别给予25分、22分、19分、16分
合计得分
比武人员:裁判员:
计时员:
一处不符合扣5分
3天车工一定要持证上岗,行车打铃
一处不符合扣5分
作业
步骤
及标准(60分)
1吊装物按规定路线走吊运通道时,吊装物与地面不得高于30厘米 。
一处不符合扣10分
2打料前,先用手动空吹管道2~3分钟,再启动除尘系统。
一处不符合扣10分
3用天车吊起袋装氧化铝到料斗旁,由供料工割袋使氧化铝进入料斗内,每次装料3袋
技术比武比赛标准及考核评分细则表
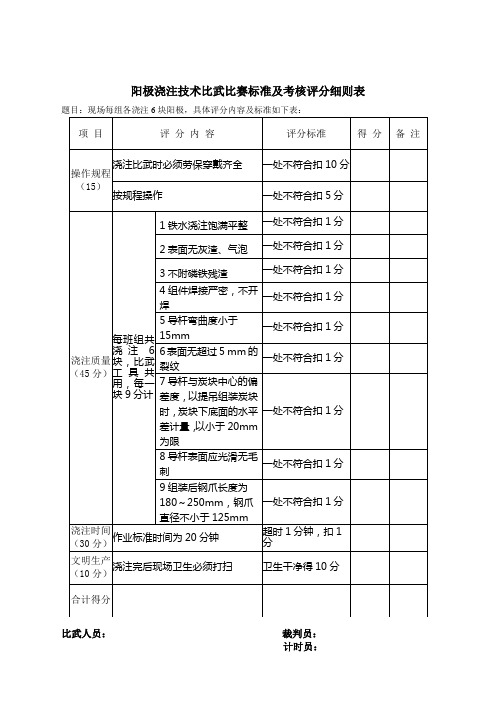
9组装后钢爪长度为180~250mm,钢爪直径不小于125mm
一处不符合扣1分
浇注时间
(30分)
作业标准时间为20分钟
超时1分钟,扣1分
文明生产
(10分)
浇注完后现场卫生必须打扫
卫生干净得10分
合计得分
比武人员:裁判员:
计时员:
阳极浇注技术比武比赛标准及考核评分细则表
题目:现场每组各浇注6块阳极,具体评分内容及标准如下表:
项目
评分内容
评分标准
得分
备注
操作规程
(15)
浇注比武时必须劳保穿戴齐全一处不符合扣10分来自按规程操作一处不符合扣5分
浇注质量(45分)
每班组共浇注6块,比武工具共用,每一块9分计
1铁水浇注饱满平整
一处不符合扣1分
2表面无灰渣、气泡
一处不符合扣1分
3不附磷铁残渣
一处不符合扣1分
4组件焊接严密,不开焊
一处不符合扣1分
5导杆弯曲度小于15mm
一处不符合扣1分
6表面无超过5 mm的裂纹
一处不符合扣1分
7导杆与炭块中心的偏差度,以提吊组装炭块时,炭块下底面的水平差计量,以小于20mm为限
一处不符合扣1分
8导杆表面应光滑无毛刺
综合的技术比武评分细则1
2012年职工职业技能技术
比武实施细则
二〇一二年六月十三日
2012年职工职业技能技术
比武实施细则
一、比赛方式
分理论考试和实际操作两部分进行。
1、理论考试
2、实际操作
二、各工种技术比武评分标准(见下表)
爆破工技术比武实际操作评分标准实施细则
瓦检工技术比武实际操作评分标准实施细则
监测监控工技术比武实际操作评分标准实施细则
安全检查工技术比武实际操作评分标准实施细则
探水工技术比武评分标准
电钳工技术比武评分标准
备注:参赛者于赛前15分钟都穿戴好衣服矿帽等、背工具准备进入赛场每组比赛以30分钟为限,每减少一分钟加一分,每增加一分钟扣一分。
煤业主提升司机技术比武评分标准
备注:每组比赛以20分钟为限,每减少一分钟加一分,每增加一分钟扣一分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计时员:
每出现一次扣0.5分(共计6分)
5每捆钢带打紧,打好后,用手拉动钢带,钢带变形不应超过1cm。
每出现一次扣0.5分(共计6分)
安全要求
(8分)
作业过程中不出现违章现象
每出现一次违章作业扣2分(共计8分)
生产时间
(20分)
生产12捆铝锭,在58分钟内完成,设备影响时间不计入比赛时间。
超1分钟扣1分
合计得分
4铸模内涂好脱模剂,并预热烘烤
一处不符合扣3分
5预热好分配器
一处不符合扣2分
6扒干净炉内浮渣
一处不符合扣3分
生产
步骤
及标准(20分)
1利用钎子打开炉眼,利用炉眼塞子调整好铝液流量
一处不符合扣2分
2升起铸造机船形溜槽
一处不符合扣3分
3根据铝液流量控制好铸机速度
一处不符合扣2分
4打开冷却水阀门,对铝锭进行冷却
一处不符合扣3分
5利用打渣铲将铝锭表面浮渣、气泡、飞边打出
一处不符合扣2分
6安排专人看护铸造机接收臂处,如有异常情况及时处理
一处不符合扣3分
7专人在冷却机处检测铝锭大小
一处不符合扣2分
8操作堆垛机进行堆垛,要求每块铝锭上下左右必须交叉好,不允气动打包机进行打包,具体要求见铝锭质量一览
铝锭铸造技术比武比赛标准及考核评分细则表
题目:现场进行铝锭铸造,从铝水流出炉眼计时,至12捆铝锭全部打捆为止,具体评分内容及评分标准见下表。
项目
评分内容
评分标准
得分
备注
准备
工作
(16分)
1劳保穿戴齐全
一处不符合扣3分
2确认铝水品位符合标准
一处不符合扣2分
3准备好操作工具,作业前工具必须进行预热
一处不符合扣3分
铝锭
质量
(36分)
1每捆铝锭重量为1080±25kg
重量超出范围每捆扣1分(共计12分)
2铝锭表面应光滑无夹渣、气泡、飞边等质量缺陷
每出现一次质量缺陷扣0.5分(共计6分)
3每捆铝锭摆放整齐,每块铝锭间隙不超过1cm
每出现一处扣0.5分(共计6分)
4每捆铝锭采用4根钢带“#”字形打包,钢带必须卡在钢带槽内,钢带扣位置,同方向的两个钢带扣形成的直线与铝锭捆外沿平行