工装和检具清单
公司工装、模具、夹具、检具管理办法-公文写作

公司工装、模具、夹具、检具管理办法企业工作服、模貝、工装夹具、工装夹具管理条例提升企业各阶段工作服、模貝、工装夹具、工装夹具的管理方法,确保工模工装夹具、工装夹具的一切正常应用,保证生产制造顺利井然有序开展,避免工模貝等乱投、随意处理及丢失等造成的资产消耗,特制订本管理条例。
二、范畴适用市场销售开发公司、生产制造部、质管部、金工生产车间各阶段投制、应用的工作服、模貝、工装夹具、工装夹具的管理方法。
三、岗位职责1、开发设计科承担全新升级开发设计的成套设备工作服、模貝、工装夹具、工装夹具或继承商品需要的零星单件的投制及工程验收。
2、生产制造部承担全部工作服、模貝、工装夹具的应用、标志、存放、台账备案及盘点工作中(包含外企业投制的本企业应用的工模工装夹具,相同)。
3、质管部承担全部工装夹具的应用、标志、存放、台账备案及盘点工作中(包含外企业投制的本企业应用的工装夹具,相同)。
4、金工生产车间承担严苛依照工程图纸规定制做工作服、模貝、工装夹具、工装夹具及零星件,没经设计师容许不可随便变更工程图纸。
5、财务部承担对本企业投制的使用价值在一千元之上的工作服、模貝、工装夹具、工装夹具创建台账帐本开展管理方法,对外开放企业投制的全部工模工装夹具、工装夹具创建帐本开展管理方法。
四、程序流程(一)、台账创建1、生产制造部、质管一部分别对全部工作服、模貝、工装夹具及工装夹具创建台账,台账主要内容包含产品名字、编号、使用价值、付数、设计方案人、同用标志、交付使用日期、毁坏损毁日期、应用限期,对新制做的工作服、模貝、工装夹具、工装夹具应立即上帐,并将升级台账发送至在网上,便于各单位查看及掌握。
早期台账的健全工作中于三月十五日前进行。
2、财务部依据生产制造部、质管部健全的台账,创建企业使用价值在一千元之上的工作服、模貝、工装夹具、工装夹具的原始台账帐本。
该项工作中于三月二十日前进行。
增加工作服、模貝、工装夹具、工装夹具依据金工生产车间出示的“移交清单”上帐。
8.5.1.6 生产工装及制造、试验、检验工装和设备的管理-IATF16949条款解读

8 运行8.5生产服务提供8.5.1.6生产工装及制造、试验、检验工装和设备的管理组织应针对生产和服务材料和散装材料(如适用),为工具、量具的设计、制造和验证活动提供资源。
组织应建立并实施生产工装管理体系,不管归组织或顾客所有,其中包括:a)维护、维修设施与人员;b)存储与修复;c)工装准备;d)易损工具的工具更换方案;e)工具设计修改的文件,包括产品的工程变更等级;f)工具的修改和文件的修订;g)工具标识,例如:序列号或资产编号;状态,如生产、修理或废弃;所有权;以及位置。
组织应验证顾客拥有的工具、制造设备和试验/检验设备是在明显的位置永久标记的,以便能够确定工具或设备的所有权和用途。
如果任何工作被外包,组织应实施监视这些活动的系统。
8 Operation8. 5 Production and service provision8. 5.1.6 Management of production tooling andmanufacturing, test, inspection tooling andequipmentThe organization shall provide resources for tool and gauge design, fabrication, and verification activities for production and service materials and for bulk materials, as applicable.The organization shall establish and implement a system for production tooling management, whether owned by the organization or the customer,including:a)maintenance and repair facilities and personnel;b)storage and recovery;c)set-up;d)tool-change programmes for perishable tools;e)tool design modification documentation,including engineering change level of the product;f)tool modification and revision to documentation;g)Tool identification, such as serial or asset number; the status, such as production, repair or disposal; ownership;and location.The organization shall verify that customer-owned tools, manufacturing equipment, and test/inspection equipment arepermanently marked in a visible location so that the ownership and application of each item can be determined.The organization shall implement a system to monitor these activities if any work is outsourced.(1)工装主要包括模具、刀具、治具、夹具、检具。
设备模具检具清单
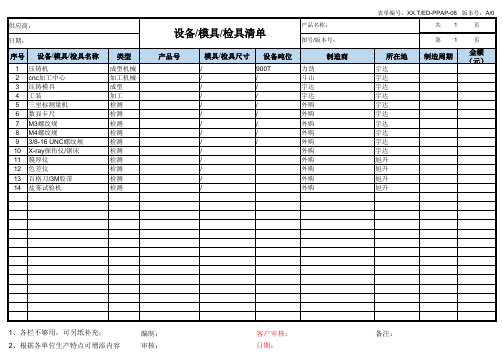
设备/模具/检具清单
产品名称; 图号/版本号:
产品号
模具/检具尺寸 设备吨位
/
900T
力劲
/
/
斗山
/
/
宇达
/
/
宇达
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
/
外购
/
外购
/
外购
/
外购
表单编号:XX.T/ED-PPAP-08 版本号:A/0
共1
页
所在地
宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 宇达 旭升 旭升 旭升 旭升
供应商:
日期:
序号 设备/模具/检具名称
1 压铸机 2 cnc加工中心 3 压铸模具 4 工装 5 三坐标测量机 6 数显卡尺 7 M3螺纹规 8 M4螺纹规 9 3/8-16 UNC螺纹规 10 X-ray探伤仪/锯床 11 膜厚仪 12 色差仪 13 百格刀/3M胶带 14 盐雾试验机
类型
成型机械 加工机械 成型 加工 检测 检测 检测 检测 检测 检测 检测 检测 检测 检测
第1
制造周期
页
金额 (元)
1、各栏不够用,可另纸补充; 2、根据各单位生产特点可增添内容
编制: 审核:
客户审核: 日期:
备注:
工艺文件管理办法

工艺文件管理办法2010—XX—XX 发布2010-XX—XX 实施工艺文件管理办法1.主题内容与适用范围本标准规定了东风(十堰)特种车身有限公司工艺文件的管理.本标准适用于东风(十堰)特种车身有限公司技术工艺类文件的管理。
2.定义2.1本标准所述工艺文件定义为:用于指导公司车身总成生产的技术性文件。
2。
1.1本标准所述工艺文件通常包括但不限于如下文件:车型零件清单、工艺流程图、工艺平面布置图、产品物料清单、PFMEA、控制计划、工艺卡(作业指导书)、检验卡、工装检具清单、工艺路线清单、试制通知单、采购技术条件、检测设备操作规程、实验方法规程、工艺技术问题通知单、工艺更改申请单、工艺更改通知单、夹具调整通知单、技术协议等。
2.2本标准所述工艺文件使用单位是指:需要依据某一工艺文件所描述的内容开展自身工作的公司各职能部门和单位.3.职责要求3.1技术部产品、工艺工程师及分厂工艺质量主管负责工艺文件的编制工作。
3.2技术部资料室负责工艺文件的存档、登记、发放及回收等管理工作。
登记内容要包含文件名称、文件编号、版次号、日期、发放使用单位等,以确保工艺文件受控。
3.3技术部负责对工艺文件的更改提出申请和实施.具体要求可参见《工程变更管理办法及实施细则》2890 DSK n XX-XXX—2010。
3.4各工艺文件使用单位依据工艺文件使用过程的完整性、一致性、有效性、清晰性、方便性、严肃性等要求负责对工艺文件进行及时签收、正确实用、妥善保管。
使用中发现问题依据本办法要求进行信息反馈。
4.工作流程4.1工艺文件的编制4.1.1工艺文件的编制要依据产品设计、TS/16949标准及公司程序文件《工艺设计管理程序》等要求开展工作。
同时,结合公司现状和各使用单位职能,编制的文件要求:内容明确易懂,格式使用方便,可操作性较强.如:尽量使用图示化描述,电子文件格式是用word或excel 或其他应尽量由使用单位确定。
4.1.2工艺文件的编制应确保其一致性、完整性、有效性、适宜性、正确性。
APQP注意项
APQP重要注意事项项目管理部计划和确定项目(第一阶段)注意项:1、市场部的三清单:客户联系清单、顾客财产清单、顾客提供技术资料清单(要全:2D/3D图、技术规范、标准指标等)(顾客无要求由我方设计请写出);两报告:制造可行性分析报告、市场分析报告务必要在立项前提供,否则研发系统不签字;2、研发部的一清单:提炼出的顾客要求清单;三初始:初始特殊特性清单、初始零件(材料)清单、初始过程流程图在启动会议之前是必须的;3、在启动会议前三目标:设计目标、质量目标、成本目标必须出来,否则不开会。
产品设计和开发(第二阶段)注意项:主管设计:1、DFMEA:关系框图一定要在DFMEA前;DFMEA一定要在出样件图前完成初稿;关系框图、DFMEA与样件图可以一起存档,但一定不能晚于样件图存档;DFMEA是一个长期过程,一定要在试生产期间更新一稿;DFMEA理解不好,要深入培训;2、技术规范一定不等同于试验规范或试验任务书;一定要有;3、特殊特性清单一定要有;必要时请顾客签字;它是一切研发开始的基础;4、材料复验项目表一定要做,材料是项目开发的重要项;5、请务必将样件设计图与设计资料早于大多数工艺资料存档,设计要求是工艺开发的来源;6、试验起码要做两次:工装样件出来后为验证设计一次;试生产完后提交PPAP(生产件批准)前一次。
主管工艺:1、六大清单(工艺规程清单、配套表、工艺分工表、材料消耗定额表、工艺装备清单、清单检具清单)一定要早于样件过程流程图、样件控制计划出来,清单对项目经理、采购、试验室、财务、工厂等部门太重要了,请引起足够重视!2、PFMEA:PFMEA一定是基于特殊特性清单与DFMEA编制的;PFMEA一定要在出样件控制计划前完成初稿;PFMEA与样件控制计划可以一起存档,但一定不能晚于样件控制计划存档;PFMEA是一个长期过程,一定要在试生产期间更新一稿;PFMEA理解不好,要深入培训;3、顾客特殊特性要求一定要与PFMEA、控制计划串起来,反映在其中;各方审核一定会关联起来查,千万请研发部内部做好相关专业培训!4、控制计划一定是三阶段:样件、试生产、批生产;三者一定有区别,样件、试生产控制计划一定很不一样;控制计划是一门专门学科,研发部理解不好,要深入培训。
工装模具检具管理制度
工装模具检具管理制度为保证生产制造的质量和效率,强化工装模具和检具的管理,制定本《工装模具检具管理制度》。
一、基本原则1. 规范化管理:设置专门的管理岗位,建立工装模具和检具档案,并按照规范化的流程管理。
2. 合理使用:根据不同的生产需求,合理配置和使用工装模具和检具,避免浪费和不必要的损耗。
3. 严格保养:维护好工装模具和检具,及时清洗、保养和维修,保证使用寿命和精度。
二、工装模具管理1. 建立档案:对每一套工装模具都建立档案,包括模具名称、规格、型号、制造厂商、保管地点等信息,并编制管理台账。
2. 购置与报废:工装模具的购置需由负责人提出申请,并进行相应的技术评审。
报废的工装模具需进行记录,不得随意丢弃或出售。
3. 使用和保养:工装模具的使用必须经过严格检验,在生产过程中严格按照规范操作。
保养时要注意清洁、润滑、防止撞击等。
4. 维修和更换:发现工装模具有损坏或异常现象,应及时停机检查并进行维修或更换。
5. 盘点与清点:定期进行工装模具的盘点和清点,确保工装模具处于完好状态。
三、检具管理1. 建立档案:每一个检具都要建立档案,标明检具名称、规格、类型、编号、使用范围等信息,并编制管理台账。
2. 购置与报废:检具的购置同样需要经过严格的技术评审和审批程序。
报废的检具需记录并送至废品回收处处置。
3. 使用和保养:使用检具时必须正确使用,并注意保养和维护工作,包括保持清洁、防止损坏和丢失。
4. 维修和更换:发现检具有损坏或异常现象时,应及时停止使用并送至维修部门处理。
5. 盘点与清点:检具需要定期清点和盘点,确保检具处于正常使用状态,并及时更新检具清单。
四、管理人员职责1. 设立专门岗位:负责工装模具和检具管理的岗位应该配备专门的人员,负责工装模具和检具的购置、保养、盘点和更换等工作。
2. 制定管理制度:管理人员应制定严格的管理制度,设立检查制度和考核标准,确保工装模具和检具的合理使用。
3. 定期培训:管理人员需要定期对操作人员进行培训,教授正确的使用和保养方法,提高操作人员的技能和管理水平。
工装及自制检具管理程序

文 件 编 号 页 次 第1页 共11页
版 本/修 订 号
A/0
生 效 日 期
2020-3-1
条 款 号 7.5.1.5
合格
不合格
合格
顾客同意
工装设计 工装制作
产品检验 工装批准生产 工装试产
工装更改通知
工装试产记录
工装移交
工装建账 产品检验
报 废
工装使用
工装使用记录
维修记录 不合格
工
装
过 程 流 程
图
文 件 编 号 页 次 第2页 共11页
版 本/修 订 号 A/0
生 效 日 期
2020-3-1
条 款 号 7.5.1.5
自制检具制作 自制检具检测 自制检具程序
自制检具登记
检 验
继续使用
自制检具使用
自制检具设计
报 废
注 销 使用次数记录
领用登记
不合格
合格
自 制 检 具 过 程 流 程 图。
工装(检具)点检

车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。