厚度的测量及偏差的计算方法
1-4.尺寸和外形测定法@

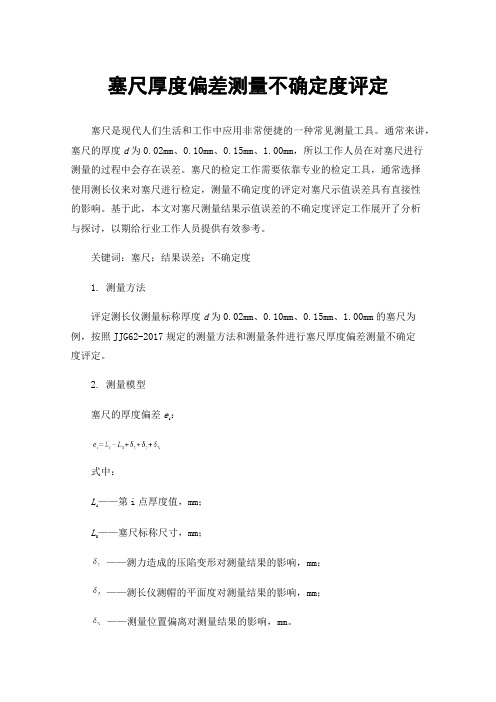
上测量浪高。 1.4. 波浪长度测量工具采用卷尺或钢尺,
尺寸起始基准点用 100mm 刻度线。 实际长度=测量读数-100mm 1.5. 浪高测量: 用锥形尺测量钢板最大变形部位的下 表面与检测平尺之间的距离直接读出 浪高 h 。
浪高
h
边部浪形尺寸测量方法 L 0 浪长
定义测量长度 L
镰刀弯示意图
编制:何宁
第 3 页/共 10 页
审核:杨兴亮
6. 钢板和钢带的不平度测定方法
技术说明
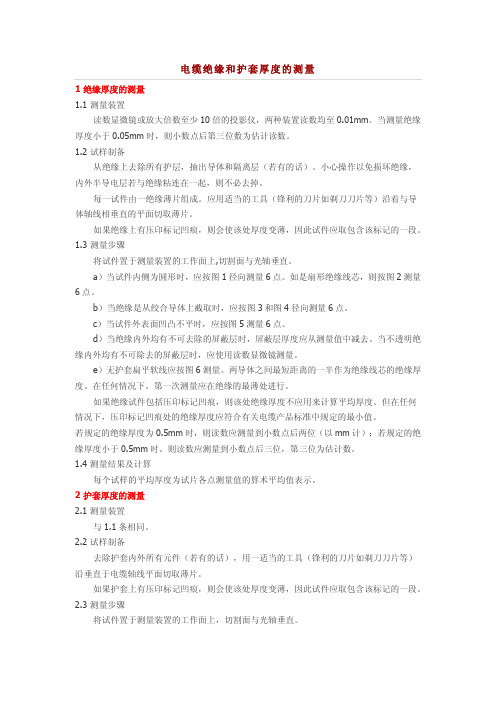
不平度测定法示意图
h
浪高
H
1. 不平度浪形尺寸的测量方法见右图:
浪形尺寸测量方法
1.1. 离线检查在检测平台上测量。 1.2.钢板和钢带在线取样后对取样样板
Lo
浪长
进行测量。
1.3. 钢板可以直接取成品板进行测量。 1.4. 波浪长度测量工具采用卷尺或钢尺,
计算公式:h=H-t
2. 常用公式:
平直度计算公式,单位 I。
平直度= × h 2 ×105 (I) 4 Lo
急峻度计算公式,单位%。
急峻度= h ×100%
式中:h-浪高 mm,L o-浪长 mm
Lo
中浪
边浪
1 / 4浪 (M 形)
中浪+边浪 (W 形)
编制:何宁
第 4 页/共 10 页
编制:何宁
第 7 页/共 10 页
审核:杨兴亮
8. 堆垛偏差测定法
技术说明
堆垛的常规测量方法见右图: 1. 在线检查以直尺或角尺类量具的测
量边作为测量基准线。 2. 单张错层:
- 用锥形尺测量钢板单张错层的最 大值 δ 。
厚度测量开口方案

厚度测量开口方案
方案简介
本方案旨在提供一种有效和简单的方法,用于测量物体的厚度。
该方案适用于需要精确测量厚度的各种场景,如材料制造、建筑工
程等领域。
测量工具和材料
- 卷尺
- 记录表格或软件
测量步骤
1. 准备工作
- 确保测量对象表面干净且没有任何杂物。
- 准备好卷尺和记录表格或软件。
2. 定位测量点
- 根据需要测量的区域,在物体上选择一个适合的测量点。
3. 开口测量
- 将卷尺打开,并将其一端对准测量点。
- 将卷尺的另一端轻轻夹紧物体,以确保卷尺与物体间没有空隙。
- 读取卷尺上标示的厚度数值。
4. 记录数据
- 将测量结果记录在表格或软件中。
- 如需重复测量其他点位,请重复步骤 2-4。
注意事项
- 在测量过程中要保持稳定,尽量避免卷尺移动或抖动。
- 如果测量的是柔软材料,可以使用夹子或其他固定工具来确保卷尺与物体间的紧密接触。
结论
该厚度测量开口方案简单易行,并适用于各种情景。
它提供了一种便捷和准确测量物体厚度的方法,可以有效地应用于不同行业和领域。
在实际操作中,请根据具体需求和材料特性进行调整和优化。
塞尺厚度偏差测量不确定度评定
塞尺厚度偏差测量不确定度评定塞尺是现代人们生活和工作中应用非常便捷的一种常见测量工具。
通常来讲,塞尺的厚度d为0.02mm、0.10mm、0.15mm、1.00mm,所以工作人员在对塞尺进行测量的过程中会存在误差。
塞尺的检定工作需要依靠专业的检定工具,通常选择使用测长仪来对塞尺进行检定,测量不确定度的评定对塞尺示值误差具有直接性的影响。
基于此,本文对塞尺测量结果示值误差的不确定度评定工作展开了分析与探讨,以期给行业工作人员提供有效参考。
关键词:塞尺;结果误差;不确定度1. 测量方法评定测长仪测量标称厚度d为0.02mm、0.10mm、0.15mm、1.00mm的塞尺为例,按照JJG62-2017规定的测量方法和测量条件进行塞尺厚度偏差测量不确定度评定。
2. 测量模型:塞尺的厚度偏差ei式中:L——第i点厚度值,mm;iL——塞尺标称尺寸,mm;——测力造成的压陷变形对测量结果的影响,mm;——测长仪测帽的平面度对测量结果的影响,mm;——测量位置偏离对测量结果的影响,mm。
3. 不确定度传播公式评定的不确定度分量由测长仪示值误差、测量重复性、测力造成的压陷变形、测长仪测帽的平面度、测量位置偏离影响组成,考虑各分量彼此独立,得:;;;;用u1,u2,u3,u4,u5分别表示Li,L,,,的标准不确定度。
则4. 分量的标准不确定度评定4.1测量重复性引入的标准不确定度分量u1对塞尺不同厚度尺寸分别进行了10次重复性测量,依次得到标准偏差为0.13μm (0.02 mm厚度塞尺),0.14μm (0.10 mm厚度塞尺),0.14μm (0.15 mm厚度塞尺),0.16μm (1.00mm厚度塞尺)。
则u1=0.13μm (d=0.02mm)u1=0.14μm (d=0.10mm)u1=0.14μm (d=0.15mm)u1=0.16μm (d=1.00mm)4.2 测长仪引入的标准不确定度分量u2测长仪示值误差测量结果的扩展不确定度为±0.3μm,由仪器最大允许误差导致的不确定度为矩形分布,包含因子为,则u2=0.3μm/=0.17μm4.3 测力造成的压陷变形引入的标准不确定度分量u3测量时,塞尺的一面与平测帽接触,由于是平面对平面的运触,变形量可以忽略不计;另一面是球测帽与塞尺的平面接触,变形量不能忽略。
钢筋保护层厚度测量结果的不确定度评定

钢筋保护层厚度测量结果的不确定度评定1 试验原理和过程1.1 钢筋保护层厚度定义:被测钢筋外边缘至混凝土表面的最短距离。
1.2 钢筋保护层厚度检测依据:《混凝土结构施工质量验收规范》GB50204-2015 附录E 结构实体钢筋保护层厚度检验,评定依据为《测量不确定度评定与表示》JJF1059.1-2012,参考《钢筋保护层、楼板厚度测量仪校准规范》JJF1224-2009。
1.3 测试对象:试件规格为钢筋保护层厚度为40mm,钢筋规格为直径16mm、HRB400 级螺纹钢筋。
1.4 测量设备:HILTI 的P S200S 型钢筋探测定仪。
1.5 测试过程:按照设备使用说明对钢筋探测定仪进行设置和初始化。
对试件保护层厚度进行测量。
2 钢筋保护层厚度测量结果的不确定度评定的数学模型数学模型:仪器示值h 与试块的实际值h a 之差,即为测量误差Δ。
Δ=h - h a (H-1)式中:h——测量仪器显示厚度值,mm;h a——试块实际厚度值,mm;Δ——保护层厚度测量仪误差,mm。
3 灵敏系数和合成标准不确定度公式由于h与h a 彼此独立,不相关,所以合成标准不确定度u c 计算公式可由计算合成标准不确定度的通用公式简化为:其中:灵敏度系数为C i 分别为:C1= ∂∆ / ∂h =1 (H-3)C2= ∂∆ / ∂h a =-1 (H-4)即:合成标准不确定度u c 为:4 不确定度来源分析合成标准不确定度u c 主要由“与钢筋探测仪相关的不确定度u(h)”和“与试块相关的不确定度u(h a)”构成。
u(h)由u(h1)、u(h2)、u(h3),3 个不确定度分量组成。
其中:u(h1):测量重复性引入的的不确定度分量;u(h2):钢筋探测仪分辨力引入的不确定度分量;u(h3):钢筋探测仪示值误差引入的不确定度分量。
u(h a1)由u(h a),1 个不确定度分量组成。
u(h a):钢筋直径尺寸偏差引入的不确定度分量。
钢板厚度允许偏差规范

测量方法的确定
测量设备的选择:根据钢板厚度 和精度要求选择合适的测量设备, 如千分尺、测厚仪等。
测量环境的要求:确保测量环境 温度、湿度等参数符合标准要求, 以减小测量误差。
添加标题
添加标题
添加标题
添加标题
测量点的分布:在钢板的不同位 置选取多个测量点,以获取更准 确的测量结果。
钢板厚度允许 偏差的合格判 定应考虑钢板 用途和加工要
求。
钢板厚度允许 偏差的合格判 定应由专业人 员或第三方机
构进行。
不合格品的处理
返工:对不合格品进行修复或加工,使其满足要求 降级:降低不合格品的等级,以满足较低的要求 报废:对无法修复或降级的不合格品进行报废处理 退货:对不符合要求的产品,与供应商协商退货事宜
钢板厚度允许偏差的表示方法:采用符号“+”和“-”表示上偏差和下 偏差,例如:+0.8mm表示上偏差为0.8mm,-0.5mm表示下偏差为 0.5mm。
钢板厚度偏差的表示方法
01
钢板厚度偏差的表示方法:采用上偏差和下偏差的方式表示钢 板厚度的允许偏差
03
下偏差:钢板实际厚度小于标准厚度的差值
02
上偏差:钢板实际厚度大于标准厚度的差值
THEME TEMPLATE
20XX/01/01
汐学院
钢板厚度允许 偏差规范
单击此处添加副标题
汇报人:汐
目录
CONTENTS
钢板厚度允许偏差的定义 钢板厚度允许偏差的标准 钢板厚度允许偏差的应用 钢板厚度允许偏差的检测方法 钢板厚度允许偏差的合格判定
钢板厚度允许偏差的定义
章节副标题
电缆绝缘和护套厚度的测量
电缆绝缘和护套厚度的测量1 绝缘厚度的测量1.1 测量装置读数显微镜或放大倍数至少10倍的投影仪,两种装置读数均至0.01mm。
当测量绝缘厚度小于0.05mm时,则小数点后第三位数为估计读数。
1.2 试样制备从绝缘上去除所有护层,抽出导体和隔离层(若有的话)。
小心操作以免损坏绝缘,内外半导电层若与绝缘粘连在一起,则不必去掉。
每一试件由一绝缘薄片组成。
应用适当的工具(锋利的刀片如剃刀刀片等)沿着与导体轴线相垂直的平面切取薄片。
如果绝缘上有压印标记凹痕,则会使该处厚度变薄,因此试件应取包含该标记的一段。
1.3 测量步骤将试件置于测量装置的工作面上,切割面与光轴垂直。
a)当试件内侧为圆形时,应按图1径向测量6点。
如是扇形绝缘线芯,则按图2测量6点。
b)当绝缘是从绞合导体上截取时,应按图3和图4径向测量6点。
c)当试件外表面凹凸不平时,应按图5测量6点。
d)当绝缘内外均有不可去除的屏蔽层时,屏蔽层厚度应从测量值中减去。
当不透明绝缘内外均有不可除去的屏蔽层时,应使用读数显微镜测量。
e)无护套扁平软线应按图6测量。
两导体之间最短距离的一半作为绝缘线芯的绝缘厚度。
在任何情况下。
第一次测量应在绝缘的最薄处进行。
如果绝缘试件包括压印标记凹痕,则该处绝缘厚度不应用来计算平均厚度。
但在任何情况下,压印标记凹痕处的绝缘厚度应符合有关电缆产品标准中规定的最小值。
若规定的绝缘厚度为0.5mm时,则读数应测量到小数点后两位(以mm计);若规定的绝缘厚度小于0.5mm时。
则读数应测量到小数点后三位,第三位为估计数。
1.4 测量结果及计算每个试样的平均厚度为试片各点测量值的算术平均值表示。
2 护套厚度的测量2.1 测量装置与1.1条相同。
2.2 试样制备去除护套内外所有元件(若有的话),用一适当的工具(锋利的刀片如剃刀刀片等)沿垂直于电缆轴线平面切取薄片。
如果护套上有压印标记凹痕,则会使该处厚度变薄,因此试件应取包含该标记的一段。
纸和纸板厚度的测定法
纸和纸板厚度的测定法paper and board-Determination of thicknessGB/T451.3-1989本标准等效采用ISO438《纸--层积厚度和紧度的测定》和ISO543《纸和纸板--单层厚度的测定以及纸板紧度的计算方法》。
1 主题内容与适用范围本标准规定了纸和纸板厚度的测定方法。
本标准适用于各种单层或多层纸及纸板,不适用于瓦楞纸板,这种纸板的厚度采用GB/T6547《瓦楞纸板厚度的测定方法》进行测定。
2 引用标准GB/T450 纸和纸板试样的采取GB/T451.2 纸和纸板定量的测定法GB/T10739 纸浆、纸和纸板试样处理和试验的标准大气3 术语厚度纸和纸板在两测量板间受一定压力下直接测量的厚度,其结果以mm 表示。
根据纸的厚、薄可采取多层测量或单层测量,以单层测量的结果表示纸的厚度。
4 仪器4.1 测微计该仪器装有两个互相平行的圆形受压面。
可以将纸放入两受压面间进行测量。
测量过程中受压面间的压力应符合表1的数据,采用恒定荷重的办法以便确保两平面间的压力均匀,偏差在规定范围内。
表1 受压测量面间的压力特殊纸与纸板按产品标准要求可采用其他压力进行测定。
两个测量面组成测微计的整体,也就是一个测量面被固定,另一个测量面能沿其垂直方向移动。
其中一个测量面直径为16.0+0.5mm,另一个测量面的直径不小于此值,这样在测厚度时受压测量面积为200当测微计的读数为零时,较小的测量面的整个平面应与较大测量面完全接触。
测微计的性能要求,按附录指定的方法进行校核,测微计要完全符合表1和表2的要求。
2 测微计的性能要求表相应为测微计全量程的10%,30%,50%,70%和90%值,每个块规精确到1 5 取样按GB/T450取样。
6 温湿处理按GB/T10739进行温湿处理及测定。
7 试样的制备从样品中随机取出20或多于20个试样,不得从同一张样中取出多于2个试样。
在标准大气条件下进行试样准备,试样将在这样条件下进行处理。
钢筋保护层厚度检测操作规程

2超过校准有效期限;
3检测数据异常,无法进行调整;
4经过维修或更换主要零配件(如探头、天线等)。
3、电磁感应法钢筋探测仪检测技术与方法
(1)检测前应根据检测结构构件所采用的混凝土,对电磁感应法钢筋探测仪进行校准,校准方法见附录。应对钢筋探测仪进行预热和调零,调零时探头应远离金属物体。在检测过程中,应检测钢筋探测仪的零点状态。
A.2.2钢筋保护层检测误差,在保护层厚度值为10~60mm范围内应小于±1mm。
A.2.3对于具有钢筋直径检测功能的数显仪器,直径检测误差应小于±2mm。
A.3 校准步骤
A.3.1校准过程中应始终确保仪器供电电压稳定、电源充足,并使外界的电磁干扰降到最小。
A.3.2在试件各测试表面标记出钢筋的实际轴线位置,用游标卡尺量测钢筋两外露端面在各测试面上的实际保护层厚度值,取其平均值,精确至0.1mm,并量测钢筋直径,精确至0.1mm。
钢筋位置以及保护层厚度检测
一、总则
1、为加强混凝土结构工程施工质量,统一混凝土内部钢筋位置和钢筋保护层厚度检测方法,提高各检测单位检测精度,采用混凝土内部钢筋保护层厚度检测依据标准为《混凝土结构工程施工质量验收规范》(GB50204-2002)附录E:结构实体钢筋保护层厚度检验以及《混凝土中钢筋检测技术规程》(JGJ/T 152-2008)。
2、仪器性能要求
(1)仪器应具有产品合格证,并在仪器的明显位置上具有唯一性标识,包括名称、型号、出厂编号等。
(2)仪器应定期进行校准,当混凝土保护层的厚度为10~50mm时,混凝土保护层厚度检测的允许误差为±1mm,钢筋间距检测的允许误差为±3mm,正常情况下,仪器校准有效期一般为一年。
(3)发生下列情况之一时,应对仪器进行校准: