工艺讲座1
讲座-1-45-1 一般目视学习文档
总结
3. 工作区域的确定 工作区域及接近盖板的查找可参考AMM06-30,AMM0640
例:工作区域
例:接近盖板
11
总结 4.缺陷的处理流程
如果发现任何不正常现象:缺陷、裂纹或腐蚀等, 及时报告检验员开NRC,并通知工程师。
12
谢谢!
ME专业一级工卡培训-一般目视(GV)类
航线维修部 2016.08
1
课程内容:
一、概述 1.定义 2.工卡类型对比
二、工卡清单 三、典型工卡 四、总结
目录
2
概述
定义:
工作类型GV:对应MPD工作类型GVI
GVI: 一般目视检查,目视检查以发现明显不能满足要求的缺陷。
������ GVI = INSPECTION - GENERAL VISUAL - A visual examination that will detect obvious unsatisfactory conditions
3
工卡类型对比:
概述
对比项
类型
工卡级别
检查目的
检查内容
工具设备
一般目视检查
详细检查
I级
II级
发现明显的指定
状况进行检查,
安装状况,细节等进
行检查
无需特殊工具,通常 根据工卡内容,可能
只需要灯光,反光镜, 使用到放大镜,量具,
布。
专用工具
4
工卡清单 工卡清单:
总结
8
总结 1.工卡特性
(1)一般目视针对指定工作区域内工作者可见范围 内飞机的状况进行检查 (2)工作者需对可见范围内机械部件,电气部件, 电子部件及飞机结构的状况进行检查,发现明显存在 的缺陷
现代滤波器设计讲座(1腔体耦合滤波器综合技术)

P S11 S12 1 F [S ] n S S P ( 1) F E 21 22
其中,n是谐振腔个数。E、P和F是以s j 为 复变量的多项式。 是归一化频率。
滤波器的传输零点
滤波器的传输系数:
PN ( s) S21 ( s) EN ( s )
椭圆函数型滤波器(续)
其中,M和N是常数。1 0 1 1 和 s (s 1) 是一些重要的频率点。 带内、带外都具有等波纹特性。传输零点不再仅 局限于 在截止频率范围有一定分布。 传输极点全部在虚轴左侧:
s j
广义切比雪夫型滤波器
广义切比雪夫(General Chebyshev)滤波函数: 1 2 S21 ( s) 2 1 2 CN ( s)
不同类型滤波器可调范围比较
现代滤波器设计讲座(一)
腔体滤波器的基本理论
电子科技大学 贾宝富 博士
腔体耦合滤波器设计的基本思路
从集中参数低通 原型出发,经过 频率变换获得集 中参数电路模型。 然后用不同的结 构去实现。 由耦合矩阵出发 设计腔体耦合滤 波器。
耦合腔体网络的低通模型
m1, n mi ,n 1
m1,i
mi , j
mi ,n 1
mi , n
i1
1H (1)
1/2H 1/2H (2)
1/2H 1/2H (i)
1/2H 1/2H (j)
1/2H 1/2H ( n-1 )
1H (n)
iN
m1,2
m2,i
m2, j
m j ,n 1 m2,n 1 m2, n
mn1,n
注水油气田开发相关讲座1(注水系统与水源水质)

工艺流程:
来水进站
计量
水质处理
储水罐
泵出
1.4注水系统
注水站的主要设施:
储水罐:具有储备作用、缓冲作用、分离作用 高压泵组:给注入水增压
流量计:计量水量 分水器:将高压水分配给各配水间
注水站的规模主要依据管辖范围内注水井的总日注量。
日注水量:Qw
BC
Qo
Bo
o
1
fw
fw
注 注入方式 水 方 式 注水要求
正注:油管注入 反注:套管注入 合注:笼统注水 分注:分层注水
1.2、水质要求
注水水质基本要求:
(1)在运行条件下注入水不应结垢; (2)注入水对水处理设备、注水设备和输水管线腐蚀 性要小; (3)注入水不应携带超标悬浮物、有机淤泥和油; (4)注入水注入油层后,不使粘土发生膨胀和移动; (5)如果油田含油污水与其他供给水(如地下水、地 面污水和地面水等)混注时,必需具备完全的可混性,否 则必须进行必要的处理后方可混注; (6)考虑到油藏孔隙结构和喉道直径,要严格控制水 中固体颗粒的粒径。
对于高渗地层水行深度处理,以除去更细的固 体颗粒。
1.3、注入水处理技术
4.采出污水处理
污水回注优点: ① 污水中含表面活性物质,能提高洗油能力; ② 高矿化度污水回注后,不会使粘土颗粒膨胀而降低渗透率;③ 污 水回注保护了环境,提高了水的利用率。
1.地面淡水:江河水、湖泊水、水库水
优点:矿化度低,廉价。 缺点:水质随着季节变化很大、高含氧高,江河水携带大量悬浮物 和各种微生物。
2.海水
高含氧和盐、腐蚀性强、悬浮的固体颗粒随季节变化大,一般在海 底钻浅井,过滤机械杂质。
1、保护渣基本知识讲座
2022/1/21
第11页,共62页。
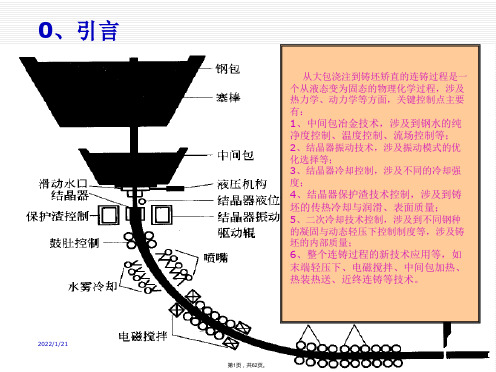
3、保护渣的成分组成及其作用
1、基料:保护渣的理化性能如 熔化温度、粘度等与其化学成 分是密切相关的,确定保护渣 的组成是研制保护渣的基础。 当前的保护渣多以硅酸盐相图 为理论基础,最广泛的是SiO2-
CaO-AL2O3三元相图,在此相图 中存在一个低熔点区域,俗称硅灰 石区域,SiO2约45-60%、CaO 约30-50%、AL2O3<20%,熔 点在1300-1500C之间,碱度约 等于1.0,粘度较低的一个区域。
70年代后期,学者系统的论述了保护渣对钢弯月面的保护作用,明确的提出了高碱 度,低粘度以及高含CaF2、Na2O的保护渣有利于吸收非金属夹渣物。
80年代以来铸坯的热送以及热连轧的发展,高拉速、高铸坯质量保证的保护渣 研究进入高速发展阶段。对有关坯壳和结晶器间渣膜的形成与流动、渣膜的厚 度及均匀性、结晶器与坯壳之间的传热,以及渣膜的最佳状态与连铸工艺之间 的相互关系进行了广泛的研究,提出了在正常条件下保护渣的粘度和拉速、粘 度与振频之间的定量关系。
2022/1/21
第4页,共62页。
1、保护渣的发展过程
保护渣技术诞生于20世纪60年代,早期的保护渣是用火力发电厂的烟灰,水泥熟料 和高炉渣等掺入溶剂制成。添加了炭黑,传统上的保护渣都是黑色的。
70年代保护渣的研究与应用进入活跃期,研究学者根据不同钢种连铸对保护渣的物理性 质要求,明确的提出了控制保护渣融化速度的重要作用,融化模型可以通过配入的碳的 数量与粒度进行控制。为减少板坯的表面纵裂和夹渣,保护渣的粘度和融化速度应保持 一个恰当的比值。铸坯振动痕迹的形状及保护渣性能对振痕的影响也得到研究。
大量进入熔渣易生成CaTiO3,恶化熔渣性能及润滑,同 时结晶器液面结“冷钢”。
1天乙神针公益讲座第一期(上)——揭秘时空密码(文字)

天乙神针大家很多人都听说过,甚至很多人都也学过一些初级的针法,还有一些人学了以后给自己的亲戚朋友应用,都有比较好的一个效果。
从今天开始由我带领大家进一步系统、深入、全面的来了解天乙神针。
那么说到天乙神针就要从天乙神针的一个源流开始说起。
天乙神针源于道家的神霄派天乙门,神霄派起源于北宋,距今有1100多年,传到了我这一代是第37代。
天乙门源于大约在元朝或元末的时期,距今有将近八百年的历史,传到我这一代是第十四代。
天乙门是以时空为核心,无论是修炼还是扎针,或者是用药,都离不开时空的范畴。
始终是以时空作为我们的一个着眼点,通过时空的理论,通过对应时空的技法、针法、方药以及内炼,使人体和宇宙达到一种相应的状态,也就是古人所说的天人合一,换一句话天人合一就是道。
那么道医根本的核心、根本的目的实际上就是讲的天人合一,并不仅仅是说你是道家的一个传人或一代掌门,那么你懂医术你就成为道医,那么严格来讲只能称为懂医术的道士,或者懂医术的道家的传人。
之所以称为道医,那么首先要达到天人合一的状态才能称为道,和道医相对来讲我们把它称为世医。
世医从天乙门时空的观点又可以分为几种境界。
第一种我们可以把它称为医匠,就是一个匠人,一种手艺。
比如我们常说的一种木匠,一种泥水匠,或者一种手艺人,那么这种只能称为匠。
他把医术作为一种手段或者技法而流传下来,那么这种手段这种技法是以点对点,直接着眼于人体疾病的一种方式。
像现在很多流行的奇穴,包括很多偏方秘方,都是这种医匠治病的方法。
那么这种方法它是一种点对点的方式,像一张弓,搭一支箭,拉弓放箭,这支剑瞄准的是一个点。
那么我们常见的射击打靶,它这颗子弹瞄准的也是一个点,它着眼于人体现有的病,而忽略了一个人的整体。
那么这种点对点的方式,这种医匠治病的这种手段,往往是当场见效或者是短期内疗效比较好,但是它的复发率比较高,往往有很多用这种奇穴疗法,或者民间的偏方秘方用的时候效果很好,但没过几天,有的甚至几个小时症状又表现出来,又返回来,这就是说它忽略了人是一个整体,只着眼于局部,所以它的这种方式有着非常大的一个局限性。
淬火变形问题系列讲座——第一讲 分析和控制淬火变形的冷却速度带法(2)
四、确定冷却速度带及其跨区情况的方法
现场热处理操作人员 日常 的工作 ,是对 已经送到热
维普资讯
~
t
■■■■ 量■曩 ●■■■— ■■■■ 圈■ ■■■_■ 翟
淬 火 变形 问题 系列讲 座
第一讲 分析和控制淬火变形的冷却速度 带法 ( ) 2
北京华立精细化工公司 ( 昌平 120) 张克俭 020
出现在淬火冷却中的淬火变形问题,首先应当从热 处理环节,尤其是从淬火冷却中去找原因。即便引起变 形的主要原因在热处理之前,也是先找热处理方面的原 因, 这样能帮助我们确定热处理之前的变形原因所在的 范围。何况,不少热处理之前留下的可能引起淬火变形 的因素,也可以通过热处理手段加以解决。因此,我们 首先从淬火冷却中寻找影响和控制工件淬火变形的因 素, 也就是影响工件的冷却速度带的位置和宽度的因
大型圆锯片的冷却速度带的跨区情况
I…一 ! / 8 } 一 一 … . 一 / 一 .
素, 并研究这些 因素 的特性和相互关系。 是 由热处理工艺方法 的多样性 和不惟一性决定 的。
有些情况下,用上述检查淬火态表面硬度的办法,
不大容易找准快 端 的位置。 比如 ,淬 透性 比较好 的钢 、 渗碳工件的淬火 、 或者工件 的形状 比较 复杂 ,加上没 有
发生淬火开裂等情况。这是因为,淬透性好的钢端淬曲
系,而不标注具体数值 。
2 工件的装挂方式引起的淬火变形问题 .
工件淬火冷却中,装挂方式对它们的冷却速度带的 位置和宽窄有较大的影响;尤其是在多个工件同炉淬火 的场合。装挂方式通过影响工件周围的散热条件,介质 流动情况和介质的液温分布,来影响不同部位的冷却情 况。和单件淬火相比,多件同时淬火时,工件的冷却速 度带往往要向右 ( 冷却速度减慢)方偏移。而冷却速度 带的慢端向右偏移通常更远些。其结果,冷却速度带的 宽度也随之增大。如果采用的装挂工具不当, 或者工件 的问距过小, 冷却速度带向右偏移过多,就可能引起部
未来印刷技术发展趋势及应用 系列讲座(一)——Cavity PCB印刷技术
图E 一2
Tbe a 上 t
● ● ● ●
嚣:
,I1 . 4 ^M 一 n
● ●
: =
¨
● ●
。- 一
M
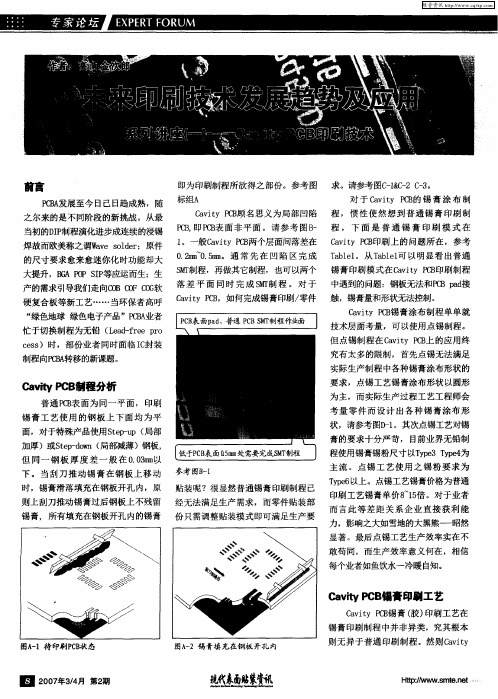
对 应 之 Cv t C举 aiy PB 例如图E2 _所示。 采 用 3 sec l 钢 D tn i在 板与Cvt C 贴合时钢 a iy PB 板底部和PB pd 以紧密 C a 可 D a iy P B - 贴合 。但 在锡 膏涂 布时却 3钢板对应C v t C 示意 图E 3
为主 ,而实际生产过程工艺工程师会
考量零 件 而设 计 出各 种锡 膏涂 布形 状 ,请参考 图Dl _ 。其次点锡工艺对锡 膏的要求十分严苛 , 目前业界无铅制 程使用锡膏锡粉尺 寸以Tp3 Tp 4 ye ye 为 主 流 。点锡 工 艺使用 之 锡粉 要求 为 Tp 6 ye 以上 。点锡工艺锡膏价格为普通
维普资讯
参考 图CIC2C3 -&- -
图E 一1
_BPBt 合 C P,Pv 下 钢距 CC板离 表B钢钢 与 。份 面p板板 钢a ̄无 平d口下 板与v法 齐钢t表 紧 板 触 0i 密 Cy 贴 .部 一4 接 m面 与 . 贴 i 合 y 时 p a d
Cvt C 顾名 思义为 局部凹陷 程 ,惯 性使 然想 到普 通锡 膏 印刷 制 a iy PB
C , C表 - 当初的DP  ̄ I ¥程演化进步成连续 的浸锡 PB 即PB 面 非平面 。请参考 图B 程 , 下 面 是 普 通 锡 膏 印刷 模 式 在 J 。一般Cv t C 两个层面间落差在 C vt C 印刷 上的 问题所在 ,参考 a iyPB a iy PB 焊故而欧美称之谓W v odr ae s le ;原件 1 . 05 。通 常 先在 凹 陷 区完 成 .m 的尺寸要求愈来愈迷你化时功能却大 0 ST ? 制程 ,再做其它制程 ,也可 以两个 d 大提升,B APP SP G O I等应运而生;生 落 差 平 面 同时 完 成 sr 程 。 对 于  ̄制 r 产的需求 引导我们走 向CB CF CG O 0 O 软 a iy PB C vt C ,如何完成锡膏印刷/ 零件 硬复合板等新工艺……当环保者高呼
消失模铸造生产技术第一讲_中国消失模铸造企业盘点

讲座 S EMINAR
栏目主持人: 叶升平, 吴志超
得的最新进展。
表 1 2006 学术期刊上发表的有关消失模铸造论文题目
2006 年 10 月 16- 19 日, 中 序号
文章标题
国 第 二 届 消 失 模 铸 造 技 术 国 际 1 AZ91 合金消失模铸造充型过程研究
会议暨第九届实型铸造学术年 2 镁合金真空低压消失模铸造充型特征
根据作品的颜色推断, 该作品是近期所铸, 但不知作 学术年会在南京航空航天大学隆重召开。会议由南京
品原型出自那位雕塑家之手, 更不知铸件诞生那家消 航天航空大学和华中科技大学联合主办。国内 245 名
失模铸造企业? 由香港这件消失模铸造艺术品, 联想 代表与 14 名来自美国、加拿大、德国、法国和荷兰的
型, 生动自然。整个雕塑采用各种色彩的油漆表现不 德 基 ”与 “麦 当 劳 ”, 两 家 各 自 拥 有 数 百 家 会 员 , 2006
同肤色和衣着, 远望如真人般。此雕塑是笔者所见到 年学会和协会都举办了年会。
最大的消失模铸造艺术品, 堪称消失模铸造之佳作!
2006 年 5 月 21- 23 日, 第七届全国消失模铸造
件获得突破。 重庆有两家消失模铸造企业值得大树特树。2006
年重庆飞龙机械制造有限公司采用消失模铸造单缸
中国铸造装备与技术 1 /2007
67
讲座 S EMINAR
栏目主持人: 叶升平, 吴志超
表 2 消失模铸造企业数量排名靠前的省份及代表性企业
省份
排序
企业数
/自治区
代表性企业1 山西来自山西华恩集 团 、华 尔 铸 造 有 限 公 司 、侯 马 模 范 机 械 制 造 有 限 18
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金工工艺基础知识与技能简述
一钳工锯割及其注意事项
(一)锯割工作范围
1、分割各种材料及半用品
2、锯掉工件上多余分
3、在工件上锯槽
(二)、锯割的工具一一手锯
手锯由锯弓和锯条两部分组成。
锯弓是用来夹持和拉紧锯条的工具。
有固定式和可调式两种。
常用可调式。
1、锯条的分类及选择
每25mm长度内含齿数目:14~18齿为粗齿,24齿为中齿32齿为细齿。
锯条的粗细应根据加工材料的硬度、厚薄来选择。
锯割软的材料或厚材料时,应选用粗齿锯条。
锯割硬材料或薄板、薄管时、应选用细齿锯条,
锯割中等硬度材料和中等硬度的工件时,一般选用中齿锯条
2、工件的夹持
工件尽可能夹持在虎钳的左面,以方便操作;锯割线应与钳口垂直,以防锯斜;锯割线离钳口不应太远,以防锯割时产生抖动。
3、起锯
起锯的方式有远边起锯和近边起锯两种,一般情况采用远边起锯。
4、正常锯割
锯割时,手握锯弓要舒展自然,右手握住手柄向前施加压力,左手轻扶在弓架前端,稍加压力。
人体重量均布在两腿上。
锯割时速度不宜过快,以每分钟30~60次为宜,并应用锯条全长的三分之二以上工作,以免锯条中间部分迅速磨钝。
推锯时锯弓运动方式有两种:一种是直线运动,另一种锯弓上下摆动。
锯割到材料快断时,用力要轻,以防碰伤手臂或拆断锯条,并用左手托住。
5、薄板和圆管的锯割
锯割圆管时,一般把圆管水平夹持在虎钳内,对于薄管或精加工过的管子,应夹在木垫之间。
锯割管子不宜从一个方向锯到底。
锯割薄板时,可用木板夹住薄板两侧进行锯割。
(三)、锯割操作注意事项
1、锯割前要检查锯条的装夹方向和松紧程度;
2、锯割时压力不可过大,速度不宜过快,以免锯条折断伤人;
3、锯割将完成时,用力不可太大,并需用左手扶住被锯下的部分,以免该部分落下时砸脚。
4、锯条折断可能原因有哪些?
1)锯条装得过紧或过松;
2)锯削时压力太大或锯削用力偏离锯缝方向;
3)工件未夹紧,锯削时有松动;
4)锯缝歪斜后强行纠正;
5)新锯条在旧锯缝中卡住而折断;
6)工件锯断时,用力过猛使手锯与台虎钳等物相撞而折断;
7)中途停止使用时,手锯未从工件中取出而碰断。
5、锯齿崩裂可能原因有哪些?
1)锯齿的粗细选择不当,,如锯管子、薄板时用粗齿锯条;
2)起锯角度太大,锯齿被卡住后仍用力推锯;
3)锯削速度过快或锯削摆动突然过大,使锯齿受到猛烈撞击。
.
6、锯齿过早磨损可能原因有哪些?
1)锯削速度太快,使锯条发热过度而加剧锯齿磨损;
2)锯削硬材料时,未加冷却润滑液;
3)锯削过硬材料。
7、为什么会出现锯缝歪斜?
1)工件装夹时,锯缝线未与铅垂线方向一致;
2)锯条安装太松或与锯弓平面产生扭曲;
3)使用两面磨损不均匀的倨条;.
4)锯削时压力太大而使锯条左右偏摆;
5)锯弓未扶正或用力歪斜,使锯条偏离锯缝中心平面。
二、钳工锉削及其注意事项
1、锉刀握法:
右手紧握锉刀柄,柄端抵在拇指根部的手掌上。
大拇指放在锉刀柄上部,
其余手指由下而上地握着锉刀柄:
2 、平面锉法
a.顺向锉:沿着工件的一个方向进行锉削。
锉纹比较整齐,美观。
b.交叉锉:从两个交叉方向交替锉削工件表面。
c.推锉:沿工件长度推动锉刀进行锉削。
3、锉刀齿粗细的选择
锉刀齿的粗细要根据加工工件的余量大小、加工精度、材料性质来选择。
粗齿锉刀适用于加工大余量、尺寸精度低、材料软的工件;反之选择细齿锉刀。
4、使用规则
为了延长锉刀的使用寿命,必须遵守下列规则:
1.不准用新锉刀锉硬金属;
2.不准用锉刀锉淬火材料;
3.有硬皮或粘砂的锻件和铸件,须在砂轮机上将其磨掉后,才可用半锋利的锉刀锉削;
4.新锉刀先使用一面,当该面磨钝后,再用另一面,
5.锉削时,要经常用钢丝刷清除锉齿上的切屑,
6.锉刀不可重叠或者和其他工具堆放在一起;
7.使用锉刀时不宜速度过快,否则容易过早磨损,
8.锉刀要避免沾水、沾油或其他脏物;
9.细锉刀不允许锉软金属;
10.使用什锦锉用力不宜过大,以免折断。
三、钳工钻孔及其注意事项
1.钻孔前一般先划线,确定孔的中心,在孔中心先用冲头打出较大中心眼。
2.钻孔时应先钻一个浅坑,以判断是否对中。
3.在钻削过程中,特别钻深孔时,要经常退出钻头以排出切屑和进行冷却,否则可能使切屑堵塞或钻头过热磨损甚至折断,并影响加工质量。
4.钻通孔时,当孔将被钻透时,进刀量要减小,避免钻头在钻穿时的瞬间抖动,出现“啃刀”现象,影响加工质量,损伤钻头,甚至发生事故。
5.钻削大于φ30mm的孔应分两次钻,第一次先钻第一个直径较小的孔(为加工孔径的0.5~0.7);第二次用钻头将孔扩大到所要求的直径。
6.钻削时的冷却润滑:钻削钢件时常用机油或乳化液;钻削铝件时常用乳化液或煤油;钻削铸铁时则用煤油。