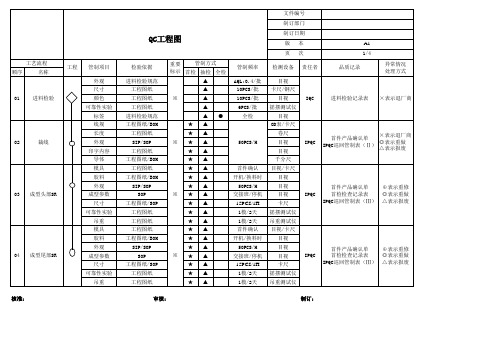
QC工程图(数据线)
合集下载
连接线QC工程图

2
材料规格
量测`目检
材料规格需符合料单`BOM
目检
全检
每天
检验日报表
3
无线皮烫伤点镀到位无连锡
全检
每天
检验日报表
12
首件检查
1
料号
量测`目检
料号需符合料单`BOM
目检
首检5PCS
每机种
首检报告
2
材料规格
量测`目检
材料规格需符合料单`BOM
目检
首检5PCS
每机种
首检报告
3/3
过程编号
过程名称
操作描述
机器,装置
夹具,工装
特性
方法
备注
编号
产品
过程
产品/过程/规范/公差
检验
样本数量
频率
控制方法
3
无线皮烫伤点镀到位无连锡
目检
首检5PCS
每机种
首检报告
电脑测试机
4
功能
测试
依测试规范
测试
首检5PCS
每机种
首检报告
13
装箱
静电箱
1
外箱须干净
目检
全检
每日
检验日报表
2
包装须符合MOI要求不能有短装多装现象
目检
抽检
2小时
巡检记录表
2小时
端子巡检表
3
包蕊线高度
量测`目检
依MOI无蕊线外露压断蕊线
卡尺
10PCS
2小时
端子巡检表
4
端子拉力
量测`目检
依MOI
拉力计
10PCS
2小时
端子巡检表
5
端子外观
量测`目检
材料规格
量测`目检
材料规格需符合料单`BOM
目检
全检
每天
检验日报表
3
无线皮烫伤点镀到位无连锡
全检
每天
检验日报表
12
首件检查
1
料号
量测`目检
料号需符合料单`BOM
目检
首检5PCS
每机种
首检报告
2
材料规格
量测`目检
材料规格需符合料单`BOM
目检
首检5PCS
每机种
首检报告
3/3
过程编号
过程名称
操作描述
机器,装置
夹具,工装
特性
方法
备注
编号
产品
过程
产品/过程/规范/公差
检验
样本数量
频率
控制方法
3
无线皮烫伤点镀到位无连锡
目检
首检5PCS
每机种
首检报告
电脑测试机
4
功能
测试
依测试规范
测试
首检5PCS
每机种
首检报告
13
装箱
静电箱
1
外箱须干净
目检
全检
每日
检验日报表
2
包装须符合MOI要求不能有短装多装现象
目检
抽检
2小时
巡检记录表
2小时
端子巡检表
3
包蕊线高度
量测`目检
依MOI无蕊线外露压断蕊线
卡尺
10PCS
2小时
端子巡检表
4
端子拉力
量测`目检
依MOI
拉力计
10PCS
2小时
端子巡检表
5
端子外观
量测`目检
数据线产品品质控制计划样板(QC工程图)
文件编号
制订部门
制订日期
版本
A1
页次
1/4
检测设备 责任者
品质记录
异常情况 处理方式
目视 卡尺/钢尺
目视 摇摆测试仪
目视 OD表/卡尺
卷尺 目视 目视 千分尺 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪
IQC IPQC IPQC IPQC
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
管制频率
AQL:0.4/批 10PCS/批 10PCS/批 6PCS/批 全检
50PCS/H
首件确认 开机/换料时
50PCS/H 交接班/停机
15PCS/1H 1模/2天 1模/2天 首件确认 开机/换料时 50PCS/H 交接班/停机 15PCS/1H 1模/2天 1模/2天
★
※
●
★
★▲ ※
★▲
★
※
●
★
★▲
※★▲
★▲
★
※
●
★
★▲
★▲
★▲
★▲
★▲ ※
★▲
★▲
管制频率 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 3PCS/天 50PCS/H
文件编号
制订部门
制订日期
版本
A1
页次
2/4
检测设备 责任者
品质记录
异常情况 处理方式
QC工程图(完整版)
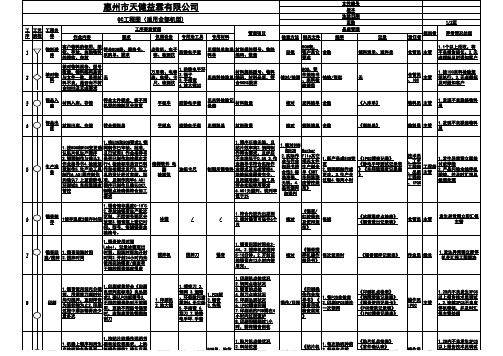
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
目视
包装作业 1.每块PCBA 指导书 2.每班
《生产包装日报表》 《标示卡》
作业员 主管
2H内不良发生3个以 上报告班长2.无卤产 品污染全线停机稽核 。并及时汇报总经理 处理。
QA检验规
16
QA抽检
对生产线送检的产品 按《QA检验规范》和 《IQC/QA抽样计划标 准》进行检验
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
点数机、电子 称、检测仪
防静电手套
见领料单和送 材料规格型号、物料
料单
编码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
2
核对物 料
数量,物料编码是否 与文件一致,是否材 无 料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡
尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.锡膏使用时间
Label,记录冰箱取出
7
锡膏回 1.锡膏回温时间 温/搅拌 2.搅拌时间
时间、回温时间和开封 时间2.开封24小时内未
搅拌机
搅拌刀
使用完的锡膏/表面有
干结的焊膏都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
QC工程图
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
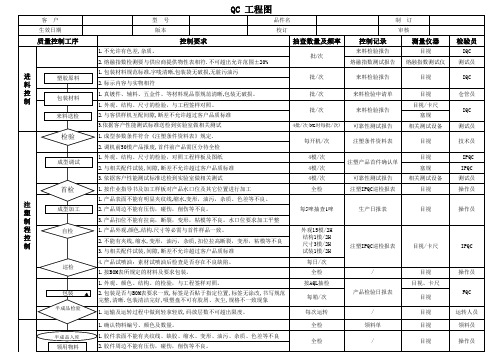
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
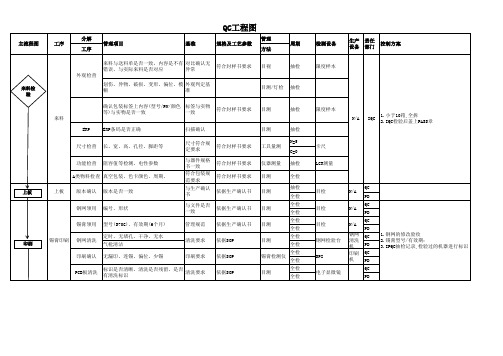
QC工程图

资材 铁件 涂装 装配
人员安排 设备检查 图纸、工艺 工装夹具 工作场所 环境
/
/
按BOM、生产计 划通知单来进 行备料、领料 、发料
推移图 层别法 查检表
如有不符要清查(规 领料单、补料单 格或质量不符,通知 品管查核)
5
下料
设施和工作环境控制程序 、生产和服务提供控制程 程序设定、外形尺寸量测 切管机、卡 序、产品防护控制程序、 、定位、剪锯 尺、钢卷尺 文明安全生产规定、各类 设备操作规程
/
涂装
表面质量
全检
100%
按毛坯件外观 检验指导书进 行外观检验
柏拉图
不良标贴 不良统计报表
如有品质异常,需即 时通知工艺或品管给 予协助解决
12
喷砂
程序设定 喷砂
设施和工作环境控制程序 、生产和服务提供控制程 序、产品防护控制程序、 喷砂机 文明安全生产规定、各类 设备操作规程
涂装
表面质量、数 量
涂装
表面质量、数 量
自检 互检
100%
按涂装工艺要 推移图、柏 如有品质异常,需即 求,进行程式设 拉图、特性 班组转接记录表 时通知工艺或品管给 定并对毛坯件 要因图、层 予协助解决 进行表面处理 别法
14
涂装前
外观验证
设施和工作环境控制程序 、生产和服务提供控制程 序、产品防护控制程序、 文明安全生产规定
手动CO2焊机 、自动CO2焊 机、塞规、 厚薄规、千 分尺、卡尺 、角尺、毛 刷
铁件
表面质量、形 位尺寸、数量
自检 互检
100%
按焊接图纸及 推移图、柏 生产工艺要求, 如有品质异常,需即 拉图、特性 进行程式设定 班组转接记录表 时通知工艺或品管给 要因图、层 并对材料进行 予协助解决 别法 定位焊接
耳机生产QC工程图

自检 成型 长度 全检 全数 部品表尺寸 目视 机保 和 & & 图 & 养 拉力 抽检 2H/次 测量
4
自检 脱皮 全检 全数 去皮 部品表尺寸 目视 机保 & & 长度 图 & 养 抽检 2H/次 测量 自检 全检 全数 锡炉 锓锡 部品表尺寸 目视 & & 温度 长度 图 & 抽检 2H/次 测量 自检 焊接 部品表焊接 目视 全检 全数 烙铁 点检 定义图 & & & 温度 查和 & 锡点 抽检 2H/次 固定 作业指导书 检查
2
裁线
1,将操作台上固定一个 基点并用木条定位. 2,刀具固定在同一水平 切割 面(间距按图纸要求尺 刀 寸设定)将整卷线切成 要求长度. 1,将线材一端取长度 15mm放置到模具中成型
抽线主管 & 品质主管
3
线档成 插头线档 型 2,将另一端取长度 330mm放置到模具中成 型咪壳线档 插头线 1,插头线档端去皮 材去皮 脱皮 机
公司检验标准资料
耳机生产QC工程图
管制项目 制 流 程 程 编 图 号 制 程 名 称 作 业 描 述 仪 器 设 备 检 验 依 据 检 验 方 式 检 验 数 量 检 验 频 率 管制要求 管 制 单 位 人 管 制 评 审 人 生产 品质 工程 各部门主管
仪 器
设 备
产 品
控制要求
记录项目
1
首件样 按照部品表制作样品 品制作
部品表焊外 1,依据部品表要求尺寸外观接线定义参 生产 观和接定义 外观 全检 全数 照样品制作首件3PCS . 拉长 图 功能 & & 首件记录单 2,首件产品制作单位检验后送生产/品质 & & 检查 抽检 2H/次 /工程部门主管确认后生效. IPQC 部品表物料 清单 1,1428/4C线1100mm 切割 自检 首件记录单 操作 全检 全数 2,更换线材或更换其它机型需要再次设 刀定 裁线 部品表尺寸 目视 & 员工 & & 定尺寸 位情 长度 图 & IPQC巡检记 & 抽检 2H/次 3,IPQC上班前确认尺寸每2小时进行产品 况 测量 录 IPQC 尺寸点检 1,插头线档保留线头端长度15mm 2,咪壳线档端长度330mm 3,成型前需要确认模具号码和外型是否 与图纸及样品一致 4,自检成型产品外观(无变形/气纹/缩 水现象)和外露尺寸 5,IPQC上班前确认检验结果每2小时进 行产品外观抽检 1,线材两端去皮长度控制在14mm 2,去线皮过程中需要全检验芯线无散线 断线现象。 3,IPQC上班前确认尺寸每2小时进行产 品尺寸点检 1,线头锓锡长度控制在1-1.5mm 2,锡炉温度控制在380-450度。 3,IPQC上班前确认线头锓锡尺寸和锡炉 温度,每2小时进行产品锓锡尺寸和锡炉 温度点检 1,核对焊接点与图纸要求是否一致 (GND-黄 L-绿 R-蓝 MIC-红) 2,烙铁温度控制在380-450度,时间控 制在3S内,保持烙铁头清洁。 3,IPQC上班前确认焊接点与样品是否一 致和烙铁温度,每2小时进行产品焊接点 与样品核对和烙铁温度点检
网线QC工程图

通过5,6类标准参数测试
1.工艺文件 2.CABLE制程检验规范 Q/LD•QEO•GL-QC-07
开立不合格 评审措施单
7
OQC 检验出货
1 2 3 4 5 6 7 8 9 10 11 12
标示隔离
品管部
CABLE成品检验规范
目视 比对工艺文件 分厘卡 厚薄规 FLUKE 三用表 高阻計 参照销售计划单
产品型号:LAN-CABLE 规格: UTP CAT。5e CAT6 工程符号: 制订部门
流程图 制程 编号 物 准 作 料 备 业 1
电子科技有限公司
QC
表示半成品移动与流程 版本
管理项目 生产设备 编号 1 2 铜材进料 3 4 5 产品特性 ※重量 外观 ※排线 ※规格 ※导体伸长率 ※线径 ※偏心度 ※绝缘抗张强度 ※绝缘引伸率 ※导体OD 导体引伸率 外观 ※绞距 绞向 ※导体OD 退扭率 ※芯线OD ※总集合绞距 ※对绞绞距 ※导体OD 排列 十字骨架OD 张力 眼模 张力 眼模 放线张力 机身温度 预热温度 眼模 制 程 特性 基准 规范/公差
参照MILSTD-105D 成品检验记录表 表进行抽 样
开立不合格 评审措施单
导通且不短路 不击穿 无破皮 良好
卷 卷 卷
修订记录: 日期/版本 第一次修订 第一次修订 第一次修订 第一次修订 年 年 年 年 月 月 月 月
修订内容记录
核准
审核
制作
第 2 页,共 2 页
K=1 N=4 n=7*4*1
表示成品或半成品储备 工程部
表示加工作业 发行日期 A/0
管-03
异常处理
制程名称/ 操作描述
相关记录 周期
处理方式
单位
1.工艺文件 2.CABLE制程检验规范 Q/LD•QEO•GL-QC-07
开立不合格 评审措施单
7
OQC 检验出货
1 2 3 4 5 6 7 8 9 10 11 12
标示隔离
品管部
CABLE成品检验规范
目视 比对工艺文件 分厘卡 厚薄规 FLUKE 三用表 高阻計 参照销售计划单
产品型号:LAN-CABLE 规格: UTP CAT。5e CAT6 工程符号: 制订部门
流程图 制程 编号 物 准 作 料 备 业 1
电子科技有限公司
QC
表示半成品移动与流程 版本
管理项目 生产设备 编号 1 2 铜材进料 3 4 5 产品特性 ※重量 外观 ※排线 ※规格 ※导体伸长率 ※线径 ※偏心度 ※绝缘抗张强度 ※绝缘引伸率 ※导体OD 导体引伸率 外观 ※绞距 绞向 ※导体OD 退扭率 ※芯线OD ※总集合绞距 ※对绞绞距 ※导体OD 排列 十字骨架OD 张力 眼模 张力 眼模 放线张力 机身温度 预热温度 眼模 制 程 特性 基准 规范/公差
参照MILSTD-105D 成品检验记录表 表进行抽 样
开立不合格 评审措施单
导通且不短路 不击穿 无破皮 良好
卷 卷 卷
修订记录: 日期/版本 第一次修订 第一次修订 第一次修订 第一次修订 年 年 年 年 月 月 月 月
修订内容记录
核准
审核
制作
第 2 页,共 2 页
K=1 N=4 n=7*4*1
表示成品或半成品储备 工程部
表示加工作业 发行日期 A/0
管-03
异常处理
制程名称/ 操作描述
相关记录 周期
处理方式
单位
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4、 可焊性良好;
1、 结构尺寸符合图纸或样品; 2、 PCB布线符合图纸或样品; 3、 PCB过孔是否孔通; 4、 PCB焊接试验合格。
1、线材内芯线的无划伤、剥断; 2、脱皮长度是否符合图纸要求。
文件编号
WI-ED38201
发行日期
2008/3/11
版本号
A0
制成
页号
责任 人
作业文件
1/3页 工艺要求 确认方法
16.成品入库检验 17.出货检验
《成品入 库检验报 告》
《出货检 验报告》
1、 电性能良好; 2、 各尺寸是否符合规格书要求
18.出货
《出货单 》
成品名称、规格、数量
责任 人
作业文件
确认方法
作业 线材制作工艺 目视
员
流程卡
数量
检验频率
全检
设备/工具
手工
QA
QA检验规范
目视
规格书 测试电性能
每批入库
1、测试有无路、开路,线有无错焊等异常现 《QC报表》 象;
2、插头与配套母座是否相配合,有无松动、卡 1、 相关尺寸符合作业指导书要求; 《QC报表》 2、 注塑插头无披锋、插头无刮伤,氧化现象
责任 人
作业文件
工艺要求 确认方法 检验频率
作业 员
成品装配工艺 流程卡
目视 测试电性能
全检
IPQC 成品装配工艺
产品名称 产品规格
USB数据线 HEC-3系列
客户名称
产品流程 图
共用 工序名称
1.线材
进料 检验
2.插头
3.PCB
4、脱皮
QC工程图
记录
品质控制及要求
1、 结构尺寸符合图纸或样品; 2、 电性能测试OK,电阻抗≤0.3Ω; 3、 外被厚度均匀,与样品比较一致; 4、 拉力试验OK,摇摆试验OK
1、 结构尺寸符合图纸或样品; 物料接收 2、 无PCB固定的插头PIN针保持力≥0.3KGF; 记录表 3、 电气性能良好,绝缘阻抗>100MΩ;
8、半成品测试
成品
制作 9、外观检验
11、线材焊接
数据 线成 12、插头注塑 品装 配
13、测试
备注:
14、外观检验
来料检查
产品名称 产品规格 客户名称
USB数据线 HEC-3系列
共用
文件编号
WI8/3/11
QC工程图
版本号 页号
A0 2/3页
制成 审核
记录
品质控制及要求
流程卡
目视
全检
1、焊点光滑饱满,无虚焊、短路,线无焊错; 2、焊接时间1秒内,焊接温度:330±20℃; 《关键工位 3、线材焊接点必须完全焊接入焊盘内。
质量检查表
》 1、表面有无起泡、流痕、缩水、无冲胶、冲线 及批锋等;2、尺寸符合图纸要求
作业 员
成品装配工艺 流程卡
目视 测量电性能
作业
员
成品装配工艺 流程卡
线半 成品
6、上锡
制作
1、剥线后保持内芯线未散开; 2、尺寸符合图纸要求。
《关键工位 质量检查表
》
1、各芯线间有无连锡,上锡表面有无毛刺; 2、尺寸是否符合图纸要求
数据线制作工 目视 艺流程卡 测量尺寸
作业员 、
IPQC
数据线制作工 艺流程卡
目视
2H/次 2H/次
直尺/锡炉 直尺/锡炉
7、PCB装配上锡
线材测试仪
送货 员
与订单一致
目视 测量尺寸
每批出货
备注:
来料检查
生产作业 及自主检 查
检查
结束
审核 检验频率
设备/工具
物料检验规范
目视 测量尺寸
每批来料
数字电桥、指 针厚薄表、摇 摆机、千分尺
IQC
物料检验规范
目视 测量尺寸
每批来料
卡尺、数字万 用表、恒温烙
铁
物料检验规范
目视 测量尺寸
数据线制作工 目视 艺流程卡 测量尺寸
每批来料
卡尺、 数字万用表
、 烙铁
2H/次 脱皮机/直尺
5、剥内芯线
数据
目视 测量尺寸
2H/次 2H/次
设备/工具
线材测试仪
直尺 刀片 40W烙铁 万用表
卡尺
《QC报表 》
《QC报表 》
1、测试有无路、开路,线有无错焊等异常现 象;2、插头与配套母座是否相配合,有无松动 卡死现象;
1、 相关尺寸符合作业指导书要求; 2、注塑插头无披锋、插头无刮伤,氧化现象 生产作业 及自主检 查
1、 焊接、上锡时间控制在1秒内; 2、 焊接温度350±20°C; 3、焊点要求光滑饱满、无虚焊、短路。
数据线制作工 目视 艺流程卡 测试电性能
2H/次
恒温烙铁 万用表
备注:
来料检查
生产作业 及自主检 查
检查
结束
产品名称 产品规格
USB数据线 HEC-3系列
客户名称
共用
产品流程 图
工序名称
数据 线半
QC、
线材制作工艺 流程卡
目视 测量电性能
全检
作业
员 线材制作工艺
流程卡
目视
全检
检查
结束
线材测试仪
直尺 刀片
文件编号
WI-ED38201
发行日期
2008/3/11
QC工程图
版本号 页号
A0 3/3页 工艺要求
制成 审核
设备/工具
产品流程 图
工序名称
记录
品质控制及要求
成品 装配
15.包装(入库)
《成品入 料号规格.数量是否正确,有无混料现象; 库单》 2、包装、标识是否正确;
1、 结构尺寸符合图纸或样品; 2、 PCB布线符合图纸或样品; 3、 PCB过孔是否孔通; 4、 PCB焊接试验合格。
1、线材内芯线的无划伤、剥断; 2、脱皮长度是否符合图纸要求。
文件编号
WI-ED38201
发行日期
2008/3/11
版本号
A0
制成
页号
责任 人
作业文件
1/3页 工艺要求 确认方法
16.成品入库检验 17.出货检验
《成品入 库检验报 告》
《出货检 验报告》
1、 电性能良好; 2、 各尺寸是否符合规格书要求
18.出货
《出货单 》
成品名称、规格、数量
责任 人
作业文件
确认方法
作业 线材制作工艺 目视
员
流程卡
数量
检验频率
全检
设备/工具
手工
QA
QA检验规范
目视
规格书 测试电性能
每批入库
1、测试有无路、开路,线有无错焊等异常现 《QC报表》 象;
2、插头与配套母座是否相配合,有无松动、卡 1、 相关尺寸符合作业指导书要求; 《QC报表》 2、 注塑插头无披锋、插头无刮伤,氧化现象
责任 人
作业文件
工艺要求 确认方法 检验频率
作业 员
成品装配工艺 流程卡
目视 测试电性能
全检
IPQC 成品装配工艺
产品名称 产品规格
USB数据线 HEC-3系列
客户名称
产品流程 图
共用 工序名称
1.线材
进料 检验
2.插头
3.PCB
4、脱皮
QC工程图
记录
品质控制及要求
1、 结构尺寸符合图纸或样品; 2、 电性能测试OK,电阻抗≤0.3Ω; 3、 外被厚度均匀,与样品比较一致; 4、 拉力试验OK,摇摆试验OK
1、 结构尺寸符合图纸或样品; 物料接收 2、 无PCB固定的插头PIN针保持力≥0.3KGF; 记录表 3、 电气性能良好,绝缘阻抗>100MΩ;
8、半成品测试
成品
制作 9、外观检验
11、线材焊接
数据 线成 12、插头注塑 品装 配
13、测试
备注:
14、外观检验
来料检查
产品名称 产品规格 客户名称
USB数据线 HEC-3系列
共用
文件编号
WI8/3/11
QC工程图
版本号 页号
A0 2/3页
制成 审核
记录
品质控制及要求
流程卡
目视
全检
1、焊点光滑饱满,无虚焊、短路,线无焊错; 2、焊接时间1秒内,焊接温度:330±20℃; 《关键工位 3、线材焊接点必须完全焊接入焊盘内。
质量检查表
》 1、表面有无起泡、流痕、缩水、无冲胶、冲线 及批锋等;2、尺寸符合图纸要求
作业 员
成品装配工艺 流程卡
目视 测量电性能
作业
员
成品装配工艺 流程卡
线半 成品
6、上锡
制作
1、剥线后保持内芯线未散开; 2、尺寸符合图纸要求。
《关键工位 质量检查表
》
1、各芯线间有无连锡,上锡表面有无毛刺; 2、尺寸是否符合图纸要求
数据线制作工 目视 艺流程卡 测量尺寸
作业员 、
IPQC
数据线制作工 艺流程卡
目视
2H/次 2H/次
直尺/锡炉 直尺/锡炉
7、PCB装配上锡
线材测试仪
送货 员
与订单一致
目视 测量尺寸
每批出货
备注:
来料检查
生产作业 及自主检 查
检查
结束
审核 检验频率
设备/工具
物料检验规范
目视 测量尺寸
每批来料
数字电桥、指 针厚薄表、摇 摆机、千分尺
IQC
物料检验规范
目视 测量尺寸
每批来料
卡尺、数字万 用表、恒温烙
铁
物料检验规范
目视 测量尺寸
数据线制作工 目视 艺流程卡 测量尺寸
每批来料
卡尺、 数字万用表
、 烙铁
2H/次 脱皮机/直尺
5、剥内芯线
数据
目视 测量尺寸
2H/次 2H/次
设备/工具
线材测试仪
直尺 刀片 40W烙铁 万用表
卡尺
《QC报表 》
《QC报表 》
1、测试有无路、开路,线有无错焊等异常现 象;2、插头与配套母座是否相配合,有无松动 卡死现象;
1、 相关尺寸符合作业指导书要求; 2、注塑插头无披锋、插头无刮伤,氧化现象 生产作业 及自主检 查
1、 焊接、上锡时间控制在1秒内; 2、 焊接温度350±20°C; 3、焊点要求光滑饱满、无虚焊、短路。
数据线制作工 目视 艺流程卡 测试电性能
2H/次
恒温烙铁 万用表
备注:
来料检查
生产作业 及自主检 查
检查
结束
产品名称 产品规格
USB数据线 HEC-3系列
客户名称
共用
产品流程 图
工序名称
数据 线半
QC、
线材制作工艺 流程卡
目视 测量电性能
全检
作业
员 线材制作工艺
流程卡
目视
全检
检查
结束
线材测试仪
直尺 刀片
文件编号
WI-ED38201
发行日期
2008/3/11
QC工程图
版本号 页号
A0 3/3页 工艺要求
制成 审核
设备/工具
产品流程 图
工序名称
记录
品质控制及要求
成品 装配
15.包装(入库)
《成品入 料号规格.数量是否正确,有无混料现象; 库单》 2、包装、标识是否正确;